Quando os engenheiros procuram Hastelloy C-276 seleção de metal de adição para corpos de válvulas, A maioria das pessoas que se interessam por soldadura, raramente fazem uma pergunta genérica sobre soldadura. Normalmente, o corpo da válvula já está na bancada, o fluido de serviço é agressivo, o defeito está desconfortavelmente perto de uma bolsa da sede ou do furo da haste, e alguém no departamento de compras está a perguntar se um enchimento de níquel mais comum pode “fazer o mesmo trabalho”. Nessa situação, a seleção do metal de adição não é um exercício de catálogo. É uma decisão de design de corrosão envolta numa decisão de procedimento de soldadura. O HASTELLOY C-276, UNS N10276, foi desenvolvido como uma liga de Ni-Cr-Mo-W com baixo teor de carbono e baixo teor de silício, especificamente para manter a soldabilidade e, ao mesmo tempo, uma forte resistência a cloretos, ácidos oxidantes e redutores e ataque em fendas.
Para a maioria dos trabalhos de fabrico e reparação de corpos de válvulas, a resposta básica é simples: utilizar metal de enchimento correspondente ao C-276-Isso significa AWS A5.14 ERNiCrMo-4 para GTAW/GMAW e AWS A5.11 ENiCrMo-4 para SMAW. Tanto a Haynes como a Special Metals identificam o material de enchimento C-276 como o consumível pretendido para a soldadura C-276, para juntas dissimilares com aços inoxidáveis e outros ligas de níquel, e para revestimento/cobertura quando é necessária uma maior resistência à corrosão. Este é o ponto de partida correto porque o metal de solda depositado tem de se manter tão próximo quanto possível da química do níquel-crómio-molibdénio-tungsténio da liga de base, e não apenas “algures na família do níquel”.”
Porque é que os corpos das válvulas são menos tolerantes do que os cupões planos
Um cupão de placa pode esconder uma decisão de enchimento medíocre. Um corpo de válvula normalmente não pode. A geometria é mais espessa, a restrição é maior, a diluição pode mudar rapidamente nas áreas de raiz e nos cantos, e a condição de serviço muitas vezes pune até mesmo uma pequena perda de resistência à corrosão por pites ou fissuras. Se adicionarmos a reparação local da fundição, a retificação de misturas, a tolerância de maquinagem ou um hidroteste a jusante, a margem torna-se mais pequena. É por isso que não gosto da substituição casual do enchimento de liga 625 em trabalhos com válvulas C-276 só porque há stock disponível. Os dados de corrosão da Haynes mostram que o C-276 supera a liga 625 em condições de maior concentração de ácido clorídrico e sulfúrico, e os seus dados publicados sobre cloreto férrico também mostram um melhor desempenho em fissuras e fendas. Por outras palavras, a utilização de um enchimento de níquel de liga inferior por conveniência pode mover silenciosamente o depósito de soldadura para o lado mais fraco do equilíbrio da corrosão.
Há outro detalhe que é importante no trabalho real: mesmo quando o metal de solda C-276 permanece altamente resistente à corrosão, o metal soldado ainda não é idêntico ao produto forjado homogéneo. Haynes refere explicitamente que as microestruturas de soldadura não são homogéneas e, por isso, podem apresentar taxas de corrosão um pouco mais elevadas do que o metal de base forjado, apesar de o desempenho global continuar a ser excelente. Para os corpos das válvulas, esta é mais uma razão para minimizar a diluição, evitar a entrada desnecessária de calor e manter a química do metal depositado o mais próximo possível do sistema resistente à corrosão pretendido.
Seleção do metal de adição de soldadura Hastelloy C-276 para corpos de válvulas: a matriz prática
| Cenário do corpo da válvula | Metal de enchimento recomendado | Porque é que esta é a escolha preferida | Nota prática de engenharia |
|---|---|---|---|
| Soldaduras de fabrico C-276 a C-276 | ERNiCrMo-4 / ENiCrMo-4 | Melhor correspondência química com o sistema Ni-Cr-Mo-W da liga de base | Norma de primeira escolha para lojas qualificadas WPS |
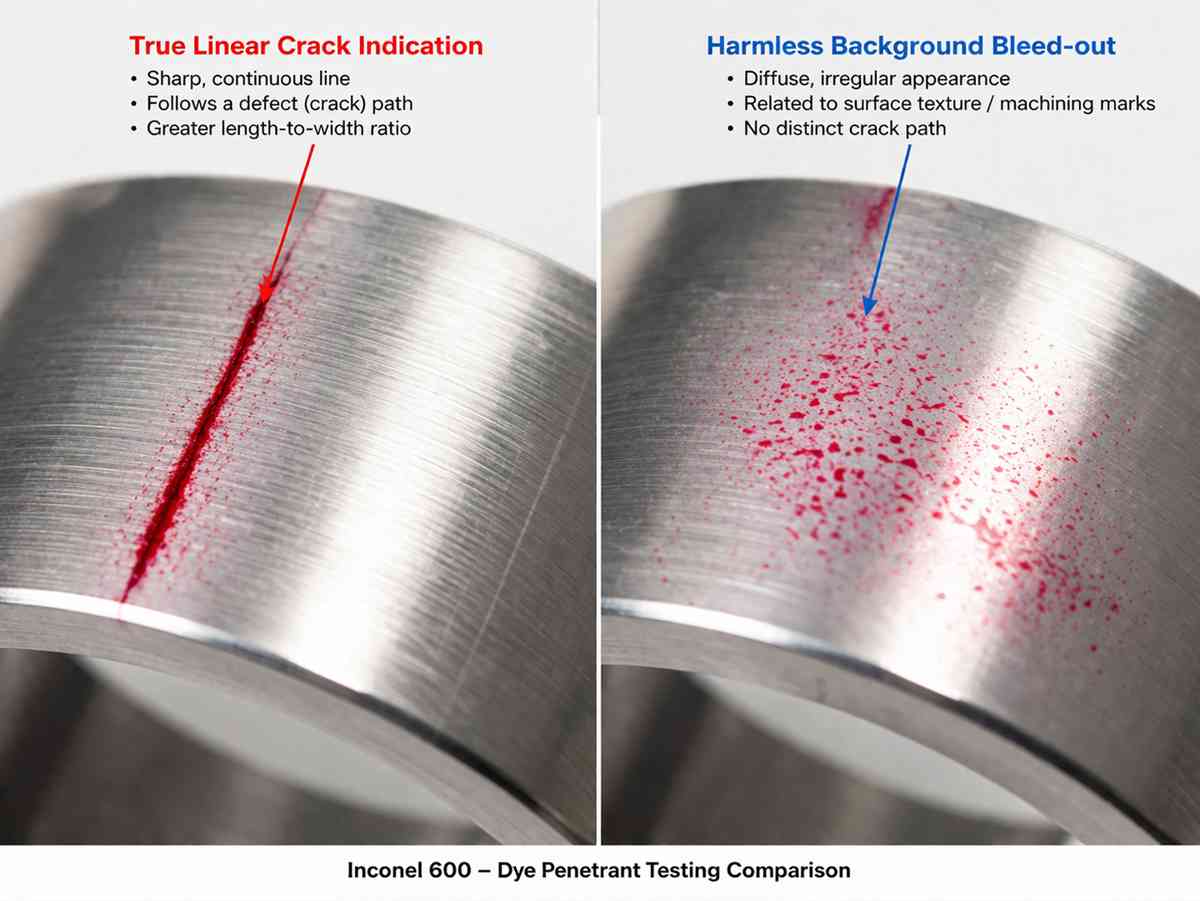
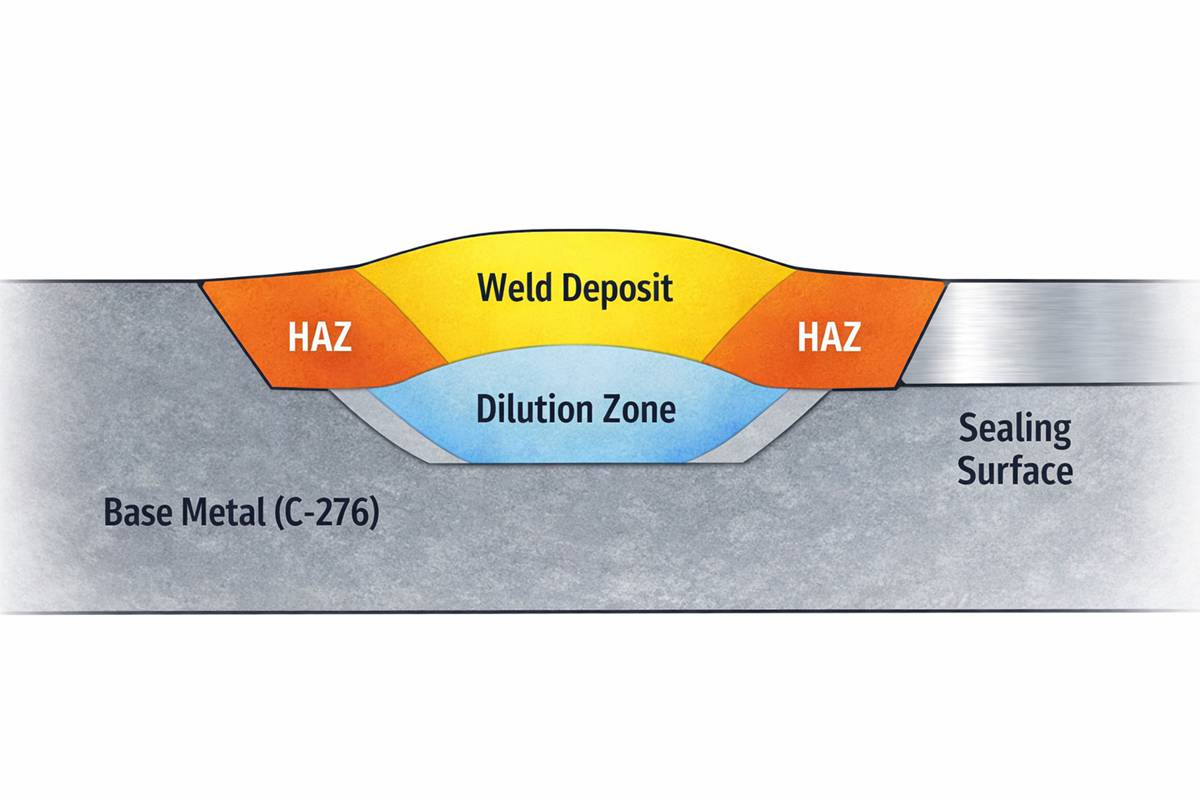
| Reparação local de um corpo de válvula C-276 perto da sede ou do furo | ERNiCrMo-4, de preferência por GTAW para controlo | Menor diluição e melhor colocação das pérolas do que uma abordagem de campo de alta deposição | Dar prioridade ao controlo de contorno, ao PT entre fases e à medida excedente de maquinagem |
| C-276 para aço inoxidável ou outra liga de Ni-Cr-Mo | Normalmente ERNiCrMo-4 após qualificação WPS | Dados do fabricante suportam o material de enchimento C-276 para soldadura dissimilar | Atenção à diluição do lado não ligado; pode justificar-se a aplicação de manteiga |
| C-276 sobreposição/revestimento de componentes de aço | ERNiCrMo-4 | Publicado como adequado para revestimentos e coberturas onde é necessária resistência à corrosão | A química da primeira camada é mais importante porque a diluição é mais elevada nesta camada |
| Reparação no terreno onde o GTAW é impraticável | ENiCrMo-4 (SMAW) | A química da correspondência ainda se mantém | Utilizar apenas com remoção disciplinada de escórias e controlo do perfil |
| Serviço severo de válvula de cloro/ácido misto/cloro húmido | Não fazer a desclassificação por defeito; manter o enchimento C-276 | O C-276 tem um desempenho de corrosão publicado mais forte do que o 625 em vários meios severos | A substituição do material de enchimento deve exigir uma análise da corrosão e não um atalho de compra |
As classificações do material de enchimento na tabela são baseadas nos dados de soldadura da Haynes e da Special Metals. A priorização baseada no cenário - especialmente a ênfase no GTAW para reparação local do corpo da válvula, controlo da diluição e conservadorismo do lado da corrosão - é a conclusão de engenharia que decorre desses dados.
Detalhes do procedimento que são mais importantes do que o rótulo da caixa
O material de enchimento correto pode falhar com o procedimento errado. Para o C-276, a Haynes recomenda superfícies de junta limpas e desengorduradas, gás de apoio de árgon 100% para a passagem de raiz em GTAW ou GMAW, prática de cordão de cordão em vez de tecelagem larga, evitar velocidade de deslocação lenta em secções finas e controlo de temperatura entre passagens geralmente a 200°F / 93°C ou inferior. Também desaconselha o alívio de tensões pós-soldadura no 1200°F / 650°C se for necessário tratamento térmico, a solução de recozimento publicada é 2050°F / 1121°C seguido de um arrefecimento rápido. Estes não são pequenos pormenores. Influenciam diretamente o desempenho da corrosão, a distorção e o risco de transformar uma reparação num ciclo de retrabalho.
Especificamente para corpos de válvulas, normalmente divido a decisão em três questões. Em primeiro lugar, trata-se de uma verdadeira reparação da mesma liga, ou a soldadura vai sofrer uma forte diluição de um acessório de aço, anel de suporte ou camada de manteiga anterior? Em segundo lugar, o serviço é regido por corrosão geral ou por ataque localizado em fendas e zonas de estagnação? Terceiro, o recozimento de solução pós-reparação é realista para a geometria da peça, tolerância dimensional e maquinação do assento a jusante? Se a resposta à segunda pergunta for “o ataque localizado é importante” e a resposta à terceira for “não é possível efetuar um recozimento completo realista”, então a correspondência com o ERNiCrMo-4 torna-se ainda mais importante. Essa é a escolha conservadora da engenharia. Protege o metal de solda que realmente fica em serviço, não o material de enchimento que gostaria de ter depositado.
Uma breve palavra sobre a seleção do processo. O GTAW é normalmente a opção mais limpa para passagens de raiz, reparação de escavação de defeitos de precisão e qualquer coisa próxima de uma área de vedação maquinada. O GMAW pode ser muito eficiente em trabalhos de oficina qualificados, uma vez que o modo de transferência e o gás de proteção estejam sob controlo. O SMAW continua a ser útil para o trabalho de campo, mas nos corpos das válvulas exige mais disciplina na remoção de escória, na mistura de reinício e na limpeza da parede lateral. Por outras palavras, a melhor seleção de metal de adição para corpos de válvulas nunca é apenas uma questão de química; é química mais qualidade do depósito mais controlo da diluição. Os parâmetros de soldadura C-276 publicados pela Haynes e a orientação dos gases de proteção reforçam este ponto muito claramente.

Recomendação final
A minha recomendação é simples e é válida perante engenheiros, inspectores e utilizadores finais: para Seleção de metal de adição de soldadura Hastelloy C-276 para corpos de válvulas, começar por ERNiCrMo-4 / ENiCrMo-4 e só se afastar dessa linha de base quando uma WPS qualificada, uma química de serviço real e uma análise de diluição o justificarem claramente. Não deixar que a disponibilidade de stock decida o projeto de corrosão. No trabalho com válvulas, o depósito de soldadura é frequentemente a metalurgia local mais exposta em todo o componente.
Se a sua equipa estiver a qualificar um novo WPS de reparação ou a comparar o material de enchimento C-276 com o 625 para um trabalho real no corpo da válvula, a forma mais rápida de evitar um erro dispendioso é rever cinco itens antes da soldadura: especificação do material de base, meio de serviço, percurso do processo, espessura da secção e critérios de aceitação. Este é exatamente o tipo de apoio técnico que um comprador sério deve pedir antes de fazer a encomenda.
Perguntas e respostas relacionadas
1) Posso utilizar ERNiCrMo-3 em vez de ERNiCrMo-4 para um corpo de válvula em Hastelloy C-276?
Pode fazer uma soldadura, mas não deve ser a escolha padrão. Para corpos de válvulas C-276, o ERNiCrMo-4 é o mais adequado e preserva melhor o perfil de corrosão Ni-Cr-Mo-W pretendido. Uma substituição precisa de ser justificada pela química real do serviço e por um procedimento qualificado, e não apenas pela disponibilidade do material de enchimento.
2) O SMAW é aceitável para a reparação de um corpo de válvula C-276?
Sim. O ENiCrMo-4 é o elétrodo revestido adequado para SMAW, e os fabricantes publicam-no para a soldadura C-276. Mas para corpos de válvulas, especialmente em torno da geometria de vedação, o GTAW é frequentemente preferido porque permite um controlo mais apertado sobre a colocação do cordão, a diluição e a limpeza.
3) Qual é o maior erro de soldadura nos corpos de válvulas C-276?
Na prática, normalmente não é o arco que está a ser atingido. É a utilização do material de enchimento errado ou o facto de se deixar a entrada de calor e a diluição derivar até o metal de solda final deixar de refletir a intenção do projeto de corrosão. No C-276, o controlo do interpasse, os cordões, as superfícies limpas e a seleção de material de enchimento adequado são mais importantes do que muitas oficinas admitem.