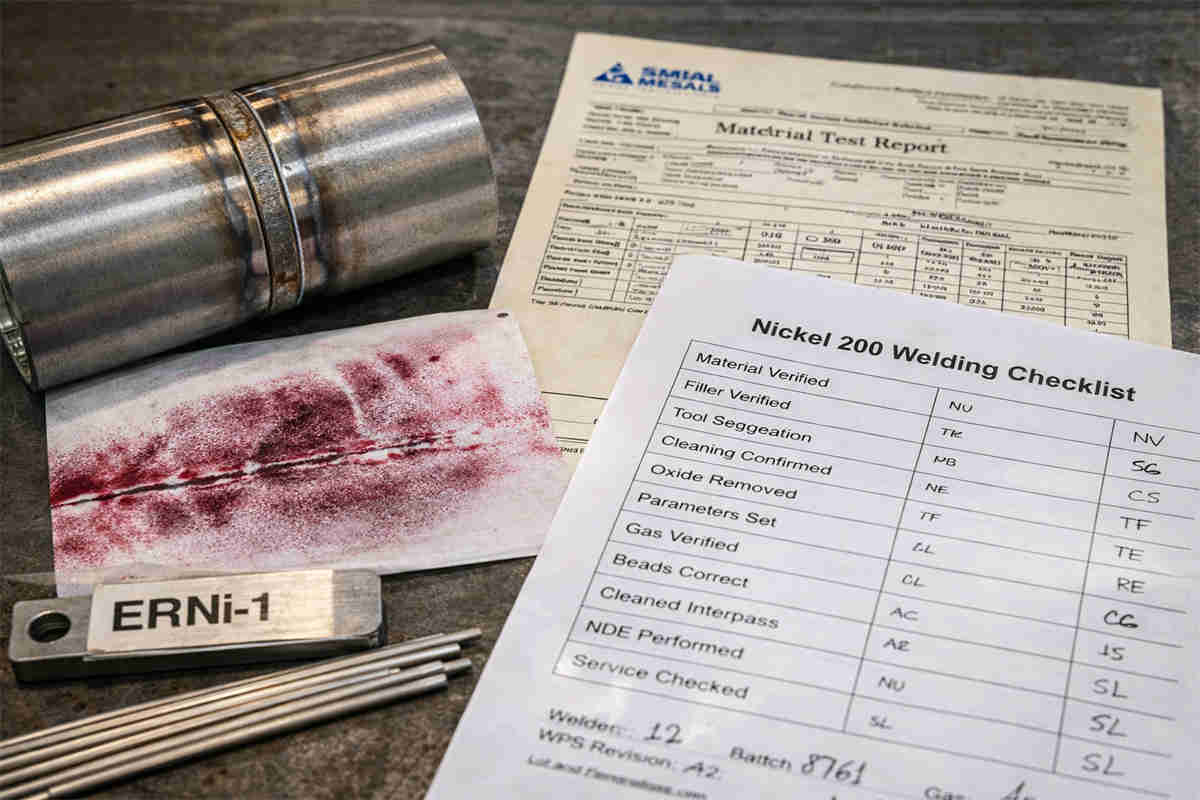
Si un Nickel 200 Si une soudure semble acceptable à l'extérieur, mais qu'elle échoue à la racine d'un coude, qu'elle fuit en service caustique ou qu'elle revient du ressuage avec des indications éparses, le problème est rarement dû à la technique du soudeur. Dans la pratique, un Liste de contrôle de la qualité de la procédure de soudage du nickel 200 est moins une question de paperasserie que de contrôle des variables auxquelles le nickel pur est particulièrement sensible : contamination de surface, état de l'oxyde, sélection des produits d'apport, pureté du gaz et forme des cordons. Le nickel 200 est un nickel corroyé commercialement pur qui présente une bonne soudabilité, mais il est également vulnérable à la fragilisation liée au soufre et aux contaminants à bas point de fusion tels que le plomb, l'étain, le zinc et le bismuth en cas de négligence.
Beaucoup d'ateliers sous-estiment ce dernier point. Le nickel pur ne pardonne pas les chiffons sales, les disques de meulage mélangés ou les pratiques de gaz de protection “suffisamment proches”, comme cela semble parfois être le cas pour un travail de routine sur l'acier inoxydable. Les conseils de Special Metals illustrent même la fragilisation par le soufre du nickel 200 causée par une mauvaise discipline de nettoyage, en comparant un joint nettoyé avec un solvant et un chiffon propre à un joint nettoyé avec un chiffon sale. C'est pourquoi un Liste de contrôle de la qualité de la procédure de soudage du nickel 200 commence avant l'amorçage de l'arc : l'identité du matériau, la température de service, la préparation des joints, la ségrégation des outils et le contrôle de la contamination doivent déjà être réglés.
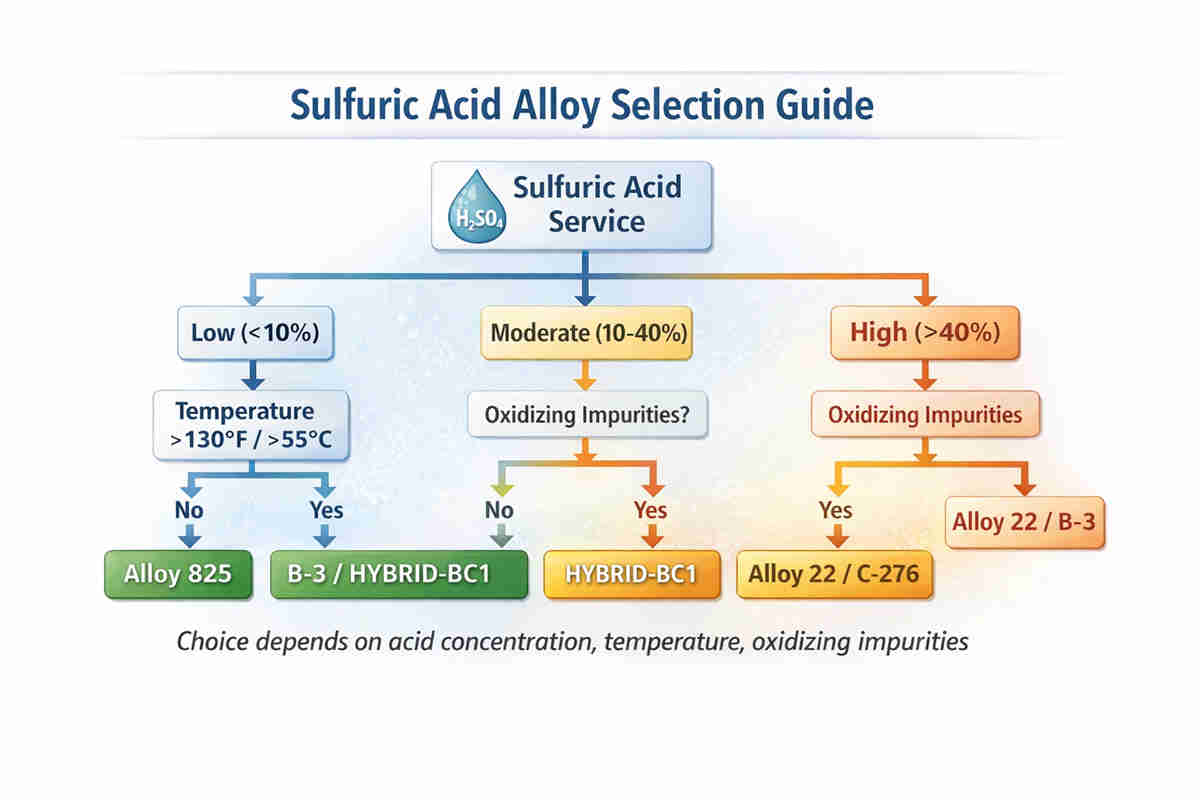
D'un point de vue métallurgique, un autre point de contrôle échappe à de nombreux acheteurs et même à certains fabricants : avez-vous vraiment besoin de Nickel 200, ou la température de service vous pousse-t-elle vers le Nickel 200 ? Nickel 201? Le nickel 201 est préféré au-dessus de 315°C (600°F) parce que sa faible teneur en carbone résiste à la graphitisation et à la fragilisation intergranulaire à haute température. Si le dessin indique du nickel 200 mais que l'équipement sera exposé de manière prolongée à des alcalins chauds ou à des fours, la liste de contrôle doit imposer cette conversation avant le début de la production, et non après un cycle de réparation de la soudure.

L'importance d'une liste de contrôle de la qualité de la procédure de soudage au nickel 200
L'objectif d'un Liste de contrôle de la qualité de la procédure de soudage du nickel 200 n'est pas de reproduire le WPS. Il s'agit de vérifier que le WPS est exécuté dans des conditions où le nickel pur peut effectivement produire une bonne soudure. L'oxyde de nickel est un exemple classique. Le nickel 200 fond à environ 2615-2635°F, tandis que l'oxyde de nickel fond à une température beaucoup plus élevée ; si l'oxyde reste dans la rainure, le métal de base peut fondre tandis que l'oxyde reste solide, ce qui entraîne un manque de fusion. C'est pourquoi la zone de joint doit être nettoyée par meulage, sablage, usinage ou décapage. Le brossage métallique ne suffit pas lorsque l'oxyde est établi ; en fait, le guide avertit explicitement que le brossage peut simplement polir l'oxyde et le dissimuler à la vue.
Le choix du procédé suit la même logique. Le GTAW est généralement le premier choix pour les sections plus minces de Nickel 200 car il permet un contrôle étroit de l'apport de chaleur et de la chimie de la flaque ; le courant continu négatif des électrodes est recommandé pour le GTAW. Pour le GMAW, le courant continu à polarité inversée est utilisé, et l'argon ou les mélanges argon-hélium sont standard ; les ajouts d'oxygène ou de dioxyde de carbone doivent être évités car ils peuvent oxyder la surface du cordon et entraîner une porosité dans les soudures de nickel pur. Pour les matériaux minces et les travaux de type autogène, l'hélium peut améliorer la vitesse et réduire la porosité, mais il augmente également l'énergie de l'arc et peut rendre les amorçages à faible courant moins stables.
Le choix du métal d'apport doit également être délibéré. Pour le nickel 200/201, les consommables des classes ERNi-1 et ENi-1 sont des choix standard ; les données du fabricant pour Techalloy 208 et Special Metals Nickel Filler Metal 61 les identifient spécifiquement pour le soudage du nickel 200 et 201. Special Metals indique également que le titane contenu dans le nickel métal d'apport 61 contribue à maintenir un faible niveau de carbone libre, ce qui est utile lorsque la compatibilité avec le nickel 201 est en jeu. Les réparations SMAW sont généralement effectuées avec des électrodes de classe ENi-1 telles que l'électrode de soudage au nickel 141.
Tableau de la liste de contrôle de la qualité de la procédure de soudage du nickel 200
Le Liste de contrôle de la qualité de la procédure de soudage du nickel 200 ci-dessous est un outil de validation pratique pour les ingénieurs, les inspecteurs du contrôle de qualité et les équipes d'achat qui examinent la fabrication en sous-traitance. Il synthétise les données des fabricants sur les alliages, les conseils d'assemblage et les notes d'application sur les métaux d'apport.
| Stade | Point de contrôle de la qualité | Ce qui est “acceptable”, c'est | Pourquoi c'est important |
|---|---|---|---|
| Réception du matériel | Métal de base vérifié | Le MTR correspond à l'UNS N02200 ; le numéro de chauffe est traçable ; la température de service a été comparée à celle du nickel 200 ou 201. | Empêche la libération d'alliages erronés et l'utilisation abusive à des températures élevées |
| Consommables | Métal d'apport confirmé | ERNi-1/ENi-1 ou équivalent agréé ; certificats de lots disponibles | Maintient la chimie de la soudure alignée sur le service de nickel pur |
| Contrôle des outils | Ségrégation | Meules, limes, brosses et surfaces de manipulation dédiées ou exemptes de contamination | Réduit le risque de contamination par le fer et les contaminants à bas point de fusion |
| Nettoyage avant soudure | Élimination de la contamination organique | Les huiles, les peintures, les marqueurs, les lubrifiants de formage et les salissures de l'atelier sont enlevés à l'aide d'un solvant/nettoyant approprié et d'un chiffon propre. | Le nickel 200 est sensible aux contaminants contenant du soufre et à faible point de fusion. |
| Préparation des bords | Oxyde complètement enlevé | Faces du biseau et zone adjacente en métal brillant ; pas de film d'oxyde glacé | L'oxyde provoque un manque de fusion et un mouillage instable. |
| Configuration du processus | Corriger les variables du processus | GTAW sur DCEN ou GMAW sur DCEP ; gaz de protection inerte uniquement | Une polarité incorrecte ou un gaz réactif dégrade rapidement la qualité des perles. |
| Gaz de protection | Sélection de gaz appropriée | Argon pour le GTAW ; argon ou mélange argon-hélium pour le GMAW ; pas d'ajouts d'O2/CO2 pour le nickel pur | Minimise l'oxydation, la porosité et le profil irrégulier des perles |
| Contrôle thermique | L'apport de chaleur est discipliné | Aucun préchauffage de routine n'est nécessaire, sauf si le métal est très froid ; utiliser de petites perles et éviter les sursoudures. | Limite la distorsion, la porosité due à la condensation et la dilution excessive. |
| Profil des perles | Contour de la soudure correct | Perles légèrement convexes ; bonne fixation ; pas de rodage à froid ni de concavité. | Les guides en alliage de nickel préfèrent les contours légèrement convexes. |
| Nettoyage de l'intercirculation | Élimination correcte du laitier/de l'oxyde | Scories SMAW ébréchées et brossées avec une brosse en acier inoxydable non contaminée ; l'oxyde visible est éliminé par meulage/sablage. | L'oxyde caché entre les passes est un facteur de rejet fréquent. |
| L'inspection | Validation du contrôle de qualité terminée | VT plus PT si spécifié ; carte de réparation, identification du soudeur, révision du WPS, lot de produits d'apport et enregistrement des gaz. | Transformer une bonne soudure en un produit livrable traçable et défendable |
| Examen final de l'ingénierie | Vérification de la compatibilité des services | Les joints dissemblables, l'utilisation de produits caustiques et les températures élevées sont examinés avant l'expédition. | Prévient les défaillances sur le terrain qui passent l'inspection de l'atelier mais échouent en service |
Utilisation de la liste de contrôle de la qualité de la procédure de soudage Nickel 200 dans l'atelier
Où le Liste de contrôle de la qualité de la procédure de soudage du nickel 200 La valeur de l'acier réside dans la prévention des défaillances, et non dans l'explication après la défaillance. Si la ductilité du pliage à la racine est médiocre, j'examine d'abord la contamination et le contour du cordon. Si le ressuage montre des indications linéaires aléatoires, je vérifie l'élimination de l'oxyde entre les passes et si le soudeur a poli la surface au lieu d'éliminer l'oxyde. Si une porosité apparaît, la composition du gaz de protection, la stabilité du flux, les courants d'air et le métal froid avec condensation figurent en tête de liste. Préchauffage alliages de nickel n'est généralement pas nécessaire, mais lorsque le métal de base est à 2°C (35°F) ou moins, la zone de soudure doit être chauffée au-dessus de la température ambiante pour éviter la porosité due aux condensats.
Pour le contrôle des contrats de sous-traitance, j'ajouterais une couche supplémentaire à l'outil Liste de contrôle de la qualité de la procédure de soudage du nickel 200Examen de la documentation : examen de la documentation. Demandez le WPS, la qualification du soudeur, les certificats d'apport, les MTR et les enregistrements finaux des essais non destructifs en une seule fois, et non par des courriels distincts échelonnés sur une période de trois semaines. Si le travail implique de l'acier plaqué nickel, des joints dissemblables ou un service à une température proche ou supérieure à 600°F, n'acceptez pas une déclaration générique de “procédure d'alliage de nickel”. Exigez du fabricant qu'il identifie précisément le métal de base, la classification des produits d'apport, le gaz de protection, la polarité et la méthode de nettoyage. Cette seule discipline permet d'éliminer un grand nombre de travaux qui semblent bon marché au stade du projet et qui sont coûteux après la mise en service.
Conclusion
Un bon Liste de contrôle de la qualité de la procédure de soudage du nickel 200 n'est pas long pour le plaisir d'être long. Elle est précise. Elle permet de contrôler la contamination, l'oxyde, le produit d'apport, le gaz, l'apport de chaleur et les enregistrements avant que ces variables ne deviennent des défauts coûteux. Pour le nickel pur, c'est la différence entre une soudure qui passe simplement l'inspection visuelle et une soudure qui survit à un véritable service chimique. Si votre projet implique un équipement d'alcali caustique, la sélection de Nickel 200/201 ou l'examen des soudures en sous-traitance, 28Nickel peut vous aider à traduire ces points de contrôle en une fiche pratique d'examen des achats et de la fabrication adaptée à votre application.
Questions et réponses connexes
1) Quel métal d'apport est généralement utilisé pour le soudage au nickel 200 ?
Pour le GTAW et le GMAW, les métaux d'apport de classe ERNi-1 sont courants, et pour le SMAW, les électrodes de classe ENi-1 sont standard. La documentation du fabricant sur le Techalloy 208, le métal d'apport au nickel 61 et l'électrode de soudage au nickel 141 mentionnent tous spécifiquement les applications du nickel 200/201.
2) Le Nickel 200 doit-il être préchauffé avant le soudage ?
En général, non. Les conseils généraux sur l'assemblage des alliages de nickel indiquent qu'il n'est normalement pas nécessaire de préchauffer les alliages de nickel avant le soudage. La principale exception concerne les métaux de base très froids, pour lesquels le réchauffement de la zone permet d'éviter la condensation et la porosité qui en résulte.
La contamination est celle que je placerais en premier, en particulier les résidus d'atelier contenant du soufre, les chiffons sales, les résidus de marqueur ou de peinture, et la contamination par des métaux à bas point de fusion. L'oxyde laissé dans la rainure vient juste après, car il peut créer des défauts de fusion, même si la manipulation de l'arc par le soudeur semble satisfaisante.