










엔지니어가 다음을 검색할 때 밸브 본체용 하스텔로이 C-276 용접 필러 금속 선택, 일반적인 용접에 대한 질문은 거의 하지 않습니다. 일반적으로 밸브 본체가 이미 벤치에 있고, 서비스 유체가 공격적이며, 결함이 시트 포켓이나 스템 보어에 불편하게 가까이 있으며, 구매 담당자가 더 일반적인 니켈 필러로 “동일한 작업을 수행할 수 있는지”를 묻습니다. 이러한 상황에서 필러 금속 선택은 카탈로그에 나와 있는 대로 하는 것이 아닙니다. 이는 용접 절차 결정에 포함된 부식 설계 결정입니다. 저탄소, 저실리콘 Ni-Cr-Mo-W 합금인 HASTELLOY C-276, UNS N10276은 염화물, 산화 및 환원산, 틈새 공격에 대한 강한 저항성을 유지하면서 용접성을 유지하기 위해 특별히 개발되었습니다.
대부분의 밸브 본체 제작 및 수리 작업의 경우, 기본적인 답은 간단합니다. 일치하는 C-276 필러 금속-즉 AWS A5.14 ERNiCrMo-4 GTAW/GMAW 및 AWS A5.11 ENiCrMo-4 for SMAW. Haynes and Special Metals both identify C-276 filler as the intended consumable for welding C-276, for dissimilar joints to stainless steels and other nickel alloys, and for overlay/cladding where enhanced corrosion resistance is required. That is the correct starting point because the deposited weld metal needs to stay as close as practical to the base alloy’s nickel-chromium-molybdenum-tungsten chemistry, not merely “somewhere in the nickel family.”
밸브 바디가 플랫 쿠폰보다 덜 관대한 이유
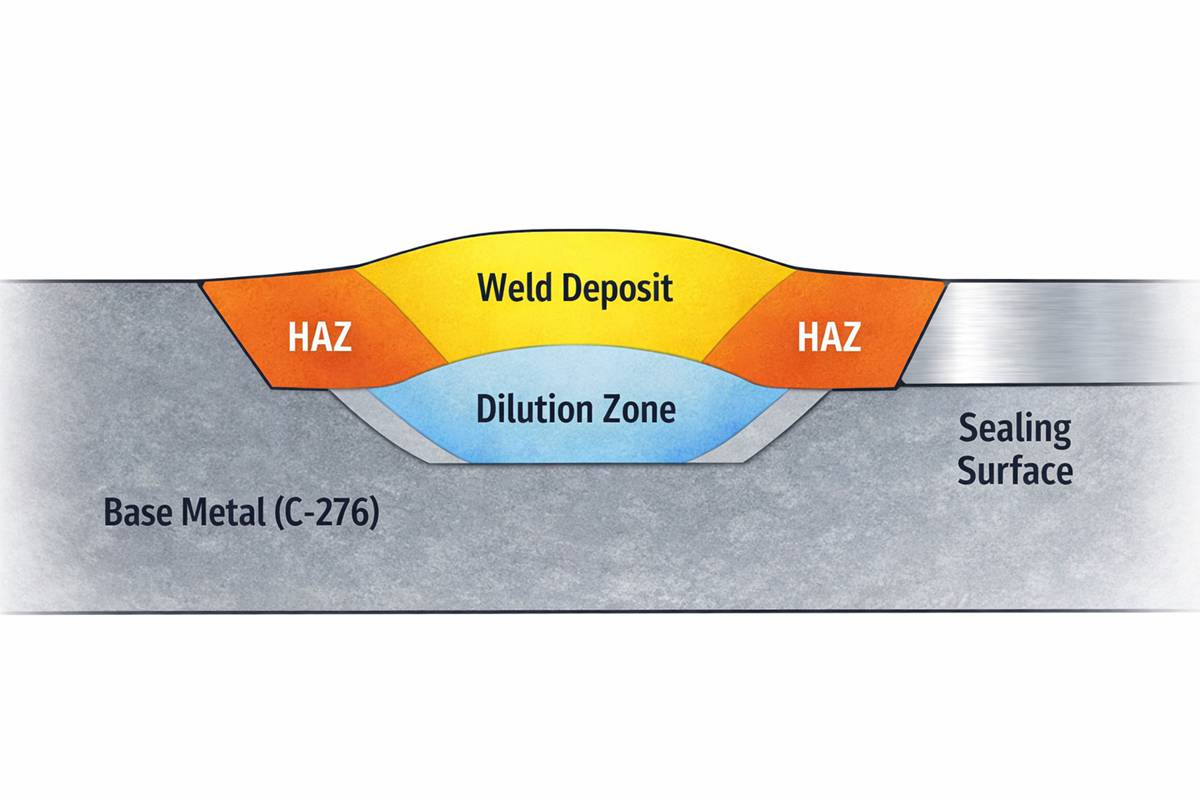
플레이트 쿠폰은 평범한 필러 결정을 숨길 수 있습니다. 밸브 본체는 일반적으로 그렇지 않습니다. 형상이 더 두껍고, 구속력이 더 높으며, 뿌리 부분과 모서리에서 희석이 급격하게 변할 수 있고, 서비스 조건에 따라 구멍이나 틈새 부식 저항성이 조금만 손실되어도 처벌을 받는 경우가 많습니다. 국부 주조 수리, 혼합 연삭, 기계 가공 허용치 또는 다운스트림 수압 테스트를 추가하면 마진은 더 작아집니다. 그렇기 때문에 재고가 있다고 해서 C-276 밸브 작업에서 합금 625 필러를 아무렇게나 대체하는 것을 좋아하지 않습니다. Haynes의 부식 데이터에 따르면 C-276은 고농도 염산 및 황산 조건에서 합금 625보다 성능이 우수하며, 발표된 염화철 데이터에서도 더 나은 피팅 및 틈새 성능을 보여줍니다. 즉, 편의상 저합금 니켈 필러를 사용하면 용접 침전물을 부식 균형의 약한 쪽으로 조용히 이동할 수 있습니다.
실제 작업장에서 중요한 또 다른 세부 사항은 C-276 용접 금속이 높은 내식성을 유지하더라도 용접 금속은 여전히 균질한 가공 제품과 동일하지 않다는 점입니다. 헤인즈는 용접 미세 구조가 불균일하기 때문에 전반적인 성능이 우수하더라도 용접 모재보다 다소 높은 부식 속도를 보일 수 있다고 명시적으로 지적합니다. 밸브 본체의 경우, 이는 희석을 최소화하고 불필요한 열 입력을 피하며 증착된 금속의 화학적 특성을 의도한 부식 방지 시스템에 최대한 가깝게 유지해야 하는 또 하나의 이유입니다.
밸브 본체용 하스텔로이 C-276 용접 용가재 선택: 실용적인 매트릭스
| 밸브-본체 시나리오 | 권장 필러 금속 | 이것이 선호되는 이유 | 실용적인 엔지니어링 노트 |
|---|---|---|---|
| C-276 - C-276 제작 용접 | ERNiCrMo-4 / ENiCrMo-4 | 기본 합금의 Ni-Cr-Mo-W 시스템과 화학적으로 가장 잘 일치합니다. | 적격 상점 WPS를 위한 표준 우선 선택 |
| 시트 또는 보어 근처의 C-276 밸브 본체 국소 수리 | 제어를 위해 가급적 GTAW를 통한 ERNiCrMo-4 제어 | 고증착 필드 접근 방식보다 희석률이 낮고 비드 배치가 우수합니다. | 윤곽 제어, 스테이지 간 PT 및 가공 허용치 우선순위 지정 |
| C-276에서 스테인리스 스틸 또는 다른 Ni-Cr-Mo 합금으로 전환 | 일반적으로 WPS 인증 후 ERNiCrMo-4 사용 | 제조업체 데이터 지원 이종 용접용 C-276 필러 | 비합금 쪽에서 희석을 조심하십시오. 버터를 바르는 것이 정당화 될 수 있습니다. |
| 강철 부품의 C-276 오버레이/클래딩 | ERNiCrMo-4 | 내식성이 필요한 오버레이 및 클래딩에 적합한 것으로 게시되었습니다. | 희석률이 가장 높기 때문에 첫 번째 층 화학이 가장 중요합니다. |
| GTAW가 실용적이지 않은 현장 수리 | ENiCrMo-4(SMAW) | 일치하는 케미스트리는 여전히 유지됩니다. | 체계적인 슬래그 제거 및 프로파일 제어에만 사용하십시오. |
| 염소산염/혼합산/습식 염소 밸브 서비스 | 기본적으로 다운그레이드하지 말고 C-276 필러를 유지하세요. | C-276은 몇 가지 가혹한 매체에서 625보다 더 강력한 부식 성능을 나타냅니다. | 필러 교체는 구매 지름길이 아닌 부식 검토가 필요합니다. |
표의 필러 분류는 헤인즈 및 특수 금속 용접 데이터를 기반으로 합니다. 시나리오 기반 우선순위 지정, 특히 국소 밸브 바디 수리, 희석 제어 및 부식 측면 보존을 위한 GTAW에 중점을 둔 것은 이러한 데이터에서 도출된 공학적 결론입니다.
상자 레이블보다 더 중요한 절차 세부 정보
올바른 필러도 잘못된 절차에서는 실패할 수 있습니다. C-276의 경우, Haynes는 깨끗하고 탈지된 접합 표면, 100% 아르곤 배압 가스를 GTAW 또는 GMAW의 루트 패스에 사용, 넓은 직조보다는 스트링거 비드 연습, 얇은 섹션에서 느린 이동 속도 피하기, 일반적으로 인터패스 온도 제어를 권장합니다. 200°F / 93°C 이하. 또한 용접 후 응력 완화에 대해 조언합니다. 1200°F / 650°C 범위; 열처리가 필요한 경우, 공개된 용액 어닐링은 다음과 같습니다. 2050°F / 1121°C 이어서 빠르게 냉각됩니다. 이는 사소한 세부 사항이 아닙니다. 이는 부식 성능, 왜곡, 수리 후 재작업으로 이어질 위험에 직접적인 영향을 미칩니다.
특히 밸브 바디의 경우, 저는 보통 세 가지 질문으로 결정을 내립니다. 첫째, 진정한 동일 합금 수리인가, 아니면 강철 부착물, 백킹 링 또는 이전 버터 층으로 인해 용접부가 강하게 희석되는가? 둘째, 서비스가 일반적인 부식에 의해 관리되는가, 아니면 틈새와 정체 구역의 국부적인 공격에 의해 관리되는가? 셋째, 수리 후 솔루션 어닐링이 부품 형상, 치수 공차 및 다운스트림 시트 가공에 현실적인가? 두 번째 질문에 대한 답이 “국부적인 공격이 중요하다”이고 세 번째 질문에 대한 답이 “현실적인 완전 재어닐링이 불가능하다”라면 ERNiCrMo-4를 맞추는 것이 훨씬 더 중요해집니다. 이것이 바로 보수적인 엔지니어링 선택입니다. 이 방법은 증착했으면 하는 필러가 아니라 실제로 사용 중에 남는 용접 금속을 보호합니다.
공정 선택에 대해 간단히 말씀드리겠습니다. GTAW는 일반적으로 루트 패스, 정밀 결함 굴착 수리 및 기계 가공된 밀봉 영역에 가까운 모든 작업에 가장 깨끗한 옵션입니다. 이송 모드와 차폐 가스를 제어할 수 있다면 GMAW는 자격을 갖춘 공장 작업에서 매우 효율적일 수 있습니다. SMAW는 현장 작업에 여전히 유용하지만 밸브 본체에서는 슬래그 제거, 재시작 블렌딩 및 측벽 청소에 더 많은 규율이 필요합니다. 다시 말해, 밸브 바디에 가장 적합한 용가재를 선택하는 것은 화학적 특성뿐만 아니라 용입 품질과 희석 제어까지 고려해야 합니다. Haynes가 발표한 C-276 용접 파라미터 및 차폐 가스 지침은 이 점을 매우 명확하게 강조합니다.

최종 권장 사항
엔지니어, 검사자 및 최종 사용자 앞에서 다음과 같은 이유로 추천하는 것은 간단합니다. 밸브 본체용 하스텔로이 C-276 용접 필러 금속 선택, 로 시작하여 ERNiCrMo-4 / ENiCrMo-4 그리고 자격을 갖춘 WPS, 실제 서비스 화학 및 희석 분석이 이를 명확하게 정당화할 때만 기준선에서 벗어날 수 있습니다. 재고 가용성이 부식 설계를 결정하지 않도록 하십시오. 밸브 작업에서 용접 침전물은 전체 구성 요소에서 가장 많이 노출되는 국부적 야금인 경우가 많습니다.
팀이 새로운 수리 WPS를 검증하거나 실제 밸브 바디 작업을 위해 C-276 필러와 625를 비교하는 경우, 용접 전에 기본 재료 사양, 서비스 매체, 공정 경로, 단면 두께 및 허용 기준의 다섯 가지 항목을 검토하는 것이 비용이 많이 드는 실수를 피하는 가장 빠른 방법입니다. 이것이 바로 진지한 구매자가 주문하기 전에 요청해야 하는 기술 지원의 종류입니다.
관련 Q&A
1) 하스텔로이 C-276 밸브 바디에 ERNiCrMo-4 대신 ERNiCrMo-3을 사용해도 되나요?
용접이 가능하지만 기본 선택이 되어서는 안 됩니다. C-276 밸브 바디의 경우 ERNiCrMo-4가 더 가깝게 일치하며 의도한 Ni-Cr-Mo-W 부식 프로파일을 더 잘 보존합니다. 필러의 가용성만으로 대체할 것이 아니라 실제 서비스 화학 및 적격 절차에 따른 정당성이 필요합니다.
2) C-276 밸브 본체를 수리하는 데 SMAW가 허용되나요?
예. ENiCrMo-4는 SMAW에 적합한 피복 전극이며, 제조업체는 C-276 용접용으로 이 전극을 출시합니다. 그러나 밸브 본체, 특히 씰링 형상 주변의 경우 비드 배치, 희석 및 세척을 보다 엄격하게 제어할 수 있는 GTAW가 선호되는 경우가 많습니다.
3) C-276 밸브 본체에서 가장 큰 용접 실수는 무엇입니까?
실제로는 일반적으로 아크 타격이 아닙니다. 잘못된 필러를 사용하거나 최종 용접 금속이 더 이상 부식 설계 의도를 반영하지 않을 때까지 열 입력과 희석을 방치하는 것입니다. C-276에서는 인터패스 제어, 스트링거 비드, 깨끗한 표면 및 일치하는 필러 선택이 많은 작업장에서 인정하는 것보다 더 중요합니다.