










Quando gli ingegneri cercano Selezione del metallo d'apporto per la saldatura di Hastelloy C-276 per i corpi valvola, raramente si tratta di una domanda generica sulla saldatura. Di solito, il corpo della valvola è già sul banco, il fluido di servizio è aggressivo, il difetto si trova scomodamente vicino a una tasca della sede o al foro dello stelo, e qualcuno all'ufficio acquisti chiede se un più comune metallo d'apporto al nichel può “fare lo stesso lavoro”. In questa situazione, la scelta del metallo d'apporto non è un esercizio da catalogo. Si tratta di una decisione di progettazione della corrosione racchiusa in una decisione di procedura di saldatura. HASTELLOY C-276, UNS N10276, è stata sviluppata come lega Ni-Cr-Mo-W a basso tenore di carbonio e basso tenore di silicio, specificamente per mantenere la saldabilità e una forte resistenza ai cloruri, agli acidi ossidanti e riducenti e all'attacco interstiziale.
Per la maggior parte dei lavori di fabbricazione e riparazione di corpi valvola, la risposta di base è semplice: usare metallo d'apporto C-276 corrispondente-Ciò significa AWS A5.14 ERNiCrMo-4 per GTAW/GMAW e AWS A5.11 ENiCrMo-4 per la saldatura SMAW. Sia Haynes che Special Metals indicano il metallo d’apporto C-276 come materiale di consumo previsto per la saldatura del C-276, per giunti eterogenei con acciai inossidabili e altre leghe di nichel, nonché per rivestimenti/placcature in cui è richiesta una maggiore resistenza alla corrosione. Questo è il punto di partenza corretto, poiché il metallo di saldatura depositato deve rimanere il più possibile vicino alla composizione chimica a base di nichel-cromo-molibdeno-tungsteno della lega di base, e non semplicemente “appartenere alla famiglia del nichel”.”
Perché i corpi valvola sono meno tolleranti dei tagliandi piatti
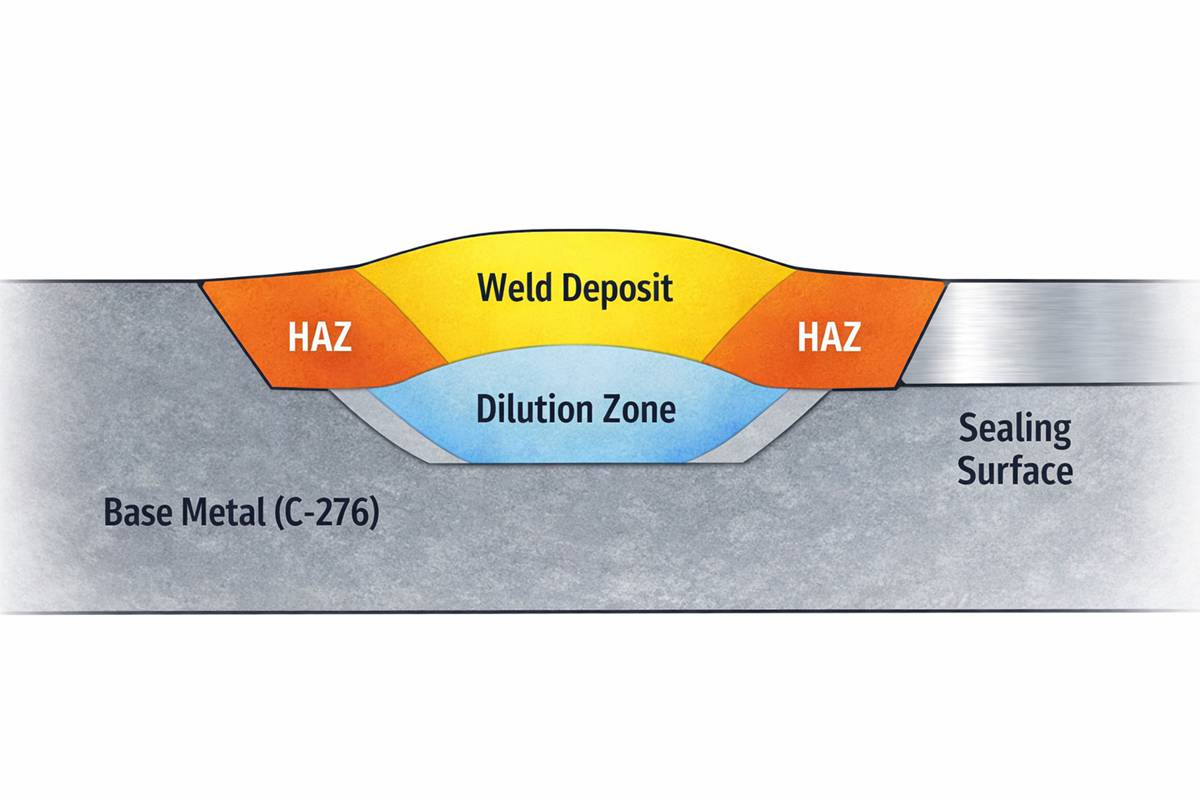
Un tagliando della piastra può nascondere una decisione di riempimento mediocre. Un corpo valvola di solito non può. La geometria è più spessa, i vincoli sono più elevati, la diluizione può cambiare rapidamente nelle aree radicali e negli angoli e le condizioni di servizio spesso puniscono anche una piccola perdita di resistenza alla vaiolatura o alla corrosione interstiziale. Se si aggiungono la riparazione locale della colata, la rettifica della miscela, la riduzione della lavorazione o un idrotest a valle, il margine si riduce. Ecco perché non mi piace la sostituzione casuale della lega 625 per le valvole C-276 solo perché sono disponibili. I dati sulla corrosione di Haynes mostrano che il C-276 supera la lega 625 in condizioni di acido cloridrico e solforico a più alta concentrazione, e i dati pubblicati sul cloruro ferrico mostrano anche migliori prestazioni in termini di vaiolatura e interstizi. In altre parole, l'uso di un riempimento di nichel a bassa lega per comodità può spostare tranquillamente il deposito di saldatura sul lato debole dell'equilibrio di corrosione.
C'è un altro dettaglio che conta nel lavoro reale in officina: anche quando il metallo saldato in C-276 rimane altamente resistente alla corrosione, il metallo saldato non è comunque identico al prodotto omogeneo battuto. Haynes nota esplicitamente che le microstrutture di saldatura sono disomogenee e quindi possono mostrare tassi di corrosione leggermente più elevati rispetto al metallo di base battuto, anche se le prestazioni complessive rimangono eccellenti. Per i corpi valvola, questo è un motivo in più per ridurre al minimo la diluizione, evitare inutili apporti di calore e mantenere la chimica del metallo depositato il più vicino possibile al sistema anticorrosione previsto.
Selezione del metallo d'apporto per la saldatura di Hastelloy C-276 per i corpi valvola: la matrice pratica
| Scenario del corpo valvola | Metallo d'apporto consigliato | Perché è la scelta migliore | Nota pratica di ingegneria |
|---|---|---|---|
| Saldature di fabbricazione da C-276 a C-276 | ERNiCrMo-4 / ENiCrMo-4 | Migliore corrispondenza chimica con il sistema Ni-Cr-Mo-W della lega di base | Standard di prima scelta per negozi qualificati WPS |
| Riparazione locale di un corpo valvola C-276 in prossimità della sede o del foro | ERNiCrMo-4, preferibilmente tramite TIG per controllo | Minore diluizione e migliore posizionamento delle microsfere rispetto all'approccio con campo ad alta deposizione | Privilegiare il controllo dei contorni, il PT tra gli stadi e l'indennità di lavorazione |
| C-276 in acciaio inox o in un'altra lega Ni-Cr-Mo | Solitamente ERNiCrMo-4 dopo la qualifica WPS | I dati del produttore supportano l'apporto di C-276 per la saldatura dissimile | Attenzione alla diluizione dal lato non legato; la burrificazione può essere giustificata. |
| C-276 sovrapposizione/rivestimento su componenti in acciaio | ERNiCrMo-4 | Pubblicato come adatto per sovrapposizioni e rivestimenti dove è richiesta la resistenza alla corrosione | La chimica del primo strato è più importante perché la diluizione è più elevata. |
| Riparazione sul campo dove il GTAW non è praticabile | ENiCrMo-4 (SMAW) | La chimica di corrispondenza è ancora mantenuta | Utilizzarlo solo con una rimozione disciplinata delle scorie e un controllo dei profili. |
| Servizio di valvole per cloruri, acidi misti e cloro umido | Non eseguire il downgrade per impostazione predefinita; rimanere con il riempimento C-276 | Il C-276 ha prestazioni di corrosione pubblicate più elevate rispetto al 625 in diversi mezzi severi | La sostituzione del riempitivo dovrebbe richiedere una revisione della corrosione, non una scorciatoia d'acquisto. |
Le classificazioni delle cariche riportate nella tabella si basano sui dati di saldatura di Haynes e Special Metals. Le priorità basate sullo scenario, in particolare l'enfasi sul GTAW per la riparazione locale del corpo valvola, il controllo della diluizione e la conservazione del lato corrosione, sono le conclusioni ingegneristiche che derivano da questi dati.
Dettagli della procedura che contano più dell'etichetta della scatola
Il giusto riempitivo può comunque fallire con la procedura sbagliata. Per il C-276, Haynes raccomanda superfici di giunzione pulite e sgrassate, gas di supporto argon 100% per la passata principale in GTAW o GMAW, pratica del cordone piuttosto che della tessitura larga, evitare la velocità di avanzamento lenta su sezioni sottili e il controllo della temperatura interpass in genere a 200°F / 93°C o inferiore. Si sconsiglia inoltre l'alleggerimento delle tensioni post-saldatura nel 1200°F / 650°C Se è necessario un trattamento termico, la ricottura in soluzione pubblicata è 2050°F / 1121°C seguito da un rapido raffreddamento. Non si tratta di piccoli dettagli. Influenzano direttamente le prestazioni di corrosione, la distorsione e il rischio di trasformare una riparazione in un ciclo di rilavorazione.
Per i corpi valvola in particolare, di solito divido la decisione in tre domande. In primo luogo, si tratta di una vera e propria riparazione della stessa lega o la saldatura subirà una forte diluizione da un attacco in acciaio, da un anello di supporto o da un precedente strato di burro? In secondo luogo, il servizio è governato da una corrosione generale o da un attacco localizzato nelle fessure e nelle zone di ristagno? In terzo luogo, la ricottura in soluzione dopo la riparazione è realistica per la geometria del pezzo, la tolleranza dimensionale e la lavorazione della sede a valle? Se la risposta alla seconda domanda è “l'attacco localizzato è importante” e la risposta alla terza è “nessuna ricottura completa realistica”, l'abbinamento con l'ERNiCrMo-4 diventa ancora più importante. Si tratta di una scelta ingegneristicamente conservativa. Protegge il metallo saldato che si lascia effettivamente in servizio, non il riempimento che si vorrebbe aver depositato.
Una breve parola sulla scelta del processo. Il TIG è di solito l'opzione più pulita per le passate in radice, per la riparazione di scavi con difetti di precisione e per tutto ciò che è vicino a un'area di tenuta lavorata. Il GMAW può essere molto efficiente nel lavoro d'officina qualificato, una volta che la modalità di trasferimento e il gas di protezione sono sotto controllo. Lo SMAW rimane utile per il lavoro sul campo, ma sui corpi valvola richiede una maggiore disciplina nella rimozione delle scorie, nella miscelazione del riavvio e nella pulizia dei fianchi. In altre parole, la scelta del miglior metallo d'apporto per i corpi valvola non è mai solo una questione di chimica, ma di chimica, qualità del deposito e controllo della diluizione. I parametri di saldatura C-276 pubblicati da Haynes e le indicazioni sui gas di protezione rafforzano questo punto in modo molto chiaro.

Raccomandazione finale
La mia raccomandazione è semplice e regge bene di fronte a ingegneri, ispettori e utenti finali: per Selezione del metallo d'apporto per la saldatura di Hastelloy C-276 per i corpi valvola, iniziare con ERNiCrMo-4 / ENiCrMo-4 e allontanarsi da questa linea di base solo quando un WPS qualificato, la chimica di servizio effettiva e l'analisi della diluizione lo giustificano chiaramente. Non lasciare che la disponibilità di scorte decida la progettazione della corrosione. Nel settore delle valvole, il deposito di saldatura è spesso la metallurgia locale più esposta dell'intero componente.
Se il vostro team sta qualificando un nuovo WPS per riparazioni o confrontando il C-276 con il 625 per un vero lavoro sul corpo valvola, il modo più veloce per evitare un errore costoso è rivedere cinque elementi prima della saldatura: specifiche del materiale di base, mezzo di servizio, percorso di processo, spessore della sezione e criteri di accettazione. Questo è esattamente il tipo di supporto tecnico che un acquirente serio dovrebbe chiedere prima di effettuare l'ordine.
Domande e risposte correlate
1) Posso usare ERNiCrMo-3 invece di ERNiCrMo-4 per un corpo valvola in Hastelloy C-276?
È in grado di realizzare una saldatura, ma non dovrebbe essere la scelta predefinita. Per i corpi valvola C-276, l'ERNiCrMo-4 è più adatto e preserva meglio il profilo di corrosione Ni-Cr-Mo-W previsto. Una sostituzione deve essere giustificata dall'effettiva chimica di servizio e da una procedura qualificata, non dalla sola disponibilità del riempitivo.
2) Lo SMAW è accettabile per la riparazione di un corpo valvola C-276?
Sì. L'ENiCrMo-4 è l'elettrodo rivestito adatto per lo SMAW e i produttori lo pubblicano per la saldatura del C-276. Tuttavia, per i corpi delle valvole, soprattutto in prossimità della geometria di tenuta, spesso si preferisce il TIG perché consente un controllo più stretto sul posizionamento del cordone, sulla diluizione e sulla pulizia.
3) Qual è il più grande errore di saldatura sui corpi valvola C-276?
In pratica, di solito non è l'arco a colpire. È l'uso di un'attrezzatura sbagliata o il fatto di lasciare che l'apporto di calore e la diluizione si spostino fino a quando il metallo saldato finale non riflette più l'intento del progetto di corrosione. Sul C-276, il controllo dell'interpass, i cordoli, le superfici pulite e la scelta di un riempitivo adeguato sono più importanti di quanto molte officine ammettano.