










In a gas turbine, a ring is rarely “just a ring.” Nickel alloy forged rings for gas turbines may work as seal rings, casing rings, combustor support rings, retaining rings, spacer rings, or transition-piece hardware. Some sit close to hot gas flow. Others carry bolting loads, resist distortion, or hold tight clearances during repeated start-stop cycles.
The difficult part is not only temperature. It is the combination of temperature gradient, centrifugal force, vibration, oxidation, creep exposure, bolt preload, and low-cycle fatigue. When a forged ring loses roundness, develops microcracks, or shows unstable grain flow, the downstream cost is much larger than the ring itself: turbine outage, rotor rub, leakage loss, reduced efficiency, and emergency procurement.
That is why engineers do not buy nickel alloy forged rings for gas turbines only by outside diameter, inside diameter, and thickness. They buy microstructure, heat-treatment discipline, ultrasonic integrity, machining allowance, and traceability.
Metallurgical Risks Behind Forged Rings for Turbine Service
The first question I ask when reviewing nickel alloy forged rings for gas turbines is simple: what failure mode are we designing against?
For Alloy 718 rings, the strength mainly comes from precipitation hardening, especially gamma double-prime and gamma prime phases. The alloy offers a useful balance of strength, corrosion resistance, weldability, and fatigue resistance. But it is not magic. If the forging temperature, reduction ratio, solution treatment, or aging cycle is poorly controlled, the ring can show coarse grains, uneven recrystallization, delta phase imbalance, segregation bands, or residual stress.
For higher-temperature zones, engineers may consider Waspaloy, Alloy X-750, Alloy 901, or other nickel-based superalloys depending on OEM design, duty cycle, and allowable stress. For cooler corrosion-heavy locations, Alloy 625 may be selected for oxidation and corrosion resistance rather than maximum precipitation-hardened strength.
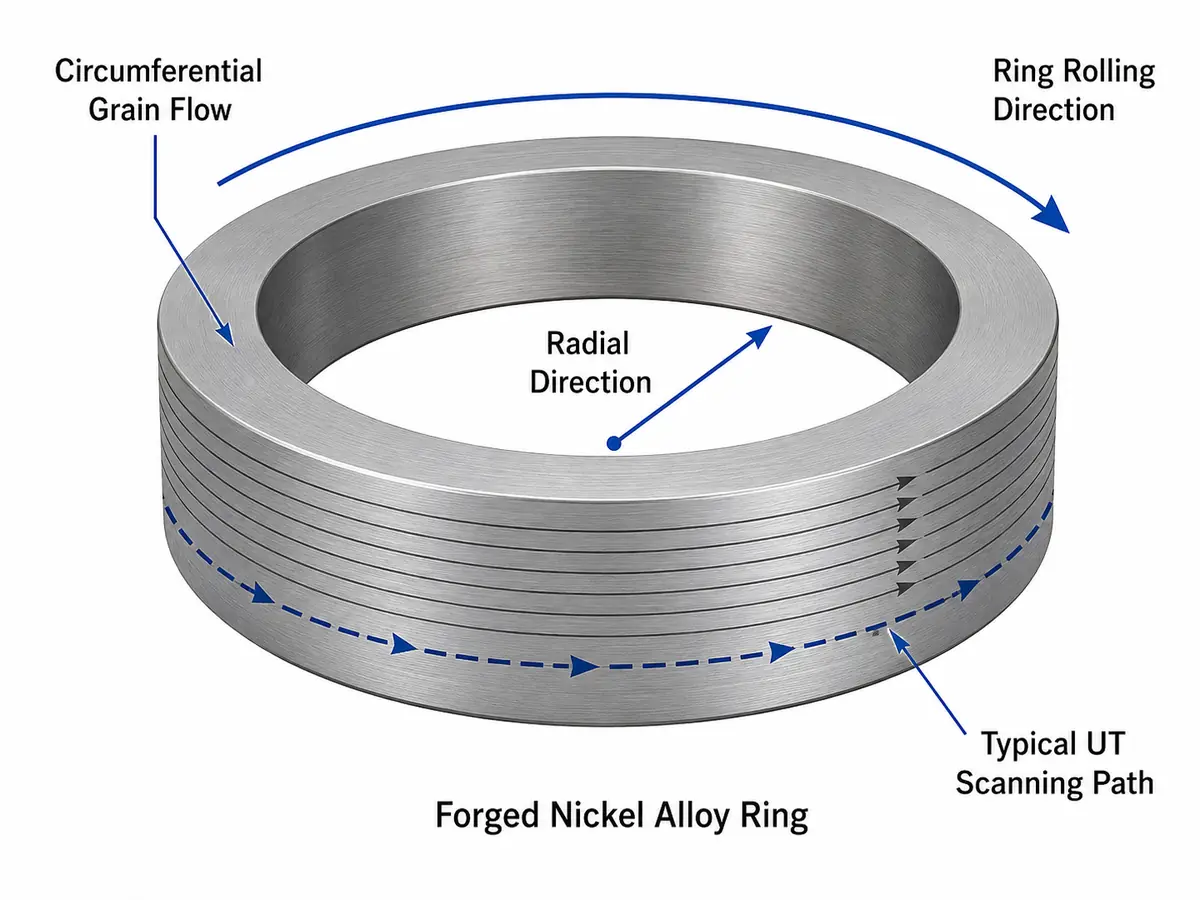
Good nickel alloy forged rings for gas turbines should show continuous circumferential grain flow, stable mechanical properties around the ring, and no harmful internal discontinuities. In practice, this requires controlled billet quality, ring rolling or open-die forging experience, proper intermediate heating, and enough machining stock to remove surface defects and decarburized or contaminated layers.
| Alloy / Grade | Typical Strengthening Mechanism | Common Turbine Ring Use | Key Engineering Concern | Procurement Note |
|---|---|---|---|---|
| Alloy 718 / UNS N07718 | Gamma double-prime + gamma prime precipitation hardening | Seal rings, casing rings, spacers, support rings | LCF, stress rupture, heat-treatment uniformity | Request AMS 5662/5663 or project-specific equivalent when applicable |
| Alloy 625 / UNS N06625 | Solid-solution strengthening by Mo and Nb | Corrosion-resistant rings, ducting, exhaust-side hardware | Strength limitation at high stress and temperature | Good for corrosion/oxidation zones, not always ideal for high-load hot-section rings |
| Alloy X-750 / UNS N07750 | Gamma prime precipitation hardening | Springs, retaining rings, high-temperature fastener-related rings | Relaxation resistance and aging control | Confirm final heat treatment and relaxation data |
| Waspaloy / UNS N07001 | Gamma prime precipitation hardening | Higher-temperature rotating or static ring components | Hot workability, cost, machinability | Use when 718 temperature margin is insufficient |
| Alloy 901 / UNS N09901 | Gamma prime precipitation hardening | Rotor-related rings, bolts, discs in some legacy designs | Thermal stability and specification control | Often tied to OEM or legacy turbine specifications |
How to Specify Nickel Alloy Forged Rings for Gas Turbines
A complete RFQ for nickel alloy forged rings for gas turbines should not stop at dimensions. The specification should define alloy grade, melting route, forging method, heat-treatment condition, mechanical testing, grain size, ultrasonic inspection level, surface inspection, machining allowance, and documentation.
For critical turbine applications, many buyers ask for vacuum induction melting plus vacuum arc remelting, or other approved premium melting routes. The reason is cleanliness. Non-metallic inclusions, centerline segregation, and shrinkage-related discontinuities are not acceptable where cyclic stress and temperature gradients are severe.
Inspection also matters. Ultrasonic testing is usually used to screen internal defects in forged rings. Liquid penetrant inspection can reveal surface-breaking cracks after rough machining. Positive material identification helps avoid alloy mix-up. For export projects, EN 10204 3.1 material certificates, heat-treatment charts, chemical analysis, mechanical test results, UT reports, and dimensional inspection reports should be prepared before shipment.
Engineers should also pay attention to test orientation. Tensile, hardness, impact, and stress-rupture samples may not represent the worst location unless the sampling plan is agreed in advance. For large-diameter nickel alloy forged rings for gas turbines, tangential and radial property differences can be significant. A professional supplier will discuss this before production, not after a quality dispute.
Manufacturing Control: Where Good Rings Are Won or Lost
The quality of nickel alloy forged rings for gas turbines is decided long before final machining. Billet conditioning removes surface cracks and laps. Heating must be uniform. Forging must provide enough deformation to break down cast structure. Ring rolling must avoid excessive local strain, fold formation, and eccentric wall thickness.
After forging, heat treatment becomes the second critical gate. Alloy 718, for example, needs a controlled solution and aging process to develop the desired precipitation-strengthened structure. Too much residual stress may cause movement during machining. Too little attention to cooling and furnace loading may create property variation from one side of the ring to the other.
Machining is not only about achieving tolerance. Thin-walled forged rings may spring open, distort, or become oval if stress relief and machining sequence are not planned well. For this reason, 28Nickel normally recommends staged rough machining, intermediate inspection, stress-relief discussion where allowed by specification, and final machining after dimensional stabilization.
Why Buyers Should Involve the Supplier Early
Many purchasing problems begin with a drawing that looks complete but is metallurgically silent. The buyer requests “Inconel 718 ring, forged, machined,” but does not define heat treatment, acceptance class, test location, or NDT level. The supplier quotes a low price. Then the ring fails UT, hardness, or final dimensional inspection.
For nickel alloy forged rings for gas turbines, the better approach is to involve the material supplier before freezing the PO. A competent supplier can review whether the selected alloy is suitable for the temperature zone, whether the forging route can achieve the required grain size, and whether the machining allowance is realistic. This is especially important for large OD rings, thin-section rings, and rings with asymmetric flanges or bolt patterns.
At 28Nickel, our engineering discussion usually focuses on five points: service temperature, load type, design standard, inspection level, and final machining condition. With these details, we can recommend suitable alloy options, forging routes, and documentation packages for international turbine projects.
Conclusion: Reliability Is Built Into the Ring
The real value of nickel alloy forged rings for gas turbines is not only high nickel content. It is controlled metallurgy, repeatable forging practice, verified internal soundness, and documentation that satisfies engineers, QA teams, and procurement departments.
If your project involves turbine seal rings, casing rings, spacer rings, retaining rings, or custom forged nickel alloy rings, do not start with price alone. Start with the working temperature, stress condition, alloy selection, forging route, NDT requirement, and certificate package. That is where failures are prevented.
28Nickel can support engineers and buyers with alloy comparison, RFQ review, forging feasibility checks, and export-ready technical documentation for nickel alloy forged rings for gas turbines.
Related Q&A
1. What alloy is most commonly used for nickel alloy forged rings for gas turbines?
Alloy 718 is one of the most common choices because it provides a strong balance of high strength, fatigue resistance, oxidation resistance, and weldability. However, final selection depends on temperature, stress, OEM specification, and whether the ring is used in a seal, casing, spacer, or retaining function.
2. Why do forged rings perform better than plate-cut rings in turbine service?
Forged rings can provide circumferential grain flow, better structural continuity, and improved resistance to fatigue and crack propagation. Plate-cut rings may be acceptable for less critical parts, but high-load turbine rings usually benefit from controlled forging or ring rolling.
3. What documents should buyers request for gas turbine forged rings?
Buyers should request chemical composition, mechanical test reports, heat-treatment records, ultrasonic testing reports, surface inspection reports, PMI results when required, dimensional reports, and EN 10204 3.1 or project-specific certificates. For critical nickel alloy forged rings for gas turbines, the inspection plan should be agreed before production.