Lorsque les ingénieurs recherchent un Inconel 601 liste de contrôle de la qualité du ressuage, En général, ils ne recherchent pas un résumé générique du ressuage. Ils essaient d'éviter une défaillance très pratique : une pièce en alliage de nickel passe l'inspection de l'atelier, puis une fissure du pied de la soudure, une indication de manque de fusion ou une porosité liée à la surface apparaît plus tard au cours de la fabrication, du chauffage ou de l'audit du client. L'alliage INCONEL 601 est un alliage de nickel-chrome-fer spécifié comme UNS N06601 / W.Nr. 2.4851, largement choisi pour résister à la chaleur et à l'oxydation ; le contrôle par ressuage, quant à lui, est destiné à révéler les discontinuités ouvertes à la surface sur les matériaux non poreux plutôt que les défauts sous la surface.
Cette combinaison est exactement la raison pour laquelle un Liste de contrôle de la qualité du ressuage de l'Inconel 601 doit tenir compte des matériaux. Sur le papier, la marche à suivre peut sembler simple : suivre les normes ASTM E1417/E1417M, ISO 3452-1 ou le cadre NDE référencé par la section V de l'ASME, puis accepter ou rejeter le dessin, la spécification du client ou la section du code. En réalité, les surfaces en alliage de nickel peuvent être faussement difficiles. Les teintes d'oxyde, les traces de meulage, les résidus de nettoyant, le séchage incomplet et l'interprétation imprécise des critères d'acceptation sont les éléments qui séparent généralement une piste d'audit propre d'une reprise coûteuse. La norme ASTM E1417 établit les paramètres de base et exige une procédure écrite détaillée ; la norme ISO 3452-1 couvre également la méthode et les exigences en matière de processus et de contrôle, mais elle n'est pas elle-même un document sur les critères d'acceptation.
Pourquoi cette liste de contrôle de la qualité du ressuage de l'Inconel 601 est-elle importante ?
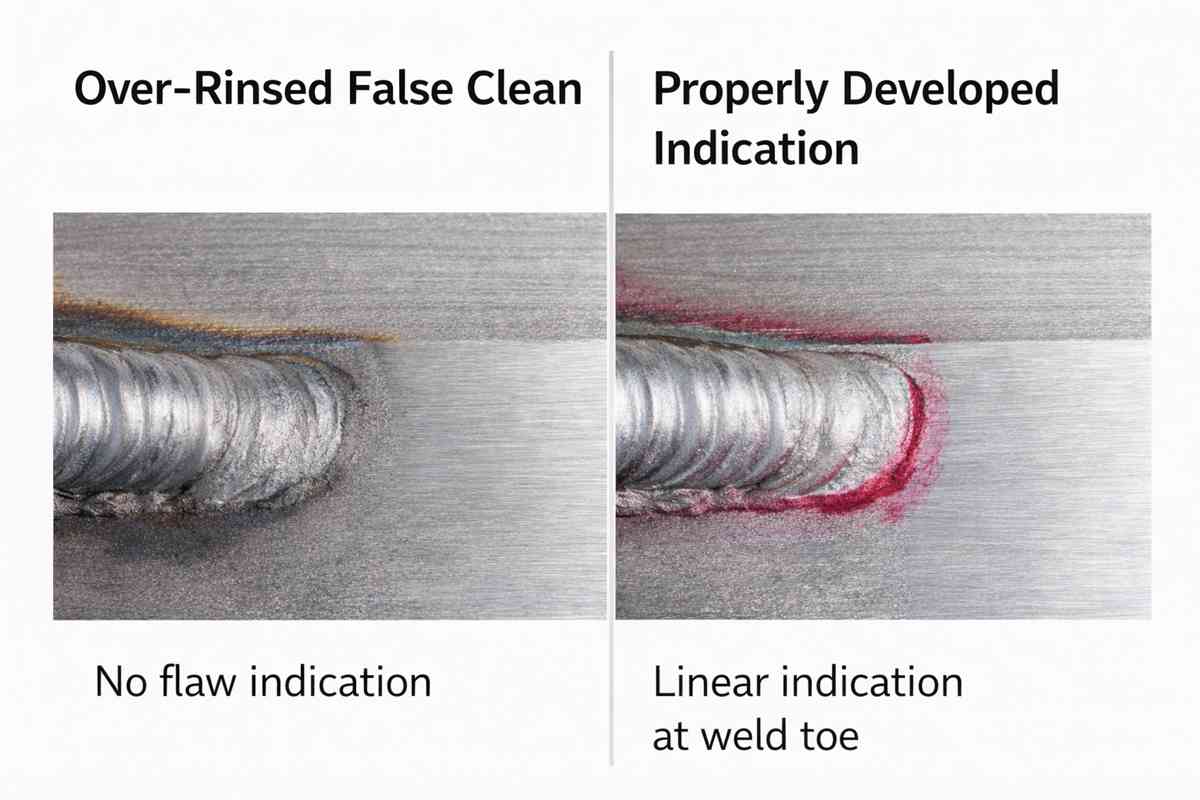
Pour l'Inconel 601, le risque d'inspection n'est souvent pas “la mauvaise méthode”, mais “la bonne méthode appliquée au mauvais état de surface”. L'alliage 601 ayant été sélectionné pour sa résistance à l'oxydation à haute température et étant facilement soudable, les pièces inspectées présentent souvent une teinte de chaleur de soudure, de l'oxyde de service ou des marques locales de mélange agressif. Le ressuage ne fonctionne que sur des surfaces propres, sèches et non poreuses où le pénétrant peut pénétrer dans une discontinuité qui brise la surface et où le révélateur peut le faire ressortir sous forme d'indication lisible. L'eau laissée dans une indication serrée peut bloquer l'entrée du pénétrant, et un rinçage excessif peut éliminer la réponse pertinente du pénétrant.
Une deuxième raison d'utiliser un Liste de contrôle de la qualité du ressuage de l'Inconel 601 est la terminologie. Dans de nombreux ateliers, le terme “ressuage” est utilisé librement pour tous les travaux de ressuage, même si le processus qualifié réel peut être un ressuage à contraste de couleur visible ou un ressuage fluorescent sous UV-A à 365 nm. Cette distinction est importante car la procédure écrite, les conditions d'éclairage, la sensibilité du système, l'itinéraire post-nettoyage et les documents d'acceptation du client doivent concorder. Si le contrat prévoit un contrôle des processus ASTM ou ISO, mais que votre équipe prend des décisions d'acceptation ou de refus par habitude plutôt que sur la base de la norme d'acceptation référencée, vous êtes déjà exposé.
Liste de contrôle de la qualité du ressuage de l'Inconel 601 pour la validation en atelier
Avant le tableau, un principe mérite d'être énoncé clairement : cette liste de contrôle ne remplace pas la procédure approuvée. Il s'agit d'un outil de contrôle que les ingénieurs et les équipes d'assurance qualité peuvent utiliser pour vérifier que la procédure de ressuage approuvée est appliquée correctement au métal de base de l'Inconel 601, aux pièces soudées et aux zones réparées. La norme ASTM E1417 précise que la pratique standard doit être complétée par une procédure détaillée, et la norme ISO 3452-1 précise qu'il ne s'agit pas d'une norme d'acceptation.
| Point de contrôle | L'importance de l'Inconel 601 | Ce que l'inspecteur doit vérifier | Drapeau rouge typique |
|---|---|---|---|
| Identification des matériaux | Les lots de fabrication d'alliages mixtes ne sont pas rares dans les ateliers de fabrication d'alliages de nickel | Le numéro de chauffe, le MTC, l'identification de l'alliage, la carte des soudures et la traçabilité de la pièce correspondent à ceux du voyageur. | Le rapport de PT indique “alliage de nickel” mais pas 601 / UNS N06601 |
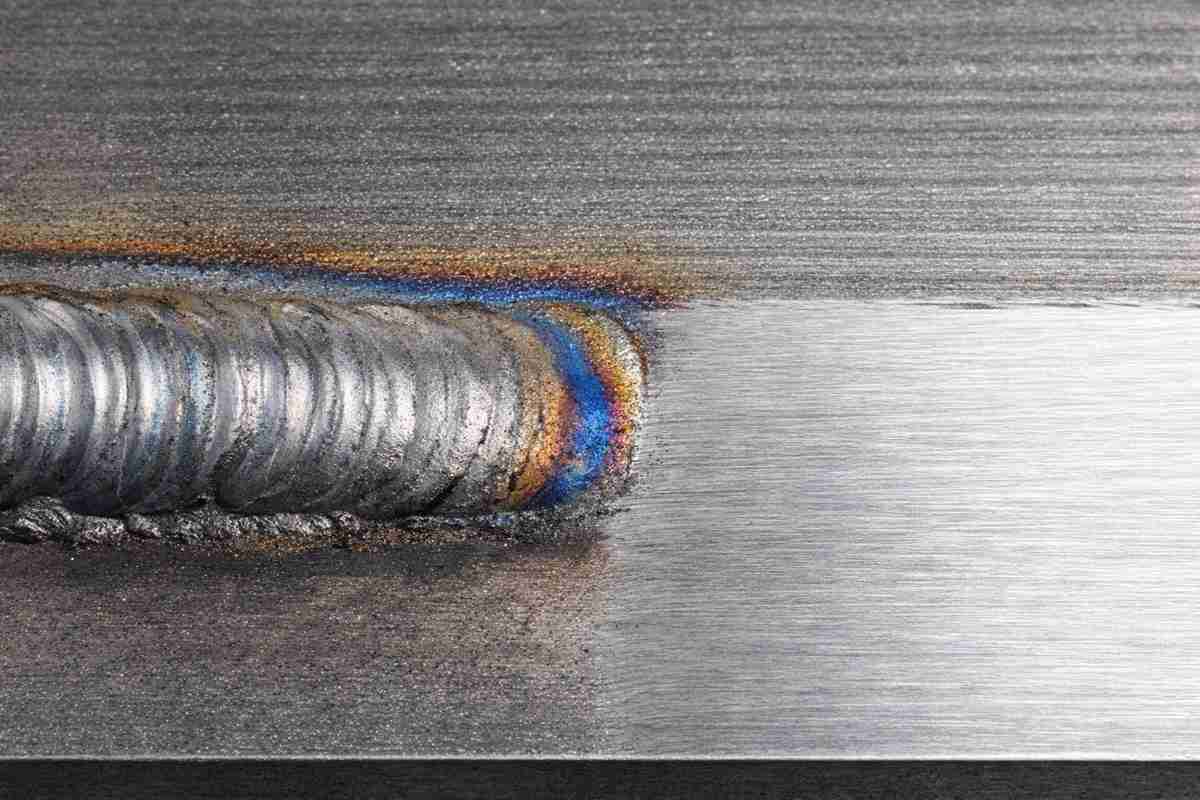
| État de la surface avant le ressuage | Les teintes d'oxyde, la calamine, le métal étalé et les résidus de meulage peuvent masquer les indications de surface serrées. | La zone d'inspection est métallurgiquement propre, sèche et exempte de peinture, d'huile, de calamine et de surfaces écaillées. | Présence d'une teinte de chaleur arc-en-ciel au niveau du bord de la soudure ou de la zone de réparation |
| Méthode de pré-nettoyage | Une mauvaise méthode de nettoyage peut laisser des résidus ou de l'humidité dans les défauts. | Le type de nettoyant est approuvé par la procédure ; le rinçage est complet ; le séchage est complet avant l'application du pénétrant. | Nettoyage rapide au solvant, puis application du pénétrant sur une surface encore froide et humide. |
| Accessibilité du profil de soudure | Les couronnes hautes et les zones de contre-dépouillements aigus réduisent la fiabilité de l'observation. | Les points de soudure, les zones d'arrêt, les zones d'enlèvement des pièces jointes et les réparations locales sont entièrement accessibles. | Seul l'axe de la face de la soudure a été examiné ; les orteils n'ont pas été correctement vus |
| Système de ressuage utilisé | “Le terme ”pénétrant" utilisé dans la conversation peut ne pas correspondre au processus qualifié. | La famille de produits, le niveau de sensibilité, l'état du lot et la date d'expiration sont conformes à la procédure écrite. | Mauvaise famille de pénétrants ou matériaux périmés utilisés |
| Contrôle des contaminants | Les alliages à base de nickel exigent une discipline plus stricte sur les consommables de ressuage dans de nombreux travaux codifiés. | Les certifications de lots pour les matériaux de ressuage concernés sont archivées lorsque le code ou les spécifications du client l'exigent. | Aucune certification relative au soufre et aux halogènes n'est disponible pour un travail de codification. |
| Contrôle des habitations et du développement | Les fissures serrées ne pardonnent pas un timing précipité | Le ressuage, l'élimination de l'excédent, le séchage, l'application du révélateur et le temps de développement sont conformes à la procédure approuvée. | L'opérateur utilise le “timing standard de l'atelier” de mémoire |
| Élimination de l'excès de pénétrant | Un retrait excessif peut effacer de faibles indications pertinentes. | La méthode d'enlèvement correspond au processus et est contrôlée, en particulier à proximité des points de soudure et des raccords. | Rinçage à haute pression ou essuyage excessif de solvants |
| Conditions d'éclairage et d'observation | Les indications ne sont fiables que dans la mesure où l'environnement d'observation l'est également. | Les conditions de lumière blanche ou d'UV-A répondent à la méthode qualifiée et sont vérifiées avant l'interprétation. | Lampe UV utilisée sans vérification actuelle ou filtre sale |
| Interprétation des indications | Le PT détecte les discontinuités liées à la surface, et non la cause ou la profondeur en soi. | Les indications pertinentes ou non pertinentes sont classées selon les critères d'acceptation applicables. | Les indications arrondies et linéaires sont consignées de manière incohérente |
| Enregistrement et traçabilité | Les litiges avec les clients sont généralement des litiges portant sur des documents | Le rapport identifie la pièce, la zone, la méthode, les matériaux, l'inspecteur, la date et la base d'acceptation. | Le rapport ne contient pas de croquis de localisation exacte ou de références photographiques. |
| Disposition des zones suspectes | Dans la fabrication d'alliages de nickel, “mélanger et oublier” n'est pas un contrôle de qualité. | La réparation, le réexamen et l'acceptation finale sont liés à l'itinéraire de réparation et aux spécifications. | Indication enlevée par meulage sans enregistrement de re-PT |
Les points de contrôle que la plupart des équipes ignorent
L'élément le plus souvent ignoré dans une Liste de contrôle de la qualité du ressuage de l'Inconel 601 n'est pas le temps de séjour. Il s'agit du contrôle des contaminants et de la discipline de compatibilité. Dans les pratiques de ressuage régies par l'ASME, les utilisateurs sont invités à obtenir une certification de la teneur en contaminants pour les matériaux de ressuage utilisés sur les alliages à base de nickel, les aciers inoxydables austénitiques ou duplex et le titane. Même lorsque la tâche ne relève pas du code de pression, les acheteurs expérimentés et les ingénieurs d'assurance qualité s'attendent toujours à ce que le jeu de matériaux de ressuage soit compatible avec l'alliage et traçable par lot. Il s'agit là d'un signal fort de la maturité du processus.
Le deuxième élément négligé est la qualité du pré-nettoyage. Les ateliers sous-estiment souvent la facilité avec laquelle l'humidité résiduelle ou les résidus de nettoyant peuvent supprimer les indications fines. Un séchage minutieux n'est pas une question d'entretien, c'est une question de contrôle de la sensibilité. Si la pièce a été rincée à l'eau, nettoyée à l'alcaline ou récemment décapée et nettoyée à nouveau, l'inspecteur doit être en mesure de démontrer que la surface était effectivement sèche avant l'application du pénétrant. Sur les soudures à l'Inconel 601, cela est particulièrement important au niveau des extrémités de la soudure, des réparations de cratères et des zones d'enlèvement de la fixation mélangée, où les fissures peuvent être serrées et peu profondes à la surface.
Le troisième élément ignoré est la base d'acceptation. De nombreux produits rejetés ou échappés proviennent d'équipes qui utilisent correctement le ressuage, mais qui interprètent les indications par rapport au mauvais document. Les normes ASTM E1417 et ISO 3452-1 indiquent comment exécuter le processus ; elles ne permettent pas, à elles seules, de décider si une indication linéaire au niveau d'un point de soudure est acceptable pour votre pièce. Cette décision doit venir de la note de dessin applicable, de la norme du client, de la section du code ou de la spécification du produit. Pour les équipes chargées des achats, c'est là qu'un fournisseur semble soit discipliné, soit risqué.
Note finale sur l'ingénierie
Un bon Liste de contrôle de la qualité du ressuage de l'Inconel 601 ne rend pas le PT plus lent. Il rend le ressuage défendable. C'est important lorsque vous mettez sur le marché des équipements de four, des assemblages de tubes radiants, des cornues, des plateaux, des pièces de conduits soudés ou tout autre article fabriqué en Inconel 601 qui subira ultérieurement des cycles thermiques et un service d'oxydation. Pour 28Nickel, la valeur pratique est simple : lorsqu'un client demande un alliage de nickel et une assistance technique, la conversation ne doit pas se limiter à dire “nous pouvons fournir le matériau”, mais plutôt “nous comprenons les risques d'inspection qui déterminent si votre pièce fabriquée sera effectivement expédiée”. Si votre équipe a besoin d'un examen spécifique des exigences d'inspection des plaques, tuyaux, barres ou pièces soudées en Inconel 601, c'est exactement le type de discussion qu'il convient d'avoir avant l'apparition du premier rapport de non-conformité.
Questions et réponses connexes
1) Le ressuage est-il suffisant pour déterminer la qualité des soudures de l'Inconel 601 ?
Pas en soi. Le ressuage est destiné à détecter les discontinuités ouvertes à la surface sur les matériaux non poreux ; il ne dimensionne pas les défauts sous la surface et ne remplace pas les méthodes volumétriques lorsqu'elles sont nécessaires. Pour les soudures critiques, le ressuage constitue généralement l'une des couches du plan d'inspection, utilisée parallèlement aux exigences applicables en matière de soudage, de dimensions et, parfois, de radiographie ou d'ultrasons de la spécification directrice.
2) Quelle est la plus grande erreur de ressuage sur l'Inconel 601 ?
La plus grande erreur commise sur le terrain est de traiter l'Inconel 601 comme une fabrication inoxydable ordinaire, sans accorder d'attention particulière à la teinte de l'oxyde, à l'état de la surface sèche et au contrôle des consommables de ressuage. L'alliage 601 est largement utilisé en raison de sa résistance à l'oxydation, de sorte que l'état de la surface après le soudage ou l'exposition au service peut nuire directement à la fiabilité du ressuage si le nettoyage et le séchage sont insuffisants.
3) L'ASTM E1417 ou l'ISO 3452-1 donnent-ils les critères d'acceptation ?
Non. La norme ASTM E1417 établit les paramètres de base de la méthode et exige une procédure détaillée, tandis que la norme ISO 3452-1 couvre la méthode d'essai et les exigences en matière de processus/contrôle, mais précise qu'elle n'est pas destinée à être utilisée pour les critères d'acceptation. L'acceptation doit provenir du dessin référencé, de la norme du client ou du code/de la spécification.


