Lorsque les ingénieurs discutent Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne, L'erreur que je constate le plus souvent est de considérer le choix d'un bouche-trou comme un exercice de catalogue. Ce n'est pas le cas. Pour les corps de vanne, l'agent d'apport doit survivre à une combinaison très spécifique d'exigences : milieu porteur de chlorure, intégrité des limites de pression, contrainte locale, épaisseur de la section et attentes en matière de propriétés post-soudage. Le Monel K-500 n'est pas simplement un “Monel plus résistant”. Il s'agit d'un alliage Ni-Cu durcissable par précipitation auquel on a ajouté de l'aluminium et du titane, ce qui change complètement la logique du soudage. Si vous choisissez un produit d'apport en fonction de la seule chimie nominale, vous risquez de protéger la résistance à la corrosion tout en manquant la récupération de la résistance, ou vous risquez de rechercher la résistance et de créer un problème de fissuration qui se manifestera pendant le ressuage, la trempe ou le service.

Le choix du métal d'apport de soudage Monel K-500 pour les corps de vanne commence par la métallurgie
Le premier principe qui sous-tend Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne est que l'alliage de base obtient sa résistance élevée grâce au durcissement par vieillissement, et non par la seule chimie de la solution solide. Dans la zone de soudure et la zone adjacente affectée par la chaleur, cette condition de renforcement est perturbée. Dans la pratique, cela signifie qu'un joint soudé peut offrir une excellente résistance à la corrosion tout en n'atteignant pas la résistance ou la dureté d'origine du métal de base vieilli.
C'est pourquoi les fabricants expérimentés ne se contentent pas de demander : “Quel produit de remplissage est compatible avec le Monel K-500 ?”. Ils posent trois questions plus importantes. Premièrement, le corps de vanne est-il un composant sous pression ou un accessoire non critique ? Deuxièmement, la priorité est-elle l'adaptation à la corrosion, l'adaptation à la résistance ou la résistance à la fissuration ? Troisièmement, le corps de vanne sera-t-il soumis à un nouveau vieillissement après soudage ou la soudure doit-elle être acceptée telle qu'elle a été réalisée ?
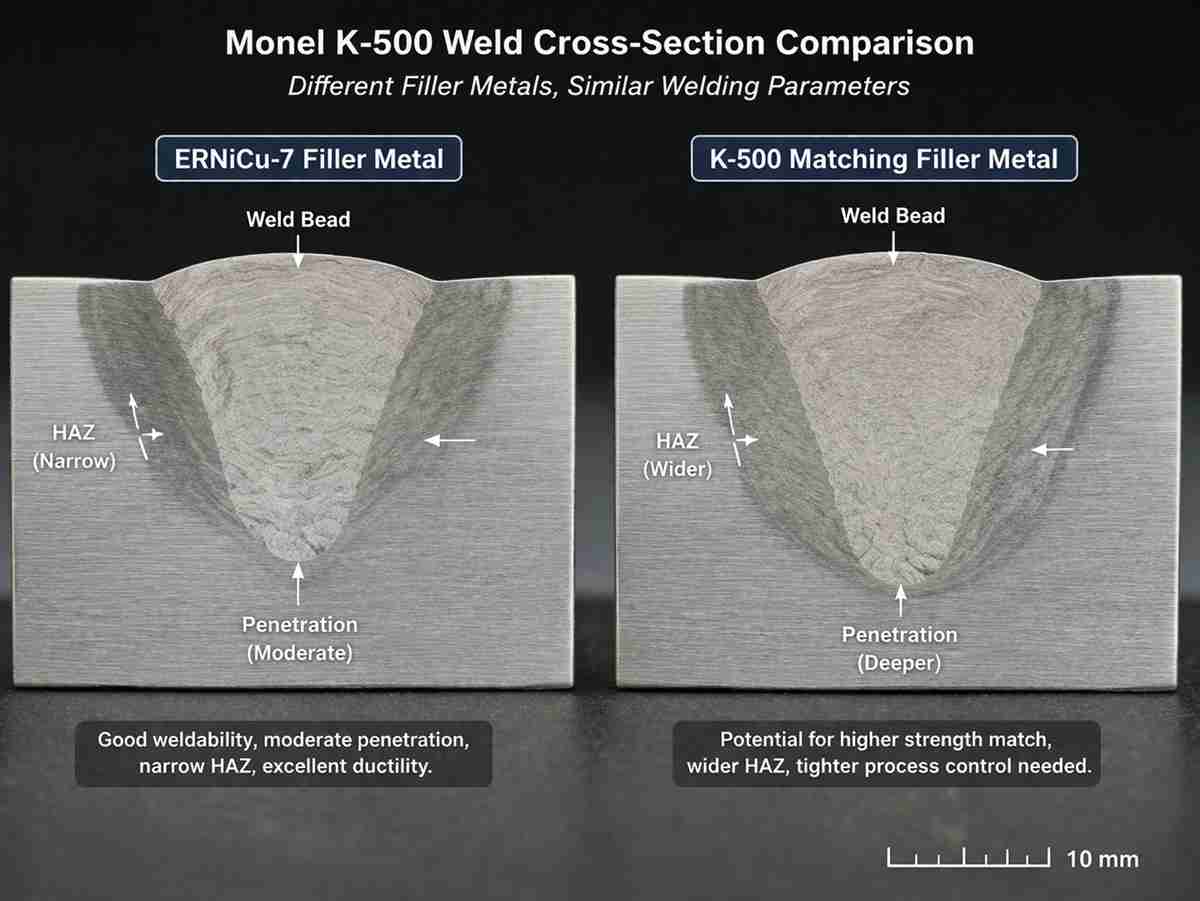
Pour de nombreuses réparations de corps de valve et de nouvelles fabrications, Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne s'oriente souvent vers des charges de nickel-cuivre telles que ERNiCu-7 ou ENiCu-7. Ces charges donnent généralement une soudabilité prévisible, une bonne ductilité et un comportement à la corrosion aligné sur la famille Ni-Cu. Cependant, elles ne reproduisent pas entièrement le niveau de résistance du Monel K-500 durci par vieillissement. Ce compromis est acceptable dans de nombreux services liés à la corrosion, mais pas dans tous les cas de pression.
Lorsqu'une résistance plus élevée est requise, certains ateliers envisagent d'utiliser des produits de remplissage de type Monel K-500 ou du métal d'apport Monel 60. Cette solution peut être satisfaisante d'un point de vue métallurgique, mais elle réduit la fenêtre de soudage. L'aluminium et le titane augmentent la sensibilité à la fissuration à chaud, la propreté devient plus critique et le contrôle de l'apport de chaleur est plus important. En conséquence, le contrôle de l'apport de chaleur est plus important. Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne ne consiste jamais simplement à choisir le consommable le plus “solide”. Il s'agit de sélectionner le produit d'apport qui peut encore être soudé de manière reproductible dans les conditions de l'atelier.
| Option de remplissage | Cas d'utilisation typique sur les corps de vanne | Principal avantage | Principale limitation | Commentaire d'ingénierie pratique |
|---|---|---|---|---|
| ERNiCu-7 (GTAW/GMAW) | Réparer les soudures, les zones d'étanchéité, la fabrication axée sur la corrosion, les joints de retenue modérés | Bonne soudabilité, bonne ductilité, compatibilité avec la corrosion du Ni-Cu | La résistance du métal soudé est généralement inférieure à celle du métal de base K-500 vieilli. | Il s'agit souvent du mastic de premier choix le plus sûr lorsque la résistance à la fissuration et la fabricabilité sont les plus importantes. |
| ENiCu-7 (SMAW) | Réparation ou entretien sur le terrain où le soudage par bâton est nécessaire | Pratique pour les travaux de chantier, bonne compatibilité avec les alliages Ni-Cu | Manipulation accrue des scories, variabilité de l'opérateur, baisse de la productivité | Utile lorsque l'accès au corps de vanne est difficile ou que le GTAW en atelier n'est pas disponible. |
| Monel Métal d'apport 60 / correspondant au métal d'apport de type K-500 | Joints sensibles à la résistance qualifiés par des essais de procédure | Meilleur potentiel d'approche de la chimie des métaux communs et des propriétés cibles | Sensibilité accrue aux fissures, nécessité d'un contrôle plus strict du processus | A n'utiliser qu'après la qualification de la procédure, le macro-examen, la dureté et la confirmation des essais non destructifs. |
| Charges Ni-Cr-Mo pour transitions dissemblables | Assemblage avec des composants sélectionnés en alliage supérieur, non typique pour les surfaces mouillées en Monel | Bon pour certaines situations de conception de métaux dissemblables | Inadéquation chimique, problèmes de dilution, éventuelle inadéquation entre le système et la corrosion | Elle doit être justifiée par l'environnement du service et qualifiée avec soin. |
| Produits de remplissage en acier inoxydable austénitique | Généralement non préférés pour les corps de vanne en Monel K-500 | Facilité d'accès | Inadéquation galvanique/corrosion et incohérence des propriétés | Il s'agit généralement d'un mauvais choix technique, sauf dans des situations temporaires non humides très spécifiques. |
Qu'est-ce qui détermine réellement le succès après la sélection de remplissage ?
Même la meilleure réponse à Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne peut échouer si la procédure est bâclée. Le Monel K-500 ne pardonne pas la contamination. Le soufre, le plomb, le zinc, l'huile, la peinture et la saleté de l'atelier peuvent rapidement transformer un plan de soudage sain en porosité ou en fissure. Je recommande un nettoyage mécanique agressif suivi d'un nettoyage au solvant immédiatement avant le soudage. Pour les corps de vanne critiques, l'outillage, les gants et les abrasifs doivent être consacrés à alliages de nickel.
L'apport de chaleur doit rester contrôlé et constant. Dans la plupart des cas, aucun préchauffage n'est nécessaire, et une température d'interpassage excessive n'est pas souhaitable car elle élargit la région ramollie et augmente le risque de distorsion. Les cordons sont généralement préférables aux cordons à larges mailles. Le GTAW est généralement le meilleur procédé pour la qualité de la racine et la dilution contrôlée sur les cavités de vannes, les bossages et les transitions de brides. Si l'épaisseur de la section est élevée, il peut être nécessaire de procéder à un beurrage et à une planification de la séquence pour réduire les contraintes et répartir les contraintes de retrait.
Un autre point souvent négligé dans les Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne est la dilution. Lors d'une réparation dans un corps de vanne très contraint, la chimie de la première passe peut s'écarter suffisamment pour modifier la tendance à la fissuration et le comportement local de la corrosion. C'est l'une des raisons pour lesquelles les maquettes de soudure valent la peine d'être réalisées. La macro-gravure, la cartographie de la dureté, le ressuage et, le cas échéant, les essais de corrosion ou de pliage vous en diront bien plus que ne le fera jamais une fiche technique sur les produits d'apport.
Si le corps de la vanne doit retrouver des propriétés plus proches de celles du K-500 d'origine, la stratégie de traitement thermique après soudage fait partie de la décision d'apport. Certains composants peuvent être mis en solution et vieillis après le soudage. De nombreux corps de vanne finis ne peuvent pas l'être en raison du risque de distorsion, de la tolérance dimensionnelle, de la géométrie du siège ou du calendrier commercial. Dans ces cas, l'ingénieur en soudage doit accepter que Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne est un compromis entre la soudabilité et les propriétés locales finales. Une bonne ingénierie consiste à rendre ce compromis explicite avant le début de la production.
Vue finale de l'ingénierie
Ma recommandation pratique est simple. Si le service du corps de vanne est dominé par la corrosion et que la soudure doit être réalisée de manière fiable avec un faible risque de fissuration, commencez par qualifier ERNiCu-7 ou ENiCu-7, en fonction du procédé. Si l'application est sensible à la résistance et que le propriétaire s'attend à une récupération plus proche des propriétés du K-500, évaluez un produit d'apport correspondant de type K-500 ou le métal d'apport Monel 60, mais uniquement dans le cadre d'un programme discipliné de qualification des procédures. En d'autres termes, la bonne réponse à la question Sélection du métal d'apport de soudage Monel K-500 pour les corps de vanne ne provient pas d'une brochure. Elle provient de la métallurgie, de l'analyse des contraintes, des conditions de service et des résultats d'essais.
Si vous examinez une réparation de corps de vanne ou une nouvelle procédure de soudage, le moyen le plus rapide de réduire les risques est de comparer le certificat du matériau de base, l'objectif de dureté, le milieu de service et le processus de soudage réel, l'un à côté de l'autre. C'est généralement à ce moment-là que le choix du bon produit d'apport devient évident.
Questions et réponses connexes
1. ERNiCu-7 est-il le choix par défaut pour le soudage du corps de vanne en Monel K-500 ?
Souvent oui, en particulier lorsque la soudabilité, la résistance à la fissuration et la compatibilité avec la corrosion sont plus importantes que la résistance à l'âge du métal de base. Mais il ne doit pas être considéré comme un choix automatique pour tous les corps de vanne à pression limitée.
2. Un produit de remplissage K-500 adapté peut-il toujours offrir de meilleures performances ?
Pas toujours. Elle peut offrir une meilleure voie vers une résistance plus élevée, mais elle accroît également la sensibilité à la fissuration et à la variation du processus. En l'absence d'une qualification solide de la procédure, elle peut présenter plus de risques que d'avantages.
3. Pourquoi certaines soudures de Monel K-500 passent-elles le contrôle non destructif (CND) mais restent-elles moins performantes en service ?
Parce que le CND confirme la solidité, et non la récupération totale des propriétés. Une soudure peut être exempte de fissures et contenir des zones ramollies, une dilution défavorable ou une dureté inférieure à celle attendue par rapport au matériau de base vieilli.


