










Cuando los ingenieros discuten Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas, el error rara vez consiste en elegir un alambre por costumbre; el verdadero error es ignorar la metalurgia, las condiciones de fundición, la dilución y el medio de servicio como un sistema integrado. El cuerpo de una válvula no es una muestra de ensayo. Puede tratarse de un componente fundido sometido a presión, con cambios de sección, restricciones locales, historial de reparaciones previas y exposición a la corrosión que castiga cualquier atajo. En ese contexto, la selección del material de aportación no es un mero ejercicio de consulta de catálogo. Es una decisión de control de riesgos.
Para la mayoría de los trabajos de fabricación y reparación de cuerpos de válvulas en aleación 625, la respuesta por defecto es efectivamente ERNiCrMo-3 para GTAW/GMAW y ENiCrMo-3 para SMAW. Este es el punto de partida estándar, ya que coincide ampliamente con la resistencia a la corrosión y la capacidad a temperaturas elevadas que se espera del 625. Pero los ingenieros de soldadura experimentados saben que la respuesta correcta puede cambiar cuando el cuerpo es de fundición, cuando la primera pasada va a estar muy diluida, cuando se trata de medios con azufre o cuando la zona de reparación ya contiene constituyentes ricos en niobio segregados. En otras palabras, Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas debe basarse en las condiciones de servicio y en la metalurgia de la soldadura, no sólo en el grado nominal del metal base.
Por qué la selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas no es “igualar el metal base y seguir adelante”.”
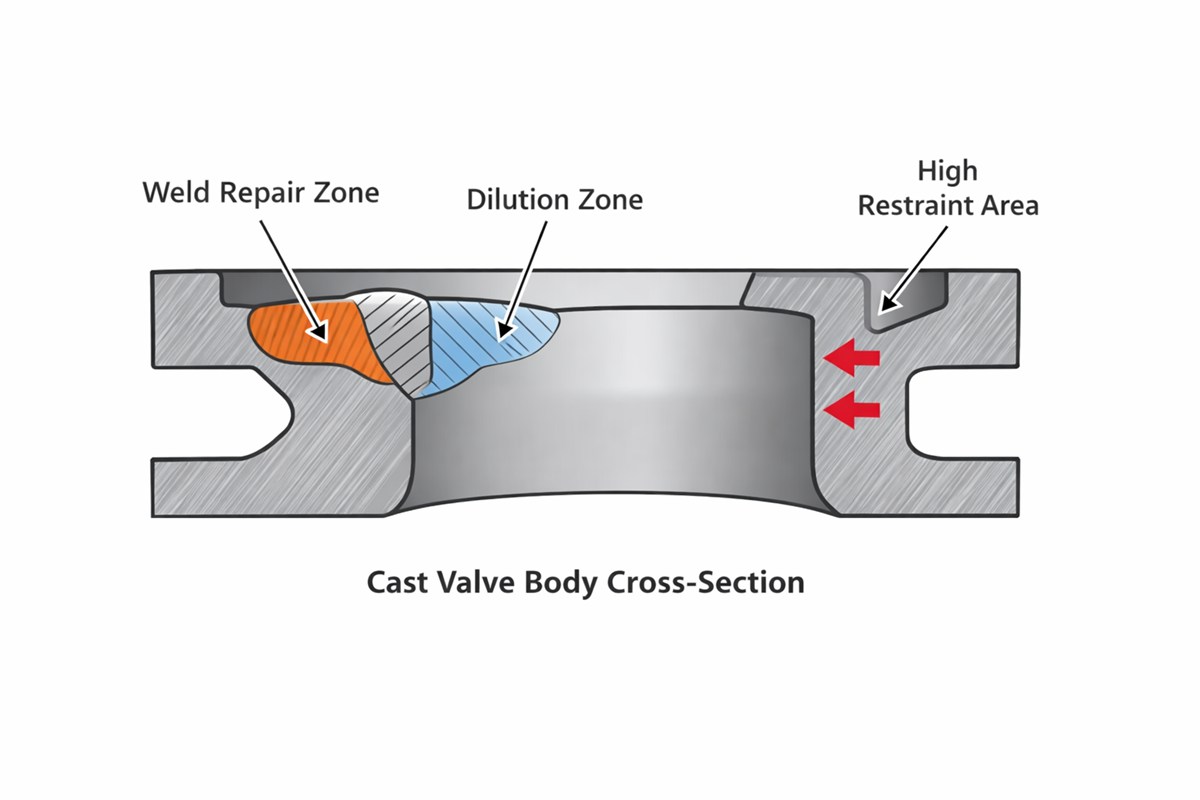
La aleación 625 obtiene sus prestaciones de una composición química de níquel-cromo-molibdeno-niobio. En servicio, ofrece una gran resistencia a los ataques de cloruros, en muchos entornos agrios, y una útil combinación de resistencia y tenacidad. En soldadura, sin embargo, la misma química exige atención. La segregación de niobio en las estructuras de solidificación de fundición o soldadura puede favorecer la formación de fases interdendríticas, incluidos los constituyentes de tipo Laves, especialmente cuando el aporte de calor es excesivo o cuando la química local se ve forzada por la dilución. Esto es importante en cuerpos de válvula gruesos, donde la restricción es elevada y las soldaduras de reparación suelen ser locales en lugar de uniformes.
Por eso Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas no puede reducirse a una recomendación de una sola línea. Si está soldando 625 forjado con 625 forjado en condiciones de taller controladas, ERNiCrMo-3 suele ser la respuesta más limpia. Si está reparando un cuerpo de válvula fundido con un historial térmico previo incierto, excavación de porosidad local o múltiples paradas, debe pensar más allá de la mera coincidencia química. La soldabilidad, la sensibilidad a las grietas, el margen de corrosión necesario tras la dilución y la probabilidad de repetición del trabajo forman parte de la selección de consumibles.
Otra cuestión práctica es la química de la primera pasada. En una ranura de reparación en el cuerpo de una válvula de fundición, el material base puede diluir la raíz y la primera pasada de llenado lo suficiente como para alterar el comportamiento frente a la corrosión y la microestructura. Cuando el medio corrosivo es severo, los ingenieros suelen proteger el rendimiento controlando la colocación de los cordones, limitando el aporte de calor y, cuando lo justifique la cualificación del procedimiento, utilizando una estrategia de consumibles que restaure la aleación en las capas posteriores. Ésta es una de las principales razones de ingeniería que subyacen al cuidado de los materiales. Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas.
Opciones prácticas de relleno para la fabricación y reparación de cuerpos de válvulas
En la fabricación diaria, ERNiCrMo-3 sigue siendo la principal recomendación para GTAW, PAW y muchas aplicaciones GMAW que implican cuerpos de válvulas de aleación 625. Ofrece un equilibrio bien establecido de fuerza, resistencia a la corrosión y familiaridad con el código. Para la reparación con arco metálico protegido, la ruta de electrodo de varilla correspondiente es ENiCrMo-3. Si la especificación de servicio requiere un rendimiento químico y de corrosión cercano a las expectativas de la norma 625, estos suelen ser los primeros consumibles que se validan mediante WPS/PQR.
Dicho esto, no todos los cuerpos de válvula se comportan como placas forjadas ideales. Las piezas fundidas pueden presentar segregación, discontinuidades locales relacionadas con la contracción o variabilidad microestructural cerca de las secciones de subida o más pesadas. En estos casos, algunos equipos de ingeniería evalúan metales de aportación alternativos Ni-Cr-Mo con menor sensibilidad al niobio o mayor margen de corrosión, pero sólo después de las pruebas de cualificación. Esto es especialmente relevante cuando la soldadura es una reparación, no una fabricación original, y cuando la especificación del cliente se centra en el rendimiento real frente a la corrosión más que en la química exacta del depósito. No se trata de que un relleno alternativo sea siempre mejor; se trata de que Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas debe validarse con respecto al servicio real y a las condiciones reales de fundición.
Un flujo de trabajo de selección disciplinado suele plantear cinco preguntas:
- ¿El cuerpo de la válvula es de fundición o de forja, y cuál es la certificación química real?
- ¿Se trata de una fabricación de penetración total, una reparación local, una superposición o una unión disímil?
- ¿Cuánta dilución cabe esperar en la primera pasada?
- ¿Cuál es el modo de daño dominante en servicio: picaduras, corrosión por intersticios, ataque por sulfuros, fatiga térmica o erosión-corrosión?
- ¿Exige el comprador una química equivalente o un rendimiento verificado tras la cualificación?
Esas preguntas son mucho más útiles que las declaraciones genéricas. Convierten Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas en una decisión de ingeniería en lugar de un atajo de compra.
| Estado del cuerpo de válvulas / aplicación | Metal de aportación recomendado | Proceso típico | Por qué es preferible | Principales puntos de precaución |
|---|---|---|---|---|
| Fabricación de forjado 625 a forjado 625 | ERNiCrMo-3 | GTAW / GMAW / PAW | La mejor combinación de fuerza 625 y resistencia a la corrosión | Control de la entrada de calor para reducir la segregación y la distorsión |
| Reparación del cuerpo de la válvula de fundición 625, moderada sujeción | ERNiCrMo-3 | GTAW / SMAW | Trayectoria de cualificación conocida y amplia aceptación en el sector | Vigilar la dilución, la profundidad de excavación de la porosidad y el riesgo de fisuración interdendrítica. |
| Reparación de colada 625 con historia incierta o segregación local grave. | Relleno alternativo Ni-Cr-Mo sólo tras validación PQR | GTAW | Puede evaluarse cuando se necesita una sensibilidad reducida al Nb o un margen de corrosión añadido. | No debe sustituir sin la cualificación del procedimiento y la revisión del servicio |
| 625 restauración de revestimientos/recubrimientos en las superficies del cuerpo de la válvula | ERNiCrMo-3, a menudo con estrategia multicapa | GTAW / GMAW | Restaura la química superficial resistente a la corrosión tras la dilución | La primera capa puede diluirse; la química final depende del grosor del depósito |
| unión de 625 con acero inoxidable o aleación de níquel disímil en el conjunto de la válvula | A menudo ERNiCrMo-3 | GTAW / GMAW | Buena tolerancia a las uniones disimilares y gran resistencia a la corrosión | Compruebe el desajuste de la expansión térmica y la química del lado de servicio |
Detalles del procedimiento que importan tanto como la designación del relleno
Ni siquiera el hilo correcto salvará un procedimiento de soldadura deficiente. La limpieza no es negociable. El azufre, el plomo, el aceite, la pintura, el polvo del taller y la contaminación por hierro crearán defectos que más tarde se achacarán a la aportación. En los cuerpos de válvulas, la preparación de la junta debe eliminar completamente el metal dañado y confirmar que las paredes laterales están sanas; de lo contrario, el soldador está sellando el problema. Generalmente se prefiere un aporte de calor bajo y controlado, especialmente para la soldadura de reparación, ya que una exposición térmica excesiva aumenta la segregación y puede agrandar la vulnerable red interdendrítica.
En el caso de piezas fundidas a presión, a menudo se selecciona GTAW para la raíz y para las zonas críticas de reparación, ya que ofrece un control preciso del charco y una menor contaminación por salpicaduras. La temperatura entre pasadas debe ser conservadora. Los cordones de soldadura suelen ser más seguros que el trenzado ancho cuando la sensibilidad a la fisuración es un problema. Si la resistencia a la corrosión es crítica, los ingenieros deben pensar en capas, no sólo en etiquetas de relleno: la química final de la superficie depositada después de la dilución es lo que ve el medio.
Así que el mejor resumen es sencillo. Selección del metal de aportación de soldadura Inconel 625 para cuerpos de válvulas Normalmente se empieza con ERNiCrMo-3 o ENiCrMo-3, pero la decisión final debe basarse en el estado de la fundición, la geometría de la reparación, la dilución y la severidad del servicio. Esa es la diferencia entre una soldadura que simplemente pasa la inspección y otra que sobrevive a las condiciones reales de funcionamiento.

Conclusión
Para los ingenieros y compradores, la regla más segura es la siguiente: no especifique el metal de aportación para un cuerpo de válvula de aleación 625 sólo por el nombre del metal base. Revise la forma del cuerpo de la válvula, el medio de servicio, el historial de reparaciones y la dilución prevista y, a continuación, cualifique el consumible con el procedimiento. En muchos casos, ERNiCrMo-3 es absolutamente la respuesta correcta. En reparaciones difíciles, puede ser sólo el punto de partida. Los buenos resultados proceden de la metalurgia, no de la costumbre.
Preguntas y respuestas relacionadas
1. ¿Es siempre ERNiCrMo-3 la mejor opción para los cuerpos de válvula de Inconel 625?
No siempre. Es la primera opción estándar para la mayoría de los trabajos de fabricación y reparación, pero la dilución severa, la segregación de la fundición o los medios de servicio inusuales pueden requerir una cualificación adicional o una estrategia alternativa de consumibles Ni-Cr-Mo.
2. ¿Por qué hay que tener más cuidado con los cuerpos de las válvulas de fundición que con las piezas forjadas de 625?
Las estructuras de fundición pueden presentar más segregación, discontinuidades locales y una respuesta variable al aporte de calor. Esto aumenta el riesgo de agrietamiento y hace que la metalurgia de la soldadura de reparación sea menos predecible.
3. ¿La selección del relleno garantiza por sí sola la resistencia a la corrosión en un cuerpo de válvula reparado?
No. La resistencia a la corrosión depende de la química depositada tras la dilución, la secuencia de cordones, el aporte de calor, las capas superficiales finales y la calidad de la inspección posterior a la soldadura, no sólo de la clasificación del alambre.