Quando gli ingegneri discutono Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola, L'errore che vedo più spesso è quello di considerare la scelta del filler come un esercizio di catalogo. Non è così. Per i corpi delle valvole, il riempitivo deve sopravvivere a una combinazione molto specifica di requisiti: fluidi portatori di cloruro, integrità dei limiti di pressione, vincoli locali, spessore della sezione e aspettative di proprietà post-saldatura. Il Monel K-500 non è semplicemente “Monel con più resistenza”. È una lega Ni-Cu indurente per precipitazione con aggiunte di alluminio e titanio, e questo cambia completamente la logica di saldatura. Se si sceglie il riempimento solo in base alla chimica nominale, si può proteggere la resistenza alla corrosione ma non recuperare la forza, oppure si può inseguire la forza e creare un problema di cricche che si manifesta durante il PT, il RT o il servizio.

La scelta del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola inizia dalla metallurgia
Il primo principio alla base Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola è che la lega di base ottiene la sua elevata resistenza dall'indurimento per invecchiamento, non dalla sola chimica solido-solubile. Nella zona di saldatura e nella zona adiacente interessata dal calore, questa condizione di rafforzamento è disturbata. In pratica, ciò significa che un giunto saldato può offrire un'eccellente resistenza alla corrosione, ma non è ancora all'altezza della resistenza o della durezza del metallo base invecchiato originale.
Ecco perché i fabbricanti esperti non si limitano a chiedere: “Quale carica è compatibile con il Monel K-500?”. Si pongono altre tre domande importanti. In primo luogo, il corpo della valvola è un componente che mantiene la pressione o un accessorio non critico? In secondo luogo, la priorità è la resistenza alla corrosione, alla forza o alle cricche? In terzo luogo, il corpo della valvola sarà reimpostato dopo la saldatura o la saldatura deve essere accettata nello stato in cui è stata saldata?
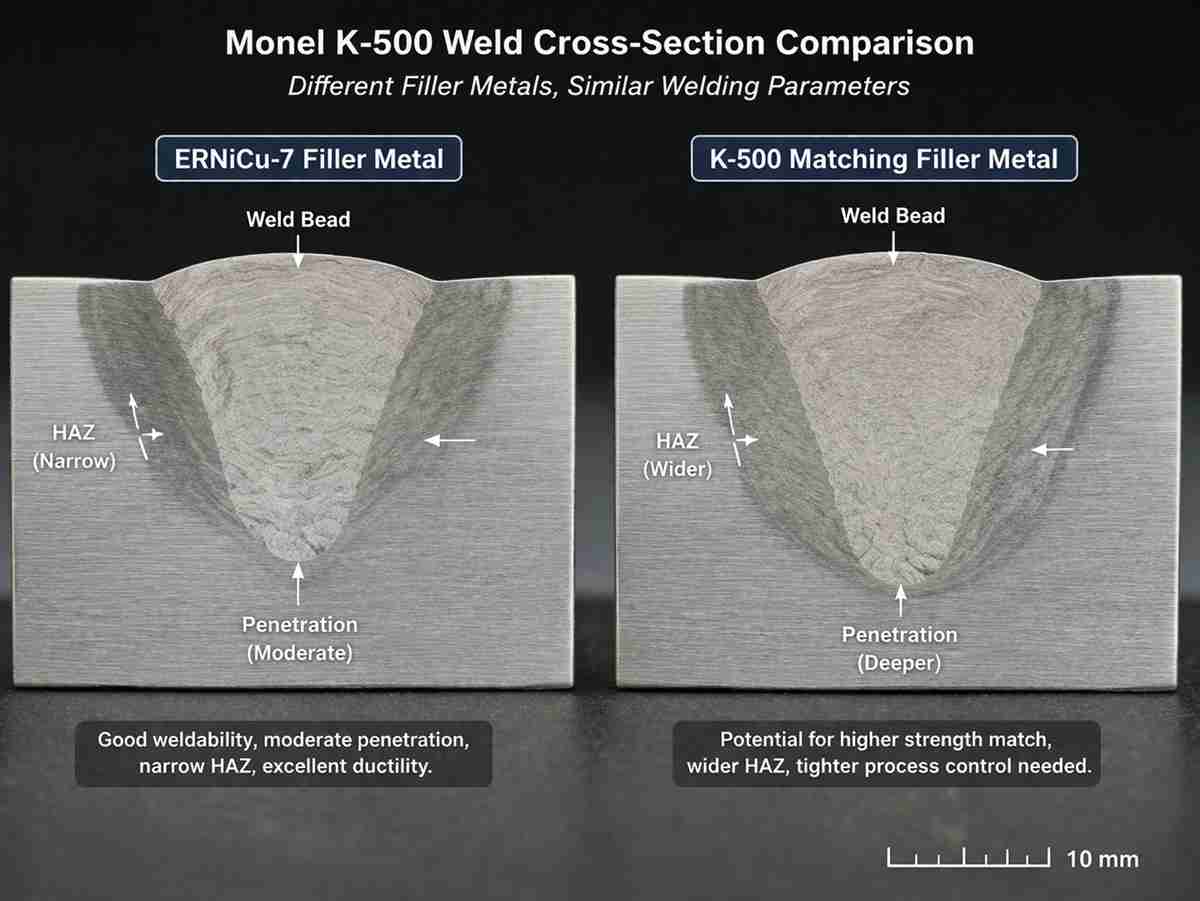
Per molte riparazioni di corpi valvola e nuove fabbricazioni, Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola spesso si orientano verso cariche di nichel-rame come ERNiCu-7 o ENiCu-7. Queste cariche offrono solitamente una saldabilità prevedibile, una buona duttilità e un comportamento alla corrosione in linea con la famiglia Ni-Cu. Tuttavia, non riproducono completamente il livello di resistenza del Monel K-500 indurito in età. Questo compromesso è accettabile in molti servizi soggetti a corrosione, ma non in tutti i casi di pressione limite.
Quando è richiesta una maggiore resistenza, alcune officine prendono in considerazione i riempimenti proprietari di tipo Monel K-500 o il Monel Filler Metal 60. Questa strada può essere valida dal punto di vista metallurgico, ma restringe la finestra di saldatura. Questa strada può essere metallurgicamente valida, ma restringe la finestra di saldatura. L'alluminio e il titanio aumentano la sensibilità alle cricche a caldo, la pulizia diventa più critica e il controllo dell'apporto termico è più importante. Quindi Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola non si tratta mai solo di scegliere il materiale di consumo più “forte”. Si tratta di scegliere il materiale d'apporto che può essere saldato in modo riproducibile in condizioni d'officina.
| Opzione di riempimento | Caso d'uso tipico sui corpi valvola | Vantaggio principale | Limitazione principale | Commento pratico di ingegneria |
|---|---|---|---|---|
| ERNiCu-7 (GTAW/GMAW) | Riparazione di saldature, sigillatura di aree, fabbricazione di elementi anticorrosivi, moderazione dei giunti di ritenuta. | Buona saldabilità, buona duttilità, compatibilità con la corrosione Ni-Cu | Resistenza del metallo saldato solitamente inferiore al metallo base K-500 invecchiato | Spesso è lo stucco di prima scelta più sicuro quando la resistenza alle fessure e la fabbricabilità sono importanti |
| ENiCu-7 (SMAW) | Riparazione o manutenzione sul campo in cui è richiesta la saldatura a bastone | Pratico per il lavoro in cantiere, buona compatibilità con le leghe Ni-Cu | Maggiore movimentazione delle scorie, variabilità dell'operatore, minore produttività | Utile quando l'accesso al corpo valvola è difficile o il GTAW in officina non è disponibile. |
| Metallo d'apporto Monel 60 / riempimento tipo K-500 corrispondente | Giunti sensibili alla forza qualificati da test di procedura | Migliore potenziale di approccio agli obiettivi chimici e di proprietà dei metalli di base | Maggiore sensibilità alle cricche, necessario un controllo di processo più stretto | Da utilizzare solo dopo la qualificazione della procedura, l'esame macroscopico, la durezza e la conferma NDT. |
| Riempitivi Ni-Cr-Mo per transizioni dissimili | Giunzione a componenti selezionati di leghe superiori, non tipica per le superfici in Monel bagnate | Ottimo per alcune situazioni di progettazione in metallo dissimile | Disadattamento chimico, problemi di diluizione, possibile disadattamento del sistema di corrosione | Deve essere giustificato dall'ambiente di servizio e qualificato con attenzione |
| Riempitivi inossidabili austenitici | Generalmente non è preferibile per i corpi valvola in Monel K-500. | Facile disponibilità | Disadattamento galvanico/corrosione e incoerenza delle proprietà | Di solito è una scelta ingegneristicamente inadeguata, tranne che in situazioni temporanee non bagnate altamente specifiche. |
Cosa controlla davvero il successo dopo la selezione per il riempimento
Anche la migliore risposta a Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola può fallire se la procedura è approssimativa. Il Monel K-500 non perdona la contaminazione. Zolfo, piombo, zinco, olio, vernice e sporco d'officina possono trasformare rapidamente un piano di saldatura solido in porosità o crepe. Raccomando una pulizia meccanica aggressiva seguita da una pulizia con solvente immediatamente prima della saldatura. Per i corpi valvola critici, occorre dedicare utensili, guanti e abrasivi a leghe di nichel.
L'apporto di calore deve rimanere controllato e costante. Nella maggior parte dei casi non è necessario un preriscaldamento, mentre una temperatura di interpass eccessiva non è auspicabile perché allarga la regione ammorbidita e aumenta il rischio di distorsione. I cordoni sono solitamente preferibili ai cordoni a trama larga. Il TIG è di solito il processo migliore per la qualità delle radici e la diluizione controllata su cavità di valvole, bocche e transizioni di flange. Se lo spessore della sezione è elevato, può essere necessario ricorrere alla burrificazione e alla pianificazione della sequenza per ridurre le restrizioni e distribuire le sollecitazioni da ritiro.
Un altro punto che spesso sfugge in Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola è la diluizione. In una riparazione in un corpo valvola altamente vincolato, la chimica della prima passata può deviare abbastanza da modificare la tendenza alla cricca e il comportamento locale alla corrosione. Questo è uno dei motivi per cui vale la pena di effettuare saldature di prova. Macro-etch, mappatura della durezza, test di penetrazione liquida e, se necessario, test di corrosione o di piegatura vi diranno molto di più di quanto possa fare una scheda tecnica di riempimento.
Se il corpo valvola deve recuperare qualcosa di più vicino alle proprietà originali di K-500, la strategia di trattamento termico post-saldatura diventa parte della decisione di riempimento. Alcuni componenti possono essere trattati in soluzione e reimpostati dopo la saldatura. Molti corpi valvola finiti non possono, a causa del rischio di distorsione, della tolleranza dimensionale, della geometria della sede o del calendario commerciale. In questi casi, l'ingegnere addetto alla saldatura deve accettare che Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola è un compromesso tra saldabilità e proprietà locali finali. Una buona progettazione significa rendere esplicito questo compromesso prima dell'inizio della produzione.
Vista ingegneristica finale
Il mio consiglio pratico è semplice. Se il servizio del corpo valvola è dominante per la corrosione e la saldatura deve essere fatta in modo affidabile con un basso rischio di cricche, iniziare con la qualificazione di ERNiCu-7 o ENiCu-7, a seconda del processo. Se l'applicazione è sensibile alla resistenza e il proprietario si aspetta un recupero più vicino alle proprietà del K-500, valutare un riempitivo di tipo K-500 o il Monel Filler Metal 60, ma solo con un programma di qualificazione disciplinato. In altre parole, la risposta corretta a Selezione del metallo d'apporto per la saldatura del Monel K-500 per i corpi valvola non deriva da una brochure. È frutto della metallurgia, dell'analisi dei vincoli, delle condizioni di servizio e delle prove di collaudo.
Se state esaminando la riparazione di un corpo valvola o una nuova procedura di saldatura, il modo più rapido per ridurre i rischi è confrontare il certificato del materiale di base, l'obiettivo di durezza, il mezzo di servizio e l'effettivo processo di saldatura. In genere, la scelta del materiale d'apporto giusto diventa ovvia.
Domande e risposte correlate
1. L'ERNiCu-7 è la scelta predefinita per la saldatura del corpo valvola Monel K-500?
Spesso sì, soprattutto quando la saldabilità, la resistenza alle cricche e la compatibilità con la corrosione sono più importanti dell'adeguamento alla resistenza invecchiata del metallo di base. Ma non deve essere considerata una scelta automatica per ogni corpo valvola a pressione.
2. Un riempimento K-500 corrispondente può sempre fornire prestazioni migliori?
Non sempre. Può fornire un percorso migliore verso una maggiore resistenza, ma aumenta anche la sensibilità alle cricche e alle variazioni di processo. Senza una forte qualificazione della procedura, può creare più rischi che benefici.
3. Perché alcune saldature di Monel K-500 superano l'NDT ma non raggiungono le prestazioni in servizio?
Perché l'NDT conferma la solidità, non il recupero completo delle proprietà. Una saldatura può essere priva di cricche e contenere comunque zone ammorbidite, una diluizione sfavorevole o una durezza inferiore al previsto rispetto al materiale di base invecchiato.


