Quando gli ingegneri cercano un Inconel 601 Lista di controllo per la qualità dei test con coloranti penetranti, di solito non sono alla ricerca di un riassunto generico del PT. Cercano di evitare un guasto molto pratico: un pezzo in lega di nichel supera l'ispezione in officina, ma in seguito si manifesta una cricca del cordone di saldatura, un'indicazione di mancanza di fusione o una porosità collegata alla superficie durante la fabbricazione, il riscaldamento o la verifica da parte del cliente. La lega INCONEL 601 è una lega di nichel-cromo-ferro specificata come UNS N06601 / W.Nr. 2.4851, ampiamente scelta per servizi resistenti al calore e all'ossidazione; i test penetranti, invece, sono destinati a rivelare discontinuità aperte alla superficie su materiali non porosi piuttosto che difetti sotto la superficie.
Questa combinazione è esattamente il motivo per cui un Lista di controllo per la qualità dei test penetranti di Inconel 601 deve essere consapevole dei materiali. Sulla carta, la strada da seguire può sembrare semplice: seguire le norme ASTM E1417/E1417M, ISO 3452-1 o il quadro NDE di cui alla Sezione V dell'ASME, quindi accettare o rifiutare in base al disegno, alla specifica del cliente o alla sezione del codice. In realtà, le superfici in lega di nichel possono essere ingannevolmente difficili. La colorazione dell'ossido, le sbavature di rettifica, i residui di detergente, l'asciugatura incompleta e la scarsa interpretazione dei criteri di accettazione sono gli elementi che di solito separano una traccia di controllo pulita da una costosa rilavorazione. La norma ASTM E1417 stabilisce i parametri di base e richiede una procedura scritta dettagliata; anche la norma ISO 3452-1 copre il metodo e i requisiti di processo/controllo, ma non è di per sé un documento sui criteri di accettazione.
Perché è importante questa lista di controllo della qualità dei test penetranti di Inconel 601
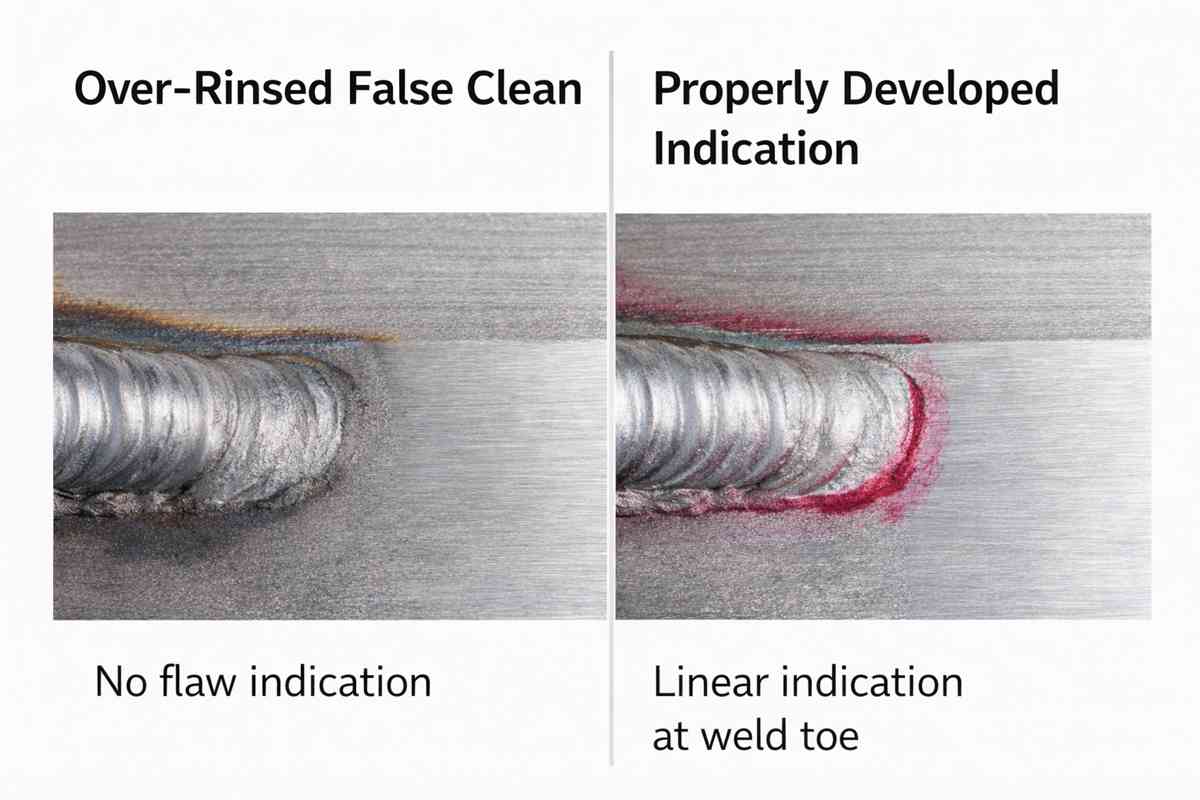
Per l'Inconel 601, il rischio di ispezione spesso non è “metodo sbagliato”, ma “metodo giusto applicato alla condizione superficiale sbagliata”. Poiché la lega 601 è stata selezionata per la resistenza all'ossidazione ad alta temperatura ed è facilmente saldabile, i pezzi ispezionati arrivano spesso con macchie dovute al calore della saldatura, ossido di servizio o segni di miscelazione locale aggressiva. Il PT funziona solo su superfici pulite, asciutte e non porose, dove il penetrante può entrare in una discontinuità che rompe la superficie e lo sviluppatore può farlo uscire come indicazione leggibile. L'acqua lasciata in un'indicazione stretta può bloccare l'ingresso del penetrante e un risciacquo eccessivo può eliminare la risposta del penetrante.
Un secondo motivo per utilizzare un Lista di controllo per la qualità dei test penetranti di Inconel 601 è la terminologia. In molte officine, il termine “penetrante colorato” viene utilizzato in modo generico per tutti i lavori di PT, anche se il processo effettivamente qualificato può essere un penetrante visibile a contrasto di colore o fluorescente sotto UV-A a 365 nm. Questa distinzione è importante perché la procedura scritta, le condizioni di illuminazione, la sensibilità del sistema, il percorso successivo alla pulizia e i documenti di accettazione del cliente devono coincidere. Se il contratto prevede un controllo di processo ASTM o ISO, ma il vostro team prende decisioni di accettazione o meno in base all'abitudine piuttosto che allo standard di accettazione di riferimento, siete già esposti.
Lista di controllo della qualità dei test penetranti di Inconel 601 per il rilascio in officina
Prima della tabella, vale la pena di affermare chiaramente un principio: questa lista di controllo non sostituisce la procedura approvata. È uno strumento di controllo che gli ingegneri e i team QA possono utilizzare per verificare che la procedura PT approvata sia applicata correttamente al metallo base di Inconel 601, alle saldature e alle aree riparate. L'ASTM E1417 afferma esplicitamente che la pratica standard deve essere integrata da una procedura dettagliata e la ISO 3452-1 afferma esplicitamente di non essere lo standard di accettazione.
| Punto di controllo dell'ispezione | Perché è importante su Inconel 601 | Cosa deve verificare l'ispettore | Tipica bandiera rossa |
|---|---|---|---|
| Identificazione del materiale | I lotti di fabbricazione di leghe miste non sono rari nei negozi di leghe di nichel. | Il numero di calore, l'MTC, il callout della lega, la mappa di saldatura e la tracciabilità del pezzo corrispondono al viaggiatore. | Il rapporto PT dice “lega di nichel” ma non 601 / UNS N06601 |
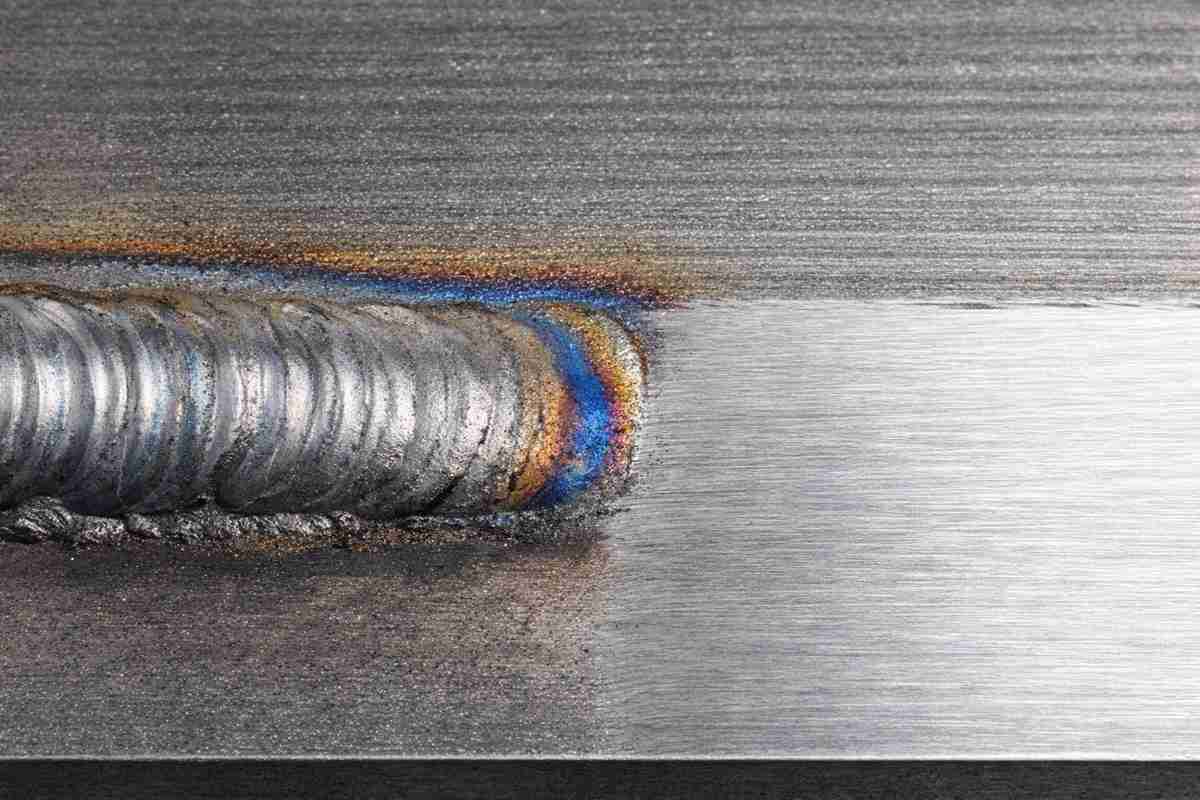
| Stato della superficie prima della PT | Tinta ossidata, incrostazioni, metallo sbavato e residui di molatura possono mascherare le indicazioni di superficie strette. | La zona di ispezione è metallicamente pulita, asciutta e priva di vernice, olio, scaglie e superfici scrostate. | La colorazione termica arcobaleno è ancora presente sulla punta della saldatura o sull'area di riparazione. |
| Metodo di pre-pulizia | Un percorso di pulizia errato può lasciare residui o umidità nei difetti | Il tipo di detergente è approvato dalla procedura; il risciacquo è completo; l'asciugatura è completa prima dell'applicazione del penetrante. | Strofinare rapidamente con il solvente, quindi applicare il penetrante su una superficie ancora fredda e umida. |
| Accessibilità del profilo di saldatura | Le corone alte e le zone di sottosquadro affilate riducono l'affidabilità della visione | I punti di saldatura, le aree di arresto, le zone di rimozione degli attacchi e le riparazioni locali sono completamente accessibili. | Viene esaminata solo la linea centrale del piano di saldatura; i punti di contatto non vengono visualizzati correttamente. |
| Sistema penetrante utilizzato | “Il termine ”colorante penetrante" utilizzato nella conversazione potrebbe non corrispondere al processo qualificato. | La famiglia di prodotti, il livello di sensibilità, lo stato del lotto e la scadenza sono conformi alla procedura scritta. | Famiglia di penetranti sbagliata o materiali scaduti utilizzati |
| Controllo dei contaminanti | Le leghe a base di nichel richiedono una disciplina più rigorosa sui materiali di consumo PT in molti lavori soggetti a codice | Le certificazioni dei lotti per i materiali PT pertinenti sono in archivio quando richiesto dal codice/specifica del cliente. | Non è disponibile alcuna certificazione relativa allo zolfo/alogeni per un lavoro con codice |
| Abitabilità e controllo dello sviluppo | Le fessure strette non perdonano una tempistica affrettata | L'immersione del penetrante, la rimozione dell'eccesso, l'asciugatura, l'applicazione dello sviluppatore e il tempo di sviluppo seguono la procedura approvata. | L'operatore utilizza la “temporizzazione standard dell'officina” a memoria. |
| Rimozione del penetrante in eccesso | Un'eccessiva rimozione può cancellare deboli indicazioni rilevanti | Il metodo di rimozione corrisponde al processo ed è controllato, soprattutto in prossimità dei cordoni di saldatura e dei punti di fusione. | Risciacquo ad alta pressione o pulizia eccessiva con solvente |
| Condizioni di illuminazione e visione | L'affidabilità delle indicazioni dipende dall'ambiente di osservazione. | Le condizioni di luce bianca o UV-A soddisfano il metodo qualificato e sono verificate prima dell'interpretazione. | Lampada UV utilizzata senza verifica corrente o filtro sporco |
| Interpretazione delle indicazioni | PT trova discontinuità collegate alla superficie, non la causa o la profondità da sola | Le indicazioni rilevanti e non rilevanti sono classificate in base ai criteri di accettazione applicabili. | Indicazioni arrotondate e lineari registrate in modo incoerente |
| Registrazione e tracciabilità | Le controversie con i clienti sono solitamente controversie documentali | Il rapporto identifica parte, zona, metodo, materiali, ispettore, data e base di accettazione. | Il rapporto manca di schizzi di luoghi esatti o di riferimenti fotografici. |
| Disposizione delle aree sospette | Nella produzione di leghe di nichel, il “mescola e dimentica” non è un controllo di qualità. | La riparazione, il riesame e l'accettazione finale sono legati al percorso di riparazione e alle specifiche. | Indicazione rimossa per rettifica senza registrazione della ri-PT |
I punti di controllo che la maggior parte delle squadre salta
L'elemento più comunemente saltato in un Lista di controllo per la qualità dei test penetranti di Inconel 601 non è il tempo di permanenza. È il controllo dei contaminanti e la disciplina della compatibilità. Nella pratica dell'esame penetrante disciplinato dall'ASME, gli utenti sono invitati a ottenere la certificazione del contenuto di contaminanti per i materiali penetranti utilizzati su leghe a base di nichel, acciai inossidabili austenitici o duplex e titanio. Anche quando il lavoro non rientra nell'ambito dei codici di pressione, gli acquirenti esperti e gli ingegneri QA si aspettano che il set di materiali PT sia compatibile con la lega e tracciabile per lotto. Questo è un forte segnale di maturità del processo.
Il secondo elemento saltato è la qualità della pre-pulizia. Le officine spesso sottovalutano la facilità con cui l'umidità residua o i residui di detergente possono sopprimere le indicazioni fini. Un'asciugatura accurata non è un'operazione di pulizia, ma un controllo della sensibilità. Se il pezzo è stato risciacquato con acqua, pulito con alcali o recentemente sabbiato e ripulito, l'ispettore dovrebbe essere in grado di dimostrare che la superficie era effettivamente asciutta prima dell'applicazione del penetrante. Nelle saldature di Inconel 601, questo aspetto è particolarmente importante in corrispondenza dei punti di saldatura, delle riparazioni dei crateri e delle zone di rimozione degli attacchi misti, dove le cricche possono essere strette e poco profonde in superficie.
Il terzo elemento saltato è la base di accettazione. Molti prodotti scartati o non accettati derivano da team che utilizzano correttamente il PT ma interpretano le indicazioni in base al documento sbagliato. Le norme ASTM E1417 e ISO 3452-1 indicano come eseguire il processo; non decidono da sole se un'indicazione lineare in corrispondenza di un punto di saldatura è accettabile per il vostro pezzo. La decisione deve essere presa dalla nota di disegno, dallo standard del cliente, dalla sezione del codice o dalla specifica del prodotto. Per i team di approvvigionamento, questo è il momento in cui un fornitore può sembrare disciplinato o rischioso.
Nota finale di ingegneria
Un buon Lista di controllo per la qualità dei test penetranti di Inconel 601 non rende la PT più lenta. Rende la PT difendibile. Questo è importante quando si rilasciano componenti per forni, gruppi di tubi radianti, storte, vassoi, parti di condotti saldati o qualsiasi articolo in Inconel 601 fabbricato che in seguito sarà sottoposto a cicli termici e ossidazione. Per 28Nickel, il valore pratico è semplice: quando un cliente chiede la fornitura di leghe di nichel e l'assistenza tecnica, la conversazione dovrebbe andare oltre il “possiamo fornire il materiale” e passare al “comprendiamo i rischi di ispezione che decidono se il vostro pezzo fabbricato viene effettivamente spedito”. Se il vostro team ha bisogno di una revisione specifica dei requisiti di ispezione delle lamiere, dei tubi, delle barre o delle saldature in Inconel 601, questo è esattamente il tipo di discussione che vale la pena fare prima che compaia il primo NCR.
Domande e risposte correlate
1) Il test con colorante penetrante è sufficiente per la qualità della saldatura dell'Inconel 601?
Non da solo. La PT è intesa per trovare discontinuità aperte alla superficie su materiali non porosi; non dimensiona i difetti sottosuperficiali né sostituisce i metodi volumetrici laddove questi sono richiesti. Per le saldature critiche, la PT è di solito uno dei livelli del piano di ispezione, utilizzato insieme ai requisiti di saldatura, dimensionali e, talvolta, radiografici o ultrasonici previsti dalle specifiche.
2) Qual è il più grande errore di PT sull'Inconel 601?
Il più grande errore sul campo è quello di trattare l'Inconel 601 come un normale prodotto inossidabile, senza prestare particolare attenzione alla colorazione dell'ossido, alle condizioni della superficie asciutta e al controllo dei materiali di consumo per la PT. La lega 601 è ampiamente utilizzata per la sua resistenza all'ossidazione, quindi lo stato della superficie dopo la saldatura o l'esposizione al servizio può agire direttamente contro un PT affidabile se la pulizia e l'asciugatura sono carenti.
3) I criteri di accettazione sono indicati da ASTM E1417 o ISO 3452-1?
No. La norma ASTM E1417 stabilisce i parametri di base per il metodo e richiede una procedura dettagliata, mentre la norma ISO 3452-1 copre il metodo di prova e i requisiti di processo/controllo, ma afferma che non è destinata a essere utilizzata per i criteri di accettazione. L'accettazione deve provenire dal disegno di riferimento, dallo standard del cliente o dal codice/specifica.


