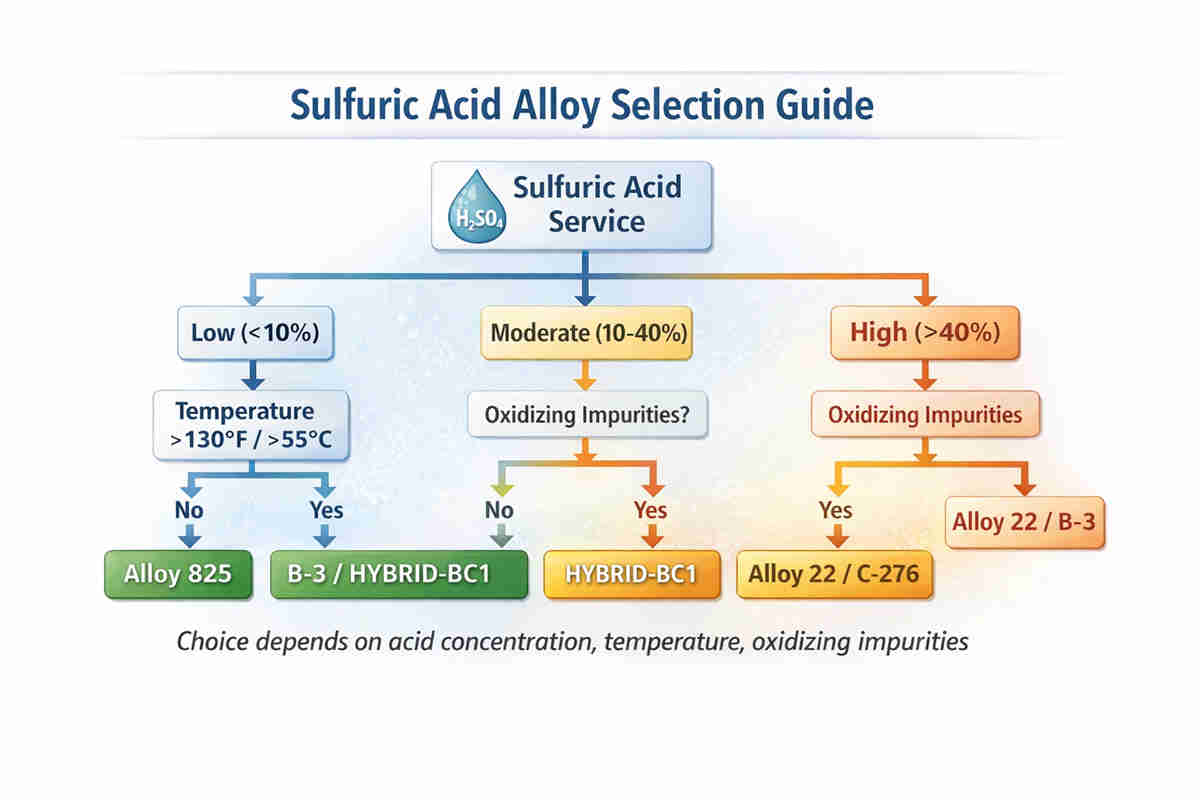
In Alloy 20 welding filler metal selection for valve bodies, the first mistake is assuming that “matching chemistry” alone settles the issue. Alloy 20, or UNS N08020, is used because it handles sulfuric-acid service well, offers useful resistance in chloride-, nitric-, and phosphoric-acid environments, and can usually be fabricated in the welded condition without post-weld heat treatment. That sounds straightforward. In practice, it is not. The right filler depends on whether the joint is Alloy 20 to Alloy 20, Alloy 20 to another alloy, or an overlay/repair area where dilution will shift weld-metal chemistry away from the intended corrosion profile.
For most homogeneous body seams, bonnet neck build-ups, and localized weld repairs, the default answer in Alloy 20 welding filler metal selection for valve bodies is still ER320LR for filo processes and E320LR for covered electrodes. That recommendation is not just tradition. Rolled Alloys states that ER320LR is normally used to weld 20Cb-3/UNS N08020, while Lincoln Electric notes that the LR grade lowers carbon, silicon, phosphorus, and sulfur to reduce hot cracking and micro-fissuring. That is exactly why experienced fabricators prefer 320LR-class fillers over older, less controlled 320 chemistry when restraint and crack sensitivity become real production concerns.
Alloy 20 welding filler metal selection for valve bodies starts with joint type
A sound selection sequence is simple. First, define the base-metal combination. Second, decide whether the corrosion requirement is best met by a compositionally matched deposit or by an over-alloyed one. Third, check how much dilution the joint design will create. In same-alloy welds, 320LR is normally the first candidate because its chemistry was developed around Alloy 20 service conditions. In clad or dissimilar joints, however, dilution from carbon steel or another stainless can move the weld deposit away from the corrosion performance you thought you had specified. Rolled Alloys explicitly recommends minimizing dilution in clad-side welding and even notes that a higher-alloy root pass may be used where steel dilution must be countered.
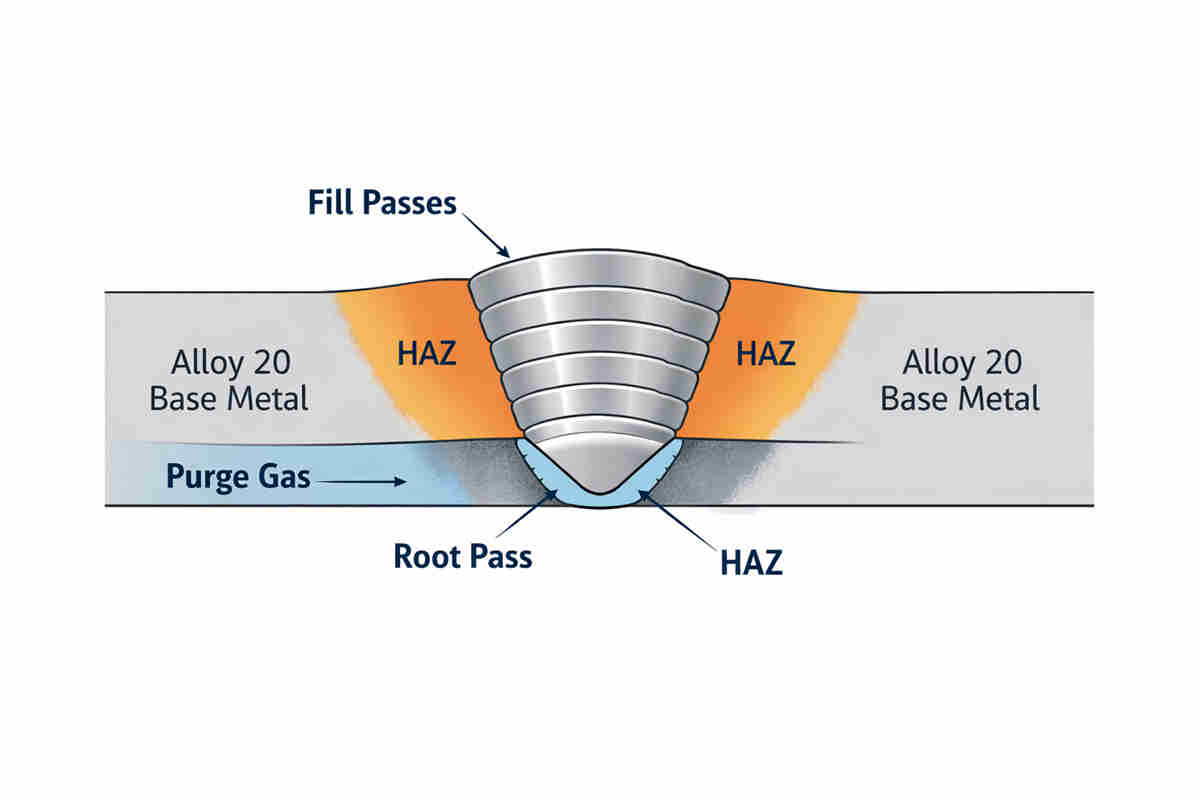
Another point that matters in Alloy 20 welding filler metal selection for valve bodies is process discipline. The fabrication guidance for 20Cb-3 recommends keeping heat input as low as feasible, because increasing arc energy to force wetting or penetration is the wrong fix. For pipe roots and other fully penetrated joints, the same guidance calls for purging to below 5000 ppm oxygen, and it identifies GTAW as the most appropriate repair method. In other words, filler selection cannot be separated from weld procedure quality. A correct consumable in a poorly controlled root pass still produces a bad valve body weld.
Practical filler decision table
| Valve body welding scenario | Recommended filler direction | Why this is usually the right choice |
|---|---|---|
| Alloy 20 to Alloy 20 butt welds, fillets, or standard body repairs | ER320LR / E320LR | Normal choice for welding 20Cb-3/UNS N08020; LR chemistry is designed to reduce hot cracking and micro-fissuring while maintaining corrosion resistance. |
| Thick or restrained Alloy 20 sections where crack control is critical | ER320LR, usually with GTAW root or repair passes | Fabrication guidance favors low heat input and GTAW for repair; 320LR purity improves weldability versus conventional 320 fillers. |
| Alloy 20 clad-to-steel body sections or rebuilds with unavoidable steel dilution | ER320LR for clad layers; consider a higher-alloy buffer/root only if qualification justifies it | Rolled Alloys specifies ER320LR/E320LR on the clad side, while also allowing a higher-alloy root to counter steel dilution in specific cases. |
| Valve component overlay or transition weld where broader localized-corrosion margin is needed | ENiCrMo-3 may be considered | NiCrMo-3 is widely used for nickel-alloy cladding and is specifically cited for valve-component and pipe-ID overlay work with strong pitting/SCC resistance. |
| Unclear dissimilar joint or severe mixed-media service | Do not choose by habit; qualify the WPS with end-user approval | Rolled Alloys states final filler selection for dissimilar joints should be approved by the end user and qualified by the fabricator. |
When Alloy 20 welding filler metal selection for valve bodies should move beyond 320LR
This is where many articles stay too shallow. ENiCrMo-3 is not normally my first-choice answer for a straightforward Alloy 20-to-Alloy 20 valve body weld. A 320LR deposit is closer to the intended Alloy 20 metallurgy and is the established starting point for that job. But Alloy 20 welding filler metal selection for valve bodies changes when the weld is no longer truly homogeneous. If you are building a transition layer, overlaying a component, or qualifying a joint where the service environment is less forgiving than the base alloy selection alone suggests, NiCrMo-3 becomes a serious engineering option because it is an established cladding alloy for valve components and offers strong resistance to pitting and stress-corrosion cracking.
That said, do not use ENiCrMo-3 as a lazy “upgrade” without checking the corrosion logic. In some steel-dilution situations around Alloy 20 cladding, published fabrication guidance actually points even further upward to C-22-class root material rather than assuming one nickel alloy fits every interface. So the real question in Alloy 20 welding filler metal selection for valve bodies is not “Which filler is strongest?” It is: “Which deposited chemistry remains closest to the corrosion requirement after dilution, restraint, heat input, and repair cycles are accounted for?” That is the question a competent WPS qualification must answer.
Before freezing purchase orders, I would verify five items: base-metal MTRs, the mating alloy at every weld interface, actual service chemistry, allowable dilution strategy, and lot-level filler certification. Rolled Alloys specifically recommends that the end user receive mill analysis sheets for the Alloy 20 materials and weld filler metals used in fabrication. For valve manufacturers and EPC buyers, that paperwork is not administrative noise; it is part of corrosion-risk control.

Conclusione
For most production welds, Alloy 20 welding filler metal selection for valve bodies should begin with ER320LR/E320LR, not with a generic nickel filler and not with a guess based on availability. Move to ENiCrMo-3 only when the joint function, dilution pattern, or corrosion margin truly justifies an over-alloyed deposit. If the valve body includes dissimilar interfaces, clad sections, or repeated repair welding, the filler decision belongs inside a qualified WPS backed by corrosion logic, not purchasing habit.
If you are evaluating a valve body drawing, repair plan, or WPS for Alloy 20 service, 28Nickel can help review the joint design, filler choice, and documentation package before you lock the consumables.
Domande e risposte correlate
1. Is ER320LR or ENiCrMo-3 better for a standard Alloy 20 valve body seam?
For a normal Alloy 20-to-Alloy 20 seam, ER320LR is usually the better starting point because it is the standard filler direction for 20Cb-3/UNS N08020 and its low-residual chemistry is designed to reduce hot cracking. ENiCrMo-3 is more appropriate when the weld functions as an overlay, transition, or corrosion-margin upgrade rather than a simple matching-alloy joint.
2. Does Alloy 20 normally require post-weld heat treatment after valve body welding?
Usually no. Published Alloy 20 data indicate welded fabrications are normally used without post-weld heat treatment, and fabrication guidance warns that stress-relief heat treatment for stainless or leghe di nichel is often ineffective or even harmful in welding practice.
3. What is the biggest fabrication mistake in Alloy 20 valve body welding?
Treating filler selection as a catalog choice instead of a dilution-and-corrosion problem. Low heat input, clean purging, and the correct filler class matter together. Even with the right filler, poor oxygen control at the root or excessive dilution can undermine corrosion performance.