エンジニアが議論するとき バルブボディ用モネルK-500溶接溶加材の選択, 私が最もよく目にする間違いは、フィラー選びをカタログの練習のように扱うことだ。そうではありません。バルブボディの場合、フィラーは、塩化物媒質、圧力境界の完全性、局部拘束、断面厚さ、溶接後の期待特性など、非常に特殊な要求の組み合わせに耐えなければなりません。モネルK-500は、単に「強度を増したモネル」ではありません。これは、アルミニウムとチタンを添加した析出硬化性Ni-Cu合金であり、溶接の論理を完全に変えます。公称化学成分だけでフィラーを選ぶと、耐食性を守りつつも強度の回復を逃したり、強度を追い求めてPT、RT、または使用中に現れる割れの問題を引き起こしたりする可能性があります。.

バルブボディ用モネルK-500溶接溶加材の選択は冶金学から始まる
最初の原則 バルブボディ用モネルK-500溶接溶加材の選択 は、母合金の高強度化は、固溶化 学のみからではなく、時効硬化によってもたらさ れるということである。溶接部および隣接する熱影響部では、この強化条件が 妨げられる。実際、このことは、溶接されたままの継手 が優れた耐食性を持ちながらも、時効硬化した母 材の強度や硬度には及ばないことを意味する。.
そのため、経験豊富な加工業者は、“モネルK-500に適合するフィラーはどれか?”という質問だけをしない。さらに3つの重要な質問をする。第一に、バルブ本体は圧力を保持する部品なのか、それとも重要でない付属品なのか。第二に、優先順位は腐食適合性、強度適合性、耐クラック性か。第三に、バルブ本体は溶接後に再時効処理されるのか、それとも溶接されたままの状態で受け入れられなければならないのか。
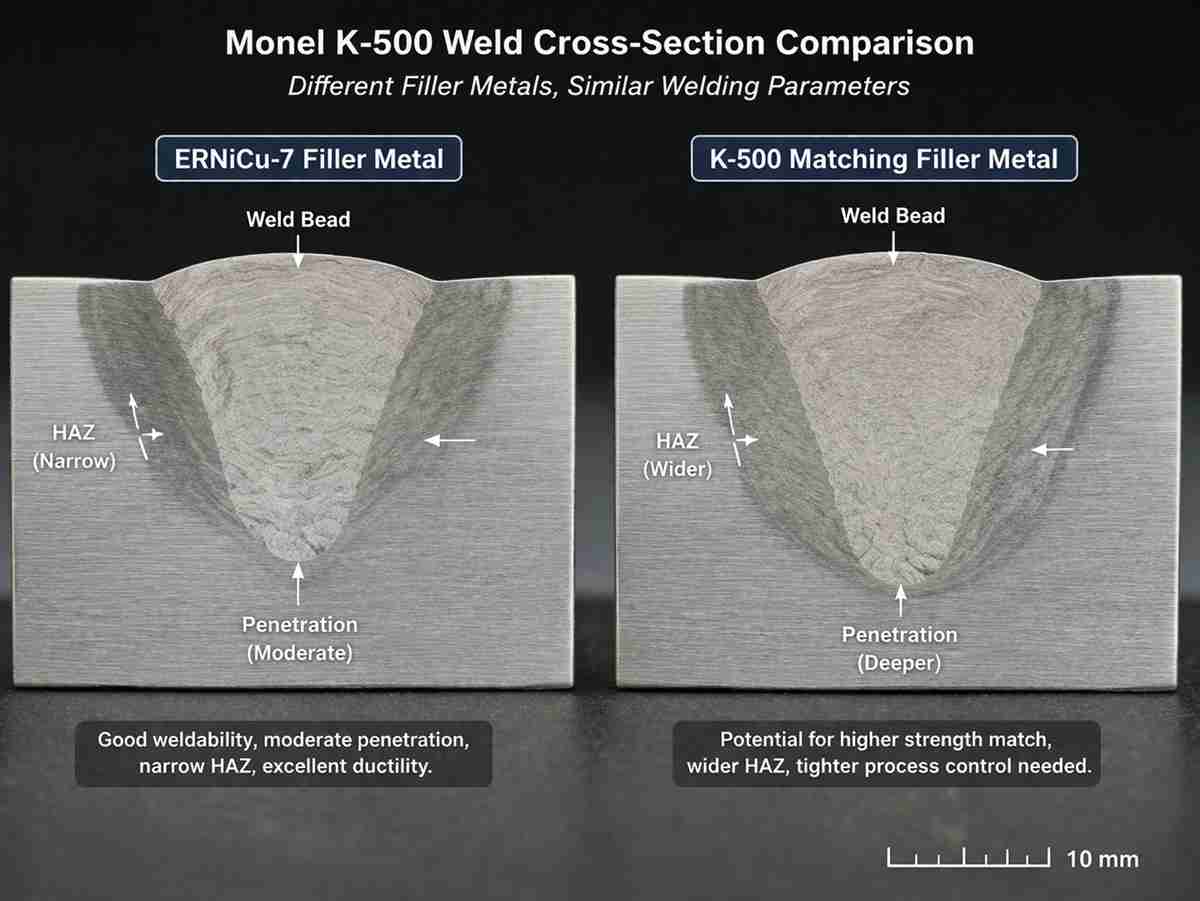
多くのバルブボディの修理や新規製作に対応、, バルブボディ用モネルK-500溶接溶加材の選択 ERNiCu-7やENiCu-7のようなニッケル銅フィ ラーがよく使われる。これらのフィラーは通常、予 想通りの溶接性、良好な延性、およびNi-Cu系と同 じ腐食挙動を示す。しかし、モネルK-500の時効硬化強度レベルを完全には再現できない。このトレードオフは、多くの腐食主導のサービスでは受け入れられるが、すべての圧力境界のケースでは受け入れられない。.
より高い強度が必要な場合は、モネル独自の K-500タイプ・マッチング・フィラーやモネル・フィ ラー・メタル60を検討する工場もある。このルートは冶金学的に健全であるが、溶接の 窓口を狭めてしまう。アルミニウムとチタンは、熱間クラックに対す る感受性を高め、清浄度がより重要になり、入 熱制御がより重要になる。そのため バルブボディ用モネルK-500溶接溶加材の選択 は、決して「最強」の消耗品を選ぶことだ けではない。それは、工場条件下でも再現性のある溶接ができる溶加材を選ぶことである。.
| フィラーオプション | バルブボディの典型的な使用例 | 主な利点 | 主な制限 | 実用工学コメント |
|---|---|---|---|---|
| ERNiCu-7 (GTAW/GMAW) | 溶接部、シール部、腐食に重点を置いた加工、適度な拘束継手の補修 | 良好な溶接性、良好な延性、Ni-Cu腐食適合性 | 溶接金属の強度は通常、エージングしたK-500母材を下回る。 | 耐クラック性と加工性が最も重要な場合、しばしば最も安全な第一選択フィラーです。 |
| ENiCu-7 (SMAW) | 棒溶接が必要な現場での修理やメンテナンス | 現場作業に実用的、Ni-Cu合金との相性が良い。 | スラグ処理の増加、オペレーターのばらつき、生産性の低下 | バルブ本体へのアクセスが悪い場合や、ショップGTAWが利用できない場合に有効 |
| モネルフィラーメタル60 / K-500タイプフィラーに適合 | 強度に敏感な継手は、手順テストによって認定される。 | 卑金属の化学的性質と物性目標に近づくより良い可能性 | クラック感受性が高く、より厳密なプロセス制御が必要 | 手順確認、マクロ試験、硬度、NDT確認後に使用するのが最適 |
| 異種遷移用Ni-Cr-Moフィラー | 厳選された高合金部品との接合、モネルの接液面では一般的ではない | 一部の異種金属設計に適している | 化学的不一致、希釈の懸念、腐食システムの不一致の可能性 | サービス環境によって正当化され、慎重に認定されるべきである。 |
| オーステナイト系ステンレス鋼フィラー | 一般的にモネルK-500バルブボディには好ましくない。 | 入手が容易 | ガルバニック/腐食の不一致と特性の不一致 | 非常に特殊な非湿潤の一時的な状況を除き、通常は工学的に不適切な選択である。 |
フィラー選考後の成功を本当に左右するものは何か
に対するベストアンサーであっても バルブボディ用モネルK-500溶接溶加材の選択 は、手順がずさんだと失敗することがある。モネルK-500は汚染を許さない。硫黄、鉛、亜鉛、油、塗料、店の汚れは、健全な 溶接計画をすぐに気孔や亀裂に変えてしまう。溶接の直前には、積極的な機械的洗浄に続いて 溶剤洗浄を行うことを推奨する。重要なバルブ・ボディの場合、工具、手袋、研 磨剤は、以下の用途に限定すべきである。 ニッケル合金.
入熱は常に一定に保たれなければならない。ほとんどの場合、予熱は必要なく、過度のパス間温度は軟化領域を広げ、歪みのリスクを増大させるので望ましくない。ストリンガービードは通常、幅広のビード よりも好ましい。GTAWは一般に、バルブのキャビティ、ボス、フラン ジ移行部のルート品質と希釈のコントロールに最 適なプロセスである。断面の厚みが大きい場合は、拘束を減らし、収縮応力を分散させるために、バター加工とシーケンス計画が必要になる場合がある。.
で見逃されがちなもうひとつのポイント。 バルブボディ用モネルK-500溶接溶加材の選択 は希釈である。拘束力の強いバルブボディーの補修では、ファーストパスの化学的性質が、亀裂傾向や局所的な腐食挙動を変えるほど逸脱する可能性がある。これが、模擬溶接に時間をかける価値がある理由の一つである。マクロエッチ、硬度マッピング、液体浸透探傷試験、必要な場合には腐食試験や曲げ試験を行うことで、充填剤のデータシートよりもはるかに多くのことがわかります。.
バルブ・ボディが元のK-500の特性に近い ものを回復する必要がある場合、溶接後の熱処理 戦略が充填材決定の一部となる。一部の部品は、溶接後に固溶化熱処理を施し、再 時効処理することができる。多くの完成バルブ本体は、歪みリスク、寸法公差、 シート形状、または商業的なスケジュールのため、でき ない。そのような場合、溶接技術者は、以下のことを 受け入れなければならない。 バルブボディ用モネルK-500溶接溶加材の選択 は、溶接性と最終的な局部特性との妥協点である。優れたエンジニアリングとは、生産開始前にその妥協点を明確にすることである。.
最終工程図
私の実際的な推奨は単純である。バルブボディーの用途が腐食支配的で、溶接 部を低割れリスクで確実に作らなければな らない場合は、プロセスに応じてERNiCu-7ま たはENiCu-7の認定から始める。強度に敏感な用途で、K-500の特性をより近 く回復させることを期待する場合は、K-500タ イプのフィラーまたはモネル・フィラー・メタル 60 を評価する。ただし、規律ある手順認定プログラ ムが必要である。 バルブボディ用モネルK-500溶接溶加材の選択 それはパンフレットから得られるものではない。それは、冶金学、拘束力分析、使用条件、そして試験結果から得られるものです。.
バルブ・ボディの修理や新しい溶接手順を検討 する場合、リスクを減らす最も早い方法は、母材証明 書、目標硬度、使用媒体、実際の溶接工程を並べて 比較することである。そうすることで、適切なフィラーの選択が明 らかになることが多い。.
関連Q&A
1.モネルK-500バルブボディの溶接はERNiCu-7がデフォルトですか?
特に、溶接性、耐亀裂性、腐食適合性が、母材の完全な時効強度に適合することよりも重要な場合は、そうなることが多い。しかし、すべての圧力境界バルブ本体に自動的に選択されるものとして扱われるべきではありません。.
2.K-500のフィラーをマッチングさせれば、常に良いパフォーマンスが得られるのでしょうか?
必ずしもそうではない。より高い強度を得るためのより良い道筋を示すかもしれないが、割れや工程のばらつきに対する感受性を高めることにもなる。強力な手順認定がなければ、メリットよりもリスクの方が大きくなる可能性がある。.
3.モネルK-500溶接部がNDTに合格しているにもかかわらず、使用中に性能が低下するのはなぜですか?
NDTが確認するのは健全性であり、完全な特性回復 ではないからである。溶接部には亀裂がなくても、軟化した 部位、好ましくない希釈度、経年劣化した母材と 比較して予想以上に低い硬度が存在することがあ る。.


