Si estás preparando un WPS para una aleación de níquel endurecida por precipitación, un Inconel X-750 lista de control de calidad de los procedimientos de soldadura no es un mero trámite burocrático. Es una herramienta de control de procesos. En la práctica de la fabricación, la diferencia entre una soldadura aceptable y una costosa reparación suele reducirse a unos pocos detalles que es fácil pasar por alto: el estado del metal base, la limpieza de la unión, la selección del material de aportación, el control del aporte de calor y la lógica del tratamiento térmico posterior a la soldadura. Con el Inconel X-750, esos detalles importan más que en muchas soluciones sólidas aleaciones de níquel, ya que se espera que este tipo de acero mantenga su resistencia ante el calor, la tensión y el servicio cíclico.
El Inconel X-750 es una aleación de níquel-cromo endurecida principalmente por precipitación. Este simple hecho cambia por completo el panorama de la soldadura. Los ingenieros no solo tratan de evitar los defectos clásicos de fusión, como la falta de fusión, la porosidad o las grietas de cráter. También tratan de prevenir daños metalúrgicos que pueden no ser evidentes a primera vista: licuación de la zona afectada por el calor, tendencia a la fisuración en caliente, sobreenvejecimiento local, concentración de tensiones residuales y reducción del comportamiento a la rotura bajo tensión tras un ciclo térmico no cualificado. Por eso es importante Lista de comprobación de calidad del procedimiento de soldadura de Inconel X-750 debe iniciarse antes de que se produzca el arco.
Por qué es importante una lista de comprobación de calidad del procedimiento de soldadura del Inconel X-750
Un error habitual en el aprovisionamiento y la fabricación es tratar el X-750 como “una aleación de níquel más”. No lo es. En los talleres, he visto cómo un aspecto aceptable del cordón de soldadura ocultaba un margen de proceso deficiente. La soldadura parecía sólida, pero posteriormente el conjunto no superó la revisión porque la pieza se había soldado en unas condiciones de material inadecuadas, o porque el ciclo térmico no permitía la respuesta de endurecimiento por envejecimiento final requerida.
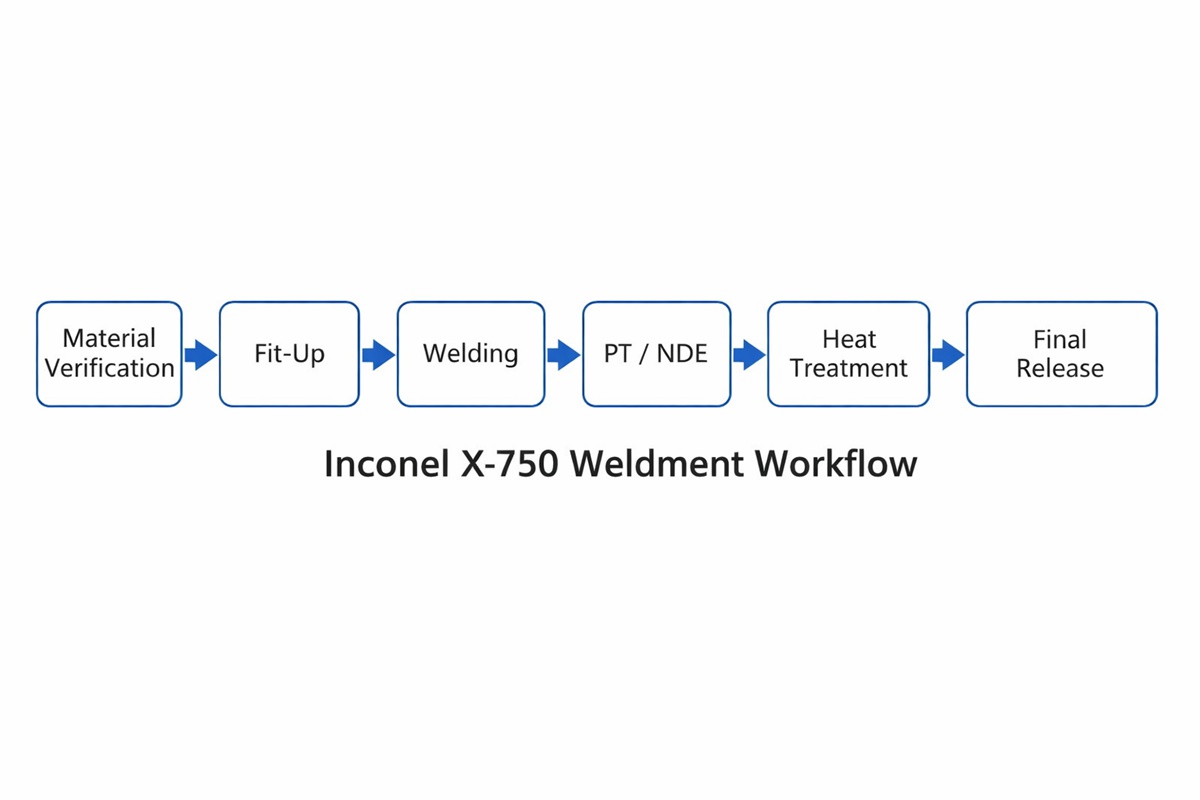
Un robusto Lista de comprobación de calidad del procedimiento de soldadura de Inconel X-750 Debería responder a cinco preguntas técnicas desde el principio. En primer lugar, ¿cuál es el estado inicial del metal base: tratado en solución, envejecido, sometido a trabajo en frío o reparado previamente? En segundo lugar, ¿se ajusta el metal de aportación seleccionado a los requisitos de servicio, a la normativa aplicable y al objetivo de resistencia a la fisuración? En tercer lugar, ¿se ha limpiado la unión según las normas para aleaciones de níquel, y no según los hábitos habituales para el acero al carbono? En cuarto lugar, ¿controla el soldador la energía del arco con una soldadura en cordón recto, en lugar de utilizar pasadas amplias y con movimiento de vaivén que provocan sobrecalentamiento? En quinto lugar, ¿se define el tratamiento térmico posterior a la soldadura según el plano y la aplicación, en lugar de copiarlo de otra familia de aleaciones?

Controles críticos antes de publicar el WPS
El aspecto más importante a tener en cuenta es el estado del material base. Si es posible, el X-750 debe soldarse en un estado de tratamiento de solución o en cualquier otro estado que permita la soldadura, para posteriormente someterlo a un endurecimiento por precipitación de acuerdo con la especificación del material o el plano del componente correspondiente. Soldar material totalmente envejecido no es imposible en sí mismo, pero complica considerablemente la tarea. La soldadura de reparación en componentes envejecidos debe dar lugar a una revisión de ingeniería, ya que la variación térmica local puede reducir las propiedades en la zona de soldadura y sus alrededores.
La siguiente cuestión es la selección del metal de aportación. No existe una opción universal que se adapte a todos los ensamblajes X-750. Muchos fabricantes prefieren metales de aportación de níquel-cromo resistentes a las grietas para la soldadura en serie, pero la elección final debe basarse en la resistencia requerida, la temperatura de servicio, el entorno de corrosión, los requisitos normativos y cualquier interfaz entre metales diferentes. Una buena Lista de comprobación de calidad del procedimiento de soldadura de Inconel X-750 Por lo tanto, no se limita a enumerar una marca de relleno, sino que recoge los fundamentos técnicos de dicho relleno.
La limpieza es otro aspecto en el que una falta de disciplina echa por tierra unos procedimientos que, por lo demás, serían correctos. El azufre, el aceite, los residuos de pintura, la suciedad del taller, la contaminación por zinc, la transferencia de cobre y los compuestos de marcado que contienen plomo son inaceptables. Se deben controlar las caras de las juntas, las superficies de apoyo, el alambre de relleno, los guantes, los cepillos de alambre y las herramientas de esmerilado. Si el mismo abrasivo se ha utilizado anteriormente en acero al carbono, no debe entrar en contacto con el X-750.
También es necesario controlar el aporte de calor y la temperatura entre pasadas. En el caso de la soldadura GTAW o GMAW, suelo preferir un perfil de cordón estable y estrecho, así como un aporte de calor de bajo a moderado, especialmente en uniones con restricción. El balanceo excesivo, la longitud de arco excesiva y el mal relleno del cráter son causas clásicas de agrietamiento en las aleaciones de níquel. La pureza del gas de protección también es importante. Si la estabilidad del arco o la humectación del cordón cambian repentinamente, se debe revisar el sistema de gas antes de culpar al soldador.
Tabla de verificación de calidad del procedimiento de soldadura de Inconel X-750
| Punto de control | Qué verificar | Enfoque en la calidad recomendado | Riesgo en caso de no cumplir |
|---|---|---|---|
| Identificación del material | Número de lote, MTC, tipo de aleación, estado de entrega | Comprueba el estado real del X-750 antes de soldar | Respuesta térmica incorrecta, propiedades finales deficientes |
| Estado del metal común | Tratado en baño de solución, envejecido, laminado en frío, reparado | Siempre que sea posible, es preferible que el material se encuentre en condiciones aptas para la soldadura antes del envejecimiento final. | Menor ductilidad, mayor complejidad en la reparación |
| Diseño de juntas | Apertura de la raíz, ángulo de bisel, nivel de sujeción, acceso | Evita una sujeción excesiva y un acceso deficiente al soplete | Falta de fusión, grietas, reelaboración |
| Preparación de la superficie | Desengrasado, eliminación de óxido, control de la contaminación | Utilice herramientas de limpieza específicas de aleación de níquel | Porosidad, inclusiones, agrietamiento en caliente |
| Metal de aportación | Tipo de aleación, diámetro, trazabilidad del lote | Adaptar el relleno al servicio y al procedimiento establecido | Desigualdad de resistencia, agrietamiento y problemas de corrosión |
| Parámetros del proceso de soldadura | Corriente, tensión, velocidad de desplazamiento, entrada de calor | Es preferible utilizar cordones de refuerzo estables y un control de cráteres | Daños excesivos en la zona de fusión (HAZ), distorsión |
| Control de Interpass | Temperatura entre pasadas medida, secuencia de pasadas | Mantenga un control riguroso de la temperatura entre pasadas y regístrela | Aumento del tamaño de los granos, pérdida de propiedades |
| Protección y purga | Pureza del gas, estabilidad del flujo, configuración del soplete, calidad de la purga | Evita la oxidación y el comportamiento irregular del arco | Películas de óxido, mala calidad del cordón |
| Cualificación de soldadores y procedimientos | WPS, PQR, gama de cualificación de soldadores | Verificar el espesor real, las juntas y la cobertura del proceso | Incumplimiento, resultado negativo de la auditoría |
| NDE y tratamiento térmico final | VT, PT, RT/UT si es necesario, ruta PWHT | Inspeccionar antes y después del tratamiento térmico, según sea necesario | Defectos ocultos, piezas rechazadas en la entrega final |
Cómo aplicar la lista de comprobación de calidad del procedimiento de soldadura del Inconel X-750 en el taller
Lo mejor Lista de comprobación de calidad del procedimiento de soldadura de Inconel X-750 Puede ser utilizado simultáneamente por los departamentos de producción, control de calidad e ingeniería. Debe comenzar en la inspección de recepción, no en la cabina de soldadura. Verifique la certificación del material, confirme el estado de entrega y ponga en cuarentena cualquier stock cuyo historial de tratamiento térmico previo no esté claro. Una vez que el trabajo entra en la fase de fabricación, compruebe la calidad del ensamblaje y la sujeción. Una fuerza excesiva durante el ensamblaje suele indicar que la soldadura soportará tensiones residuales innecesarias.
Durante la soldadura, la lista de comprobación debe obligar a realizar una observación real, no a limitarse a marcar casillas. ¿Mantiene el soldador una longitud de arco corta? ¿Se limpian los puntos de soldadura antes de incorporarlos? ¿Se sitúan los puntos de inicio y fin lejos de la zona de mayor tensión? ¿Se controla el esmerilado entre pasadas para evitar que la contaminación se extienda por la junta? Son detalles menores, pero el X-750 castiga los hábitos descuidados.
Tras la soldadura, no se debe dar por sentado que una superficie visualmente limpia significa que la pieza está lista para su envío. La prueba de líquidos penetrantes suele ser útil para las soldaduras de aleaciones de níquel, especialmente en componentes críticos. Dependiendo del tamaño de la sección y de la normativa aplicable, también puede ser necesario realizar un examen radiográfico o ultrasónico. A continuación viene el ciclo térmico final. Es aquí donde fallan muchos procedimientos. El tratamiento térmico posterior a la soldadura para el X-750 debe garantizar la microestructura y las propiedades mecánicas requeridas de la pieza acabada. Un alivio de tensiones genérico tomado de la práctica con acero inoxidable no es un atajo aceptable.
Un disciplinado Lista de comprobación de calidad del procedimiento de soldadura de Inconel X-750 También incluye normas de reparación. ¿Cuántas reparaciones se permiten? ¿Cuál es el método de excavación? ¿Se permite el «blend-out» local? ¿Es necesario repetir la prueba de presión (PT) antes del reenvejecimiento en cada reparación? Si el servicio se refiere a componentes de turbinas, resortes, equipos nucleares, sistemas de manejo de gases calientes u otras aplicaciones de alto riesgo, esas respuestas deben quedar por escrito, no darse por sentadas.
Conclusión
Para la fabricación de aleaciones de níquel que requieren un alto nivel de exigencia, una resistente Lista de comprobación de calidad del procedimiento de soldadura de Inconel X-750 es una de las formas más rápidas de reducir los desechos, superar las auditorías de calidad y garantizar el rendimiento a largo plazo del servicio. El valor no reside en aumentar el papeleo, sino en obligar al equipo a verificar las pocas variables que realmente determinan la calidad metalúrgica. Si su proyecto incluye resortes, fijaciones, anillos, bridas, accesorios para hornos u otros componentes de X-750 en los que tanto la integridad de la soldadura como el tratamiento térmico final son fundamentales, 28Nickel puede ayudar a revisar el estado del material, la elección del material de aportación y la estructura de la lista de comprobación antes de que comience la producción.
Preguntas y respuestas relacionadas
1. ¿Se puede soldar el Inconel X-750 en estado envejecido?
Sí, pero debe considerarse una situación de mayor riesgo. Se recomienda realizar una revisión técnica, ya que el calor generado por la soldadura local puede alterar la estructura endurecida por precipitación y reducir el rendimiento mecánico en la zona de reparación.
2. ¿Cuál es el mayor riesgo para la calidad al soldar Inconel X-750?
En la práctica, el mayor riesgo no son solo los defectos visibles en las soldaduras, sino la pérdida del equilibrio de propiedades finales deseado debido a un control deficiente del estado del material, la contaminación, el aporte de calor y el tratamiento térmico posterior a la soldadura.
3. ¿Se debe utilizar la misma lista de comprobación para el soldado GTAW y el soldado GMAW en la X-750?
Los controles metalúrgicos básicos son similares, pero la lista de comprobación debe adaptarse a cada proceso concreto. Los márgenes de los parámetros, el comportamiento del gas de protección, el control del perfil del cordón de soldadura y la técnica del operario difieren lo suficiente como para que una lista de comprobación genérica resulte, por lo general, demasiado imprecisa para trabajos críticos.


