Cuando los ingenieros buscan un Inconel 718 lista de control de calidad de los procedimientos de soldadura, No obstante, rara vez buscan consejos genéricos sobre soldadura. Suelen enfrentarse a uno de estos tres problemas: integridad irregular de la soldadura, rechazo durante la revisión de control de calidad o agrietamiento inesperado tras la fabricación o reparación. Inconel 718 no es especialmente difícil de soldar en comparación con otros materiales endurecidos por precipitación. aleaciones de níquel, pero no perdona cuando se pierde el control del proceso. Una buena Lista de control de calidad del procedimiento de soldadura de Inconel 718 no es, por tanto, un mero documento de conformidad. Es una herramienta de control práctica para reducir las repeticiones, proteger las propiedades mecánicas y mantener la previsibilidad del tratamiento térmico posterior.
Lo primero que merece la pena dejar claro es lo siguiente: la calidad de la soldadura en Inconel 718 se determina mucho antes de que se forme el arco. El estado del metal base, la limpieza de la unión, la selección del material de aportación, la disciplina del aporte térmico y el control de la temperatura entre pasadas influyen en la solidez de la soldadura acabada tras la eliminación de tensiones, el envejecimiento, el mecanizado o la exposición al servicio. Los talleres que tratan el Lista de control de calidad del procedimiento de soldadura de Inconel 718 como una hoja de inspección final suelen descubrir los problemas demasiado tarde.
Por qué es importante una lista de comprobación de la calidad del procedimiento de soldadura de Inconel 718
El Inconel 718 es una aleación de Ni-Cr-Fe reforzada principalmente por precipitación gamma doble-prima y gamma-prima. Este mecanismo de refuerzo es precisamente la razón por la que es importante controlar el procedimiento de soldadura. Durante la soldadura, los ciclos térmicos localizados pueden alterar el comportamiento de segregación, promover la formación de fases Laves en el metal de soldadura y crear condiciones microestructurales que reduzcan la ductilidad o la tenacidad si el procedimiento no se gestiona correctamente. En la práctica, una soldadura Lista de control de calidad del procedimiento de soldadura de Inconel 718 a menudo da lugar a problemas de agrietamiento en caliente, falta de fusión, contaminación excesiva por óxido o variación inaceptable de la dureza tras el tratamiento térmico posterior a la soldadura.
En los sectores aeroespacial, del petróleo y el gas, la generación de energía y la reparación de componentes o elementos de fijación a altas temperaturas, la lista de comprobación debe abarcar algo más que el aspecto visual de la soldadura. Debe conectar la cualificación del procedimiento, la disciplina del operario, el control de consumibles y los criterios de aceptación de la inspección en un flujo de trabajo coherente.

Controles previos a la soldadura en la lista de comprobación de calidad del procedimiento de soldadura de Inconel 718
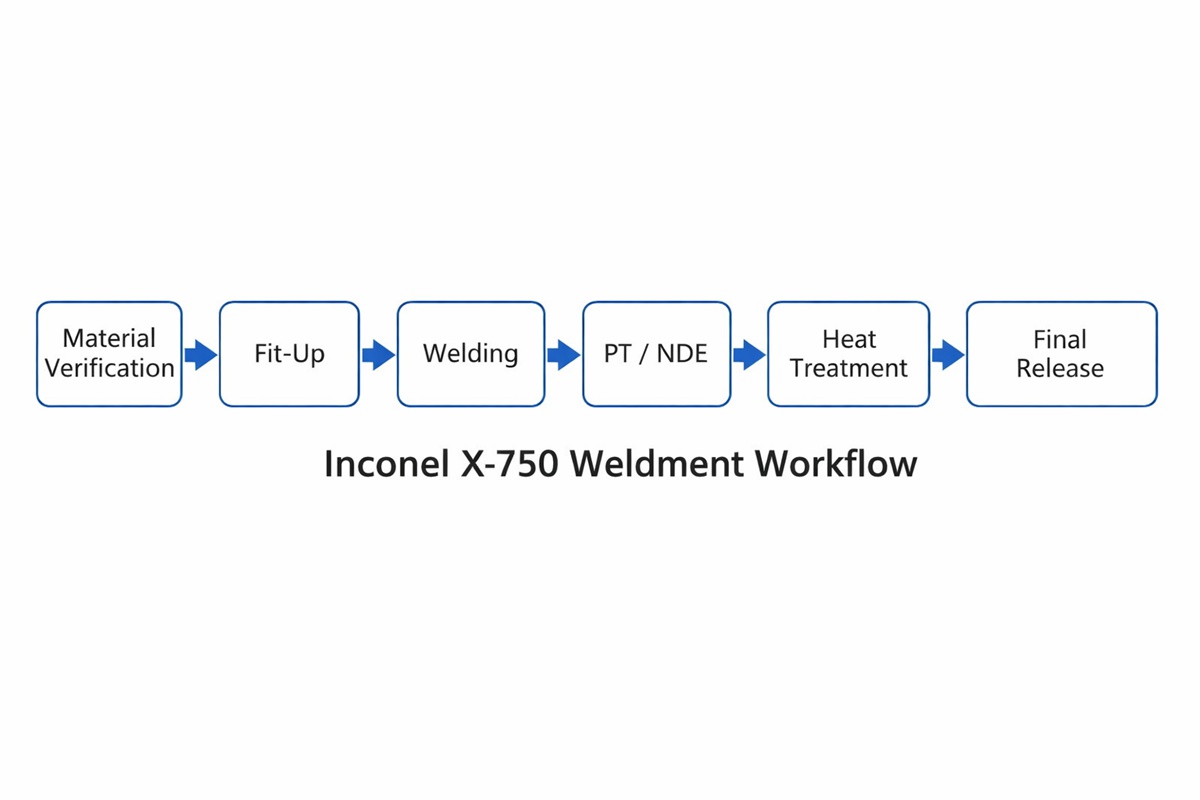
Un serio Lista de control de calidad del procedimiento de soldadura de Inconel 718 comienza con la verificación del material. Confirme el número de colada, la forma del producto, las condiciones de entrega y las especificaciones aplicables antes del montaje. En los talleres de materiales mixtos, no se trata de una formalidad burocrática, sino de un control de riesgos básico. Las mezclas cruzadas de aleaciones de níquel con acero inoxidable u otras superaleaciones se producen con más frecuencia de lo que mucha gente admite.
La preparación de la superficie es igualmente crítica. Las caras de las juntas y las superficies adyacentes deben estar libres de aceite, compuestos de marcado con azufre, suciedad del taller, líquido de corte, humedad y contaminación por hierro incrustado. Las herramientas de limpieza mecánica deben ser específicas para aleaciones de níquel. Si se utiliza el esmerilado, el abrasivo debe estar limpio y ser adecuado para trabajos de alta aleación. Muchas discontinuidades de soldadura achacadas a los parámetros son en realidad fallos de limpieza.
Debe comprobarse la apertura de la raíz, la tierra, la alineación, la solidez de la soldadura por puntos y la accesibilidad para la cobertura de protección. Especialmente en las aplicaciones GTAW y PAW, debe prestarse atención a la eficacia de la protección alrededor de las zonas de soldadura por puntos. Una soldadura Lista de control de calidad del procedimiento de soldadura de Inconel 718 también confirma el estado, el almacenamiento, el diámetro y la trazabilidad del alambre de relleno. ERNiFeCr-2 o las alternativas basadas en especificaciones deben ajustarse al procedimiento cualificado y a los requisitos del servicio, más que a la costumbre del operario.
Comprobaciones de soldadura en proceso que evitan las rectificaciones
Durante la soldadura, la disciplina de aportación de calor importa más de lo que muchos equipos esperan. El Inconel 718 suele beneficiarse de un aporte de calor controlado y moderado y de unos límites estrictos de temperatura entre pasadas. Un exceso de calor puede aumentar los efectos de dilución, engrosar el perfil térmico de la soldadura y agravar los microconstituyentes relacionados con la segregación. Por otra parte, una fusión insuficiente crea defectos planos que ninguna pasada cosmética final puede ocultar.
La pureza y la cobertura del gas de protección deben verificarse, no suponerse. La soldadura GTAW se basa normalmente en argón de alta pureza, a veces con variaciones cuidadosamente justificadas en función del proceso y del marco del código. El ángulo de la antorcha, el estado de la lente de gas, la exposición a corrientes de aire y la protección de arrastre o de respaldo pueden influir materialmente en la integridad de la superficie de soldadura. Cualquier Lista de control de calidad del procedimiento de soldadura de Inconel 718 que ignora los estándares de color de oxidación es incompleta. Una superficie de soldadura brillante o ligeramente tintada suele indicar una mejor protección atmosférica que una decoloración oscura por exceso de óxido.
Los soldadores también deben controlar el llenado de cráteres, la secuencia de cordones, los reinicios del arco y la limpieza entre pasadas. El esmerilado entre pasadas debe eliminar los defectos sin introducir contaminación ni un sobrecalentamiento local excesivo. Para secciones más gruesas, la secuenciación debe tener como objetivo controlar la restricción y la tensión residual. Esto es especialmente importante en la soldadura de reparación, donde la geometría local y la exposición previa al servicio complican la respuesta térmica.
Lista de comprobación práctica de la calidad del procedimiento de soldadura de Inconel 718
| Lista de control Elemento | Qué verificar | Por qué es importante |
|---|---|---|
| Identificación del material | Número de colada, grado de aleación, estado del producto | Evita la confusión de aleaciones y el uso de procedimientos erróneos |
| Preparación conjunta | Ángulo de bisel, cara de la raíz, separación de la raíz, estado del borde | Favorece la consistencia de la fusión y la penetración |
| Limpieza de la superficie | Sin aceite, grasa, óxidos, pintura, marcas de azufre, hierro incrustado | Reduce la porosidad, las inclusiones y la contaminación |
| Control del metal de relleno | Clasificación correcta del alambre, diámetro, trazabilidad del lote | Mantiene la química y la integridad de la soldadura |
| Cumplimiento del proceso de soldadura | El proceso GTAW/PAW/SMAW coincide con WPS/PQR | Garantiza variables esenciales cualificadas |
| Control de parámetros | Corriente, tensión, velocidad de desplazamiento, entrada de calor | Limita la segregación y la falta de riesgo de fusión |
| Temperatura de paso | Dentro del límite especificado | Controla la inestabilidad microestructural |
| Calidad del blindaje | Pureza del gas, caudal, cobertura, protección contra el retroceso y el arrastre | Minimiza la oxidación y la degradación de la superficie |
| Pase de limpieza | Limpieza entre pasadas con herramientas específicas | Evita el atrapamiento de escoria/óxido |
| Secuencia de soldadura | Secuencia equilibrada y gestión de cráteres | Reduce la distorsión y la susceptibilidad a las grietas |
| Puntos de retención NDE | VT, PT, RT/UT según sea necesario | Detecta discontinuidades superficiales e internas |
| PWHT / ruta de envejecimiento | Según especificación y procedimiento | Protege las propiedades mecánicas finales |
Inspección final y requisitos de documentación
La última sección del Lista de control de calidad del procedimiento de soldadura de Inconel 718 debe vincular la ejecución de la soldadura a las pruebas de aceptación. La inspección visual debe examinar el perfil, la mezcla de las puntas, el destalonado, el solapamiento, los golpes de arco y el estado de oxidación. El ensayo por líquidos penetrantes se utiliza habitualmente porque la inspección visual puede pasar por alto indicaciones finas conectadas a la superficie. En función del espesor, la geometría y los requisitos del código, también puede ser necesario un examen radiográfico o ultrasónico.
La documentación nunca debe tratarse como una tarea administrativa. Registre los parámetros reales, la identificación del soldador, el lote de relleno, los detalles del gas de purga cuando proceda, las temperaturas entre pasadas, el historial de reparaciones y los resultados de los ensayos no destructivos. Cuando los clientes solicitan asistencia técnica, estos registros suelen explicar por qué un lote de soldadura funciona bien y otro se convierte en un caso de garantía. Por eso, un sistema Lista de control de calidad del procedimiento de soldadura de Inconel 718 es a la vez una herramienta de calidad y una garantía comercial.
Si su equipo está cualificando un nuevo procedimiento, solucionando problemas de grietas en soldaduras de reparación o comparando opciones de relleno para un entorno de servicio exigente, la lista de comprobación debe adaptarse a la forma real del producto, el espesor de la sección, el nivel de restricción y la ruta de tratamiento térmico. Ahí es donde fallan muchas plantillas genéricas. En 28Níquel, En Inconel 718, apoyamos regularmente a compradores, fabricantes y equipos de ingeniería que necesitan una orientación específica sobre la aleación en lugar de un lenguaje amplio sobre la aleación de níquel. Si necesita ayuda para revisar la lógica de su WPS, la selección del material de aporte o el suministro de material base para piezas soldadas de Inconel 718, el debate técnico al principio del proyecto suele ahorrar mucho más que la investigación posterior al fallo.
Preguntas y respuestas relacionadas
1. ¿Qué metal de aportación se utiliza habitualmente para soldar Inconel 718?
El ERNiFeCr-2 se utiliza ampliamente para muchas aplicaciones de soldadura de Inconel 718, pero la elección final debe seguir el código, los objetivos de propiedades mecánicas y los requisitos de tratamiento térmico posterior a la soldadura.
2. ¿Es necesario el precalentamiento para la soldadura de Inconel 718?
En la mayoría de las aplicaciones estándar, no suele ser necesario un precalentamiento importante. La limpieza, el control de la entrada de calor y la disciplina de la temperatura entre pasadas suelen ser más importantes que un precalentamiento elevado.
3. ¿Por qué falla la calidad de la soldadura de Inconel 718 tras el tratamiento térmico?
Entre las causas más comunes se encuentran un control deficiente de los parámetros, una segregación excesiva, la contaminación, una técnica de reparación inadecuada o un desajuste entre consumibles de soldadura y la ruta final de envejecimiento.