










Когда инженеры ищут Выбор присадочного металла для сварки хастеллоя C-276 для корпусов клапанов, Но они редко задают общий вопрос о сварке. Обычно корпус клапана уже находится на стенде, рабочая жидкость агрессивна, дефект расположен неудобно близко к карману седла или отверстию штока, и кто-то из отдела закупок спрашивает, может ли более распространенный никелевый присадочный материал “сделать ту же работу”. В такой ситуации выбор присадочного металла - это не упражнение по каталогу. Это решение о коррозионной стойкости, обернутое в решение о процедуре сварки. HASTELLOY C-276, UNS N10276, был разработан как низкоуглеродистый, низкокремнистый сплав Ni-Cr-Mo-W специально для сохранения свариваемости при сохранении высокой стойкости к хлоридам, окислительным и восстановительным кислотам, а также к щелевой коррозии.
Для большинства работ по изготовлению и ремонту корпусов клапанов базовый ответ прост: используйте Соответствующий присадочный металл C-276-это значит AWS A5.14 ERNiCrMo-4 для GTAW/GMAW и AWS A5.11 ENiCrMo-4 для ручной дуговой сварки (SMAW). Компании Haynes и Special Metals указывают присадочный материал C-276 в качестве рекомендуемого расходного материала для сварки C-276, для соединения разнородных материалов с нержавеющими сталями и другими никелевыми сплавами, а также для наплавки/плакирования в случаях, когда требуется повышенная коррозионная стойкость. Это правильная отправная точка, поскольку состав наплавленного металла должен быть максимально близок к химическому составу исходного сплава (никель-хром-молибден-вольфрам), а не просто относиться к “семейству никелевых сплавов”.”
Почему корпуса клапанов менее просты, чем плоские купоны
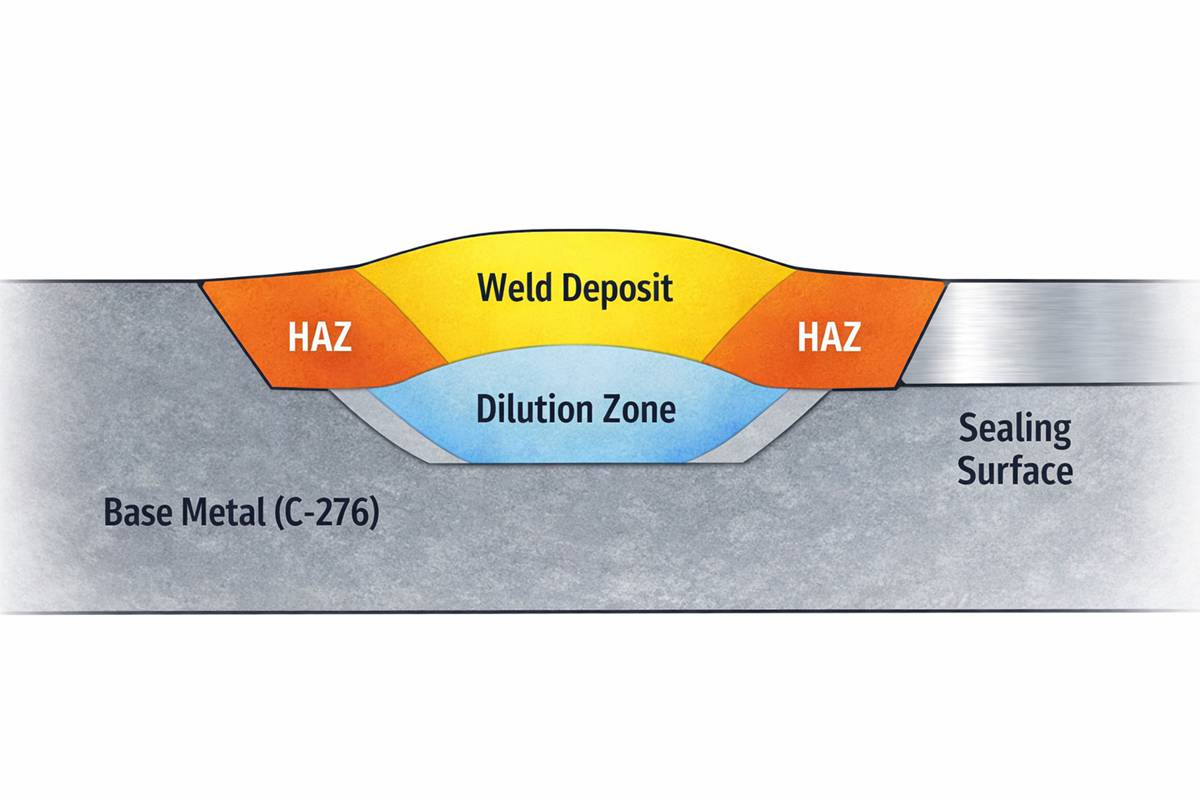
Тарельчатый купон может скрыть посредственное решение по заполнению. Корпус клапана обычно не может. Геометрия толще, ограничения выше, разбавление может быстро меняться в корневых зонах и углах, а условия эксплуатации часто наказывают даже за небольшое снижение стойкости к точечной или щелевой коррозии. Добавьте сюда локальный ремонт отливки, шлифовку шихты, припуск на механическую обработку или гидроиспытания, и маржа станет еще меньше. Вот почему мне не нравится случайная замена сплава 625 присадочным материалом в клапанах из C-276 только потому, что он есть в наличии. Данные Haynes по коррозии показывают, что C-276 превосходит сплав 625 в условиях более высокой концентрации соляной и серной кислоты, а опубликованные данные по хлористому железу также показывают лучшие показатели по питтингам и трещинам. Другими словами, использование никелевого присадочного материала с более низким легированием для удобства может незаметно переместить сварное соединение на слабую сторону коррозионного баланса.
Есть еще одна деталь, которая имеет значение в реальной работе цеха: даже если металл шва C-276 остается высококоррозионным, сваренный металл все равно не идентичен однородному деформируемому изделию. Хейнс прямо отмечает, что микроструктуры сварного шва неоднородны и поэтому могут демонстрировать несколько более высокую скорость коррозии, чем деформируемый основной металл, даже если общие характеристики остаются превосходными. Для корпусов клапанов это еще одна причина минимизировать разбавление, избегать излишнего нагрева и поддерживать химический состав осажденного металла как можно ближе к предполагаемой коррозионно-стойкой системе.
Выбор присадочного металла для сварки хастеллоя C-276 для корпусов клапанов: практическая матрица
| Сценарий клапанной коробки | Рекомендуемый присадочный металл | Почему именно этот вариант является предпочтительным | Практическая инженерная записка |
|---|---|---|---|
| Сварные швы C-276 - C-276 | ERNiCrMo-4 / ENiCrMo-4 | Наилучшее химическое соответствие системе Ni-Cr-Mo-W основного сплава | Стандарт первого выбора для квалифицированного магазина WPS |
| Локальный ремонт корпуса клапана C-276 вблизи седла или отверстия | ERNiCrMo-4, предпочтительно через GTAW для контроля | Меньшее разбавление и лучшее размещение бисера по сравнению с полевым методом с высокой степенью осаждения | Приоритет отдается управлению контурами, PT между этапами и припускам на обработку. |
| C-276 на нержавеющую сталь или другой сплав Ni-Cr-Mo | Обычно ERNiCrMo-4 после квалификации WPS | Данные производителя поддерживают присадки C-276 для сварки разнородных материалов | Следите за разбавлением с нелегированной стороны; возможно, оправдано использование масла |
| C-276 Накладка/ облицовка на стальные детали | ERNiCrMo-4 | Опубликован как подходящий для наплавки и облицовки, где требуется коррозионная стойкость | Химический состав первого слоя имеет наибольшее значение, так как разбавление там самое высокое |
| Ремонт в полевых условиях, где GTAW нецелесообразен | ENiCrMo-4 (SMAW) | Соответствующая химия по-прежнему сохраняется | Используйте его только при дисциплинированном удалении шлака и контроле профиля |
| Эксплуатация клапанов в тяжелых условиях с хлором/смешанной кислотой/мокрым хлором | Не понижайте рейтинг по умолчанию; оставайтесь с наполнителем C-276 | C-276 имеет более высокие показатели опубликованной коррозии, чем 625, в нескольких агрессивных средах | Замена наполнителя должна требовать проверки на коррозию, а не сокращения закупок |
Классификации присадок в таблице основаны на данных по сварке Haynes и Special Metals. Расстановка приоритетов на основе сценариев - особенно акцент на GTAW для локального ремонта корпуса клапана, контроль разбавления и консерватизм со стороны коррозии - является инженерным выводом, который следует из этих данных.
Детали процедуры, которые имеют большее значение, чем этикетка на коробке
Правильный наполнитель все равно может не сработать при неправильной процедуре. Для C-276 Хейнс рекомендует использовать чистые, обезжиренные поверхности швов, аргоновую подложку 100% для корневого прохода в GTAW или GMAW, практику наложения косоуров, а не широкого плетения, избегать низкой скорости перемещения на тонких участках и контролировать межпроходную температуру, как правило, на уровне 200°F / 93°C или ниже. Также не рекомендуется снимать напряжение после сварки в 1200°F / 650°C Если требуется термообработка, то опубликованный отжиг в растворе 2050°F / 1121°C а затем быстрое охлаждение. Это не мелкие детали. Они напрямую влияют на коррозионные характеристики, деформацию и риск превращения ремонта в цикл доработки.
Для корпусов клапанов я обычно разделяю решение на три вопроса. Во-первых, действительно ли это ремонт из того же сплава, или сварной шов будет сильно разбавлен стальным креплением, опорным кольцом или предыдущим слоем масла? Во-вторых, будет ли ремонт сопровождаться общей коррозией или локальным воздействием в щелях и застойных зонах? В-третьих, реален ли отжиг после ремонта с учетом геометрии детали, допусков на размеры и последующей обработки посадочного места? Если ответ на второй вопрос - “локальное воздействие имеет значение”, а ответ на третий - “полный отжиг нереален”, то выбор ERNiCrMo-4 становится еще более важным. Это консервативный инженерный выбор. Он защищает металл шва, который вы фактически оставляете в процессе эксплуатации, а не присадочный материал, который вы хотели бы нанести.
Несколько слов о выборе процесса. GTAW обычно является самым чистым вариантом для корневых проходов, точного устранения дефектов и всего, что близко к обработанной зоне уплотнения. GMAW может быть очень эффективным при квалифицированной цеховой работе, если контролировать режим переноса и защитный газ. SMAW остается полезной для работы в полевых условиях, но для корпусов клапанов она требует большей дисциплины в удалении шлака, смешивании остатков и очистке боковых стенок. Другими словами, выбор лучшего присадочного металла для корпусов клапанов никогда не сводится только к химии; это химия плюс качество отложений плюс контроль разбавления. Опубликованные Haynes параметры сварки по стандарту C-276 и руководство по использованию защитного газа очень четко подкрепляют эту мысль.

Окончательная рекомендация
Моя рекомендация проста, и она хорошо держится перед инженерами, инспекторами и конечными пользователями: для Выбор присадочного металла для сварки хастеллоя C-276 для корпусов клапанов, начните с ERNiCrMo-4 / ENiCrMo-4 и отходить от этого базового уровня только тогда, когда квалифицированный WPS, реальная эксплуатационная химия и анализ разбавления явно оправдывают это. Не позволяйте доступности запасов определять конструкцию коррозии. При работе с арматурой наплавка сварного шва часто является наиболее подверженной локальной металлургии во всем компоненте.
Если ваша команда проводит квалификацию нового ремонтного WPS или сравнивает присадочный материал C-276 с 625 для реальной работы с корпусом клапана, самый быстрый способ избежать дорогостоящей ошибки - проанализировать пять пунктов перед сваркой: спецификацию основного материала, рабочую среду, технологический маршрут, толщину секции и критерии приемки. Это именно та техническая поддержка, которую серьезный покупатель должен запросить перед размещением заказа.
Связанные вопросы и ответы
1) Можно ли использовать ERNiCrMo-3 вместо ERNiCrMo-4 для корпуса клапана из сплава Hastelloy C-276?
Он может обеспечить сварку, но не должен быть выбором по умолчанию. Для корпусов клапанов C-276 более подходящим является ERNiCrMo-4, который лучше сохраняет намеченный профиль коррозии Ni-Cr-Mo-W. Замена должна быть обоснована фактическими эксплуатационными химическими характеристиками и квалифицированной процедурой, а не только наличием наполнителя.
2) Можно ли использовать SMAW для ремонта корпуса клапана C-276?
Да. ENiCrMo-4 является подходящим покрытым электродом для SMAW, и производители публикуют его для сварки C-276. Но для корпусов клапанов, особенно вокруг уплотнительной геометрии, GTAW часто предпочтительнее, поскольку он обеспечивает более жесткий контроль над размещением шарика, разбавлением и очисткой.
3) Какова самая большая ошибка при сварке корпусов клапанов C-276?
На практике, как правило, дело не в ударе дуги. Дело в использовании неправильного присадочного материала или в том, что тепловой поток и разбавление смещаются до тех пор, пока конечный металл шва не перестает отражать замысел коррозионной обработки. При сварке C-276 контроль межпроходного расстояния, шайбы, чистые поверхности и выбор подходящего присадочного материала имеют большее значение, чем признают многие мастерские.