عندما يناقش المهندسون إنكونيل 718 اختيار معدن حشو اللحام لأجسام الصمامات, ، فإن السؤال الحقيقي ليس ببساطة “أي السلك يطابق الكيمياء.” بالنسبة لأجسام الصمامات، خاصةً الأجزاء ذات الجدران السميكة المحتوية على الضغط في خدمة النفط والغاز، يقع اختيار الحشو عند تقاطع قوة معدن اللحام، ومخاطر التشقق، والتخفيف، والمعالجة الحرارية بعد اللحام، وأحيانًا حدود صلابة NACE/API. تحظى سبيكة 718 بشعبية في هذه البيئات لأنها تجمع بين القوة العالية ومقاومة التآكل وقابلية اللحام الجيدة، ولكن يمكن أن تفقد الوصلات الملحومة أداءها إذا سُمح بتطور فصل النيوبيوم أو تكوين طور ليفز أو التشقق الدقيق في HAZ.
هذا هو السبب في أن مهندسي اللحام ذوي الخبرة لا يبدأون بصفحة الكتالوج. بل يبدأون بوظيفة المفصل. هل اللحام داخل حدود الضغط؟ هل يتطلب الرسم قوة قريبة من المعدن الأصلي بعد التقادم؟ هل جسم الصمام مطروق 718 أو API/NACE 718 أو إصلاح على مادة سبق تقادمها؟ هل الوصلة بالكامل من 718 إلى 718، أم أن هناك قطعة انتقالية غير متشابهة في مكان ما في المكدس؟ إلى أن تتم الإجابة على هذه الأسئلة، فإن أي توصية بالحشو غير مكتملة.
ما الذي يحكم حقًا اختيار الحشو على أجسام الصمامات 718
بالنسبة لمعظم أعمال جسم الصمام، يضيق القرار إلى طريقين عمليين. الأول هو حشوة مطابقة وقابلة للتقسية مع العمر, عادةً AWS A5.14 ERNiFeCr-2 / UNS N07718, يستخدم عندما يجب أن يظل اللحام النهائي قريبًا من مستويات قوة السبيكة 718 بعد مسار المعالجة الحرارية المؤهلة. تنص شركة Special Metals على أن معدن الحشو 718 من INCONEL مخصص للحام السبائك 718 و706 وX-750، وأن معدن اللحام قابل للتصلب مع تقدم العمر بخصائص ميكانيكية مماثلة للمعادن الأساسية.
المسار الثاني هو حشوة Ni-Cr-Mo المسبوكة بإفراط في السبك, الأكثر شيوعًا ERNiCrMo-3 (نوع السبيكة 625), تُستخدم عندما تكون الوصلة غير متشابهة، أو عندما يكون هناك تراكب أو زبدة، أو عندما تفوق مخاطر التصنيع المرتبطة برواسب اللحام 718 المطابقة الحاجة إلى مطابقة القوة الكاملة. تضع المعادن الخاصة بشكل صريح معدن الحشو 625 للعديد من الوصلات غير المتشابهة التي تتضمن سبائك النيكل, والفولاذ الكربوني، والفولاذ منخفض السبائك، والفولاذ المقاوم للصدأ، وكذلك لأعمال التسطيح والتراكب.

عندما تكون ERNiFeCr-2 هي الإجابة الصحيحة
إذا كان اللحام من 718 إلى 718، وحدود الضغط، والقوة الحرجة, ، ERNiFeCr-2 هو عادةً أول حشو يتم تقييمه. هذه ليست لغة تسويقية؛ بل هي لغة معدنية. صُممت حشوة 718 لتتصلب مع تقدم العمر. تُدرج ورقة منتج المعادن الخاصة على أنها ERNiFeCr-2 وتُظهر قوة شد لا تقل عن 165 كسي (1138 ميجا باسكال) في حالة التقادم. وهذا هو بالضبط السبب في أنه يظل الخيار المنطقي للحامات التناكبية المحملة بالكامل، أو عمليات إعادة بناء المقاطع أو إجراءات الإصلاح المؤهلة على أجسام الصمامات حيث يفترض أساس التصميم قوة من فئة 718 بدلاً من معدن لحام بديل أكثر ليونة.
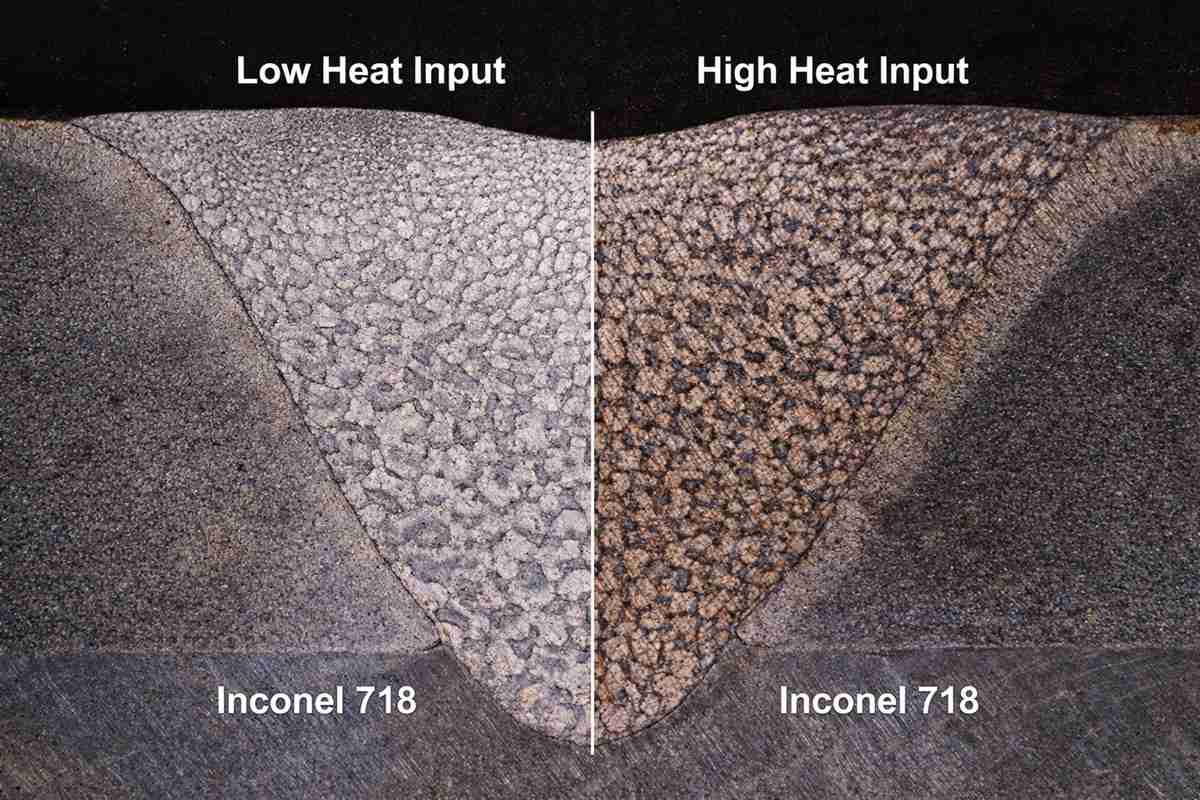
ولكن مطابقة الكيمياء ليست مماثلة لسلوك التصنيع المتسامح. إن الأدبيات حول لحام السبيكة 718 واضحة في هذه النقطة: يمكن أن يعاني معدن اللحام وHZ من الفصل، وتكوين طور ليفز، والتشقق الساخن، والتلف المرتبط بالسيلان إذا لم يتم التحكم في المدخلات الحرارية. تشير أدبيات المراجعة أيضًا إلى أن انخفاض المدخلات الحرارية والتبريد الأسرع يساعدان على تقليل هذه المشكلات. من الناحية العملية، تتطلب حشوة 718 من الناحية العملية في الورشة انضباطًا إجرائيًا - أوجه وصلة نظيفة، وحجم حبة متحكم فيه، ونسج محدود، وتثبيت ثابت للغاية - لأن أجسام الصمامات السميكة تخلق قيودًا تضخم كل خطأ معدني.
عندما يكون ERNiCrMo-3 هو الخيار الهندسي الأكثر ذكاءً
يصبح ERNiCrMo-3 جذابًا عندما يكون التطبيق لا يطلب من معدن اللحام أن يتصرف بشكل كامل مثل معدن 718 المعتق. تدرج المعادن الخاصة معدن الحشو 625 كمادة حشو Ni-Cr-Mo المناسبة للعديد من الوصلات غير المتشابهة وتشير إلى مقاومته القوية للتآكل الموضعي. الحد الأدنى لقوة الشد على ورقة المنتج هو 105 كسي (724 ميجا باسكال), ، وهو أمر محترم، ولكن من الواضح أنه أقل بكثير من فئة الحشو 718 العمرية. هذه الفجوة مهمة. بالنسبة إلى اللحام الهيكلي المحدود الضغط المتوقع أن يحمل حمولة من مستوى 718، عادةً ما يكون الحشو من النوع 625 حل وسط. أما بالنسبة لطبقات الزبدة، أو الوصلات الانتقالية، أو التراكبات، أو الإصلاحات الموضعية غير المطابقة للقوة، فغالبًا ما تكون حلًا وسطًا منطقيًا للغاية.
هذا هو الفارق الدقيق الذي يفتقده الكثير من المشترين: غالبًا ما تقلل الحشوة من نوع 625 من مخاطر التصنيع، ولكنها أيضًا تغير غلاف أداء رواسب اللحام. إذا كان لحام جسم الصمام خارج مسار الضغط الأعلى، أو إذا كانت الوصلة غير متشابهة وكانت مقاومة التآكل بالإضافة إلى تحمل التشقق أكثر أهمية من قوة ما بعد العمر المتطابقة، فقد يكون ERNiCrMo-3 هو القرار الهندسي الأفضل. كما تشير أدبيات اللحام أيضًا إلى أن الحشوات عالية الميو يمكن أن تساعد في كبح ميول التشقق في لحامات 718، وهو ما يتماشى مع سبب تفضيل العديد من الورش لها في الإصلاحات الصعبة.
| سيناريو لحام جسم الصمام | معدن الحشو المفضل | لماذا يُفضل عادةً | ما يجب التحقق منه قبل إطلاق سراحه |
|---|---|---|---|
| لحام حدود الضغط 718 إلى 718 كامل الاختراق 718 إلى 718 | ERNiFeFeCr-2 | قابل للتقوية بالعمر؛ مخصص للحام السبائك 718؛ أقرب طريق لمطابقة القوة | مسار PWHT النهائي، وهدف الشد، والصلابة، والتخفيف، وقبول الاختبار غير القابل للتجربة |
| إصلاح المقطع السميك 718 في منطقة عالية التقييد | ERNiFeCr-2، ولكن فقط مع GTAW/WPS الخاضعة لرقابة مشددة | يحافظ على إمكانية وجود خصائص نهائية من الفئة 718 | ممثل PQR التمثيلي على السماكة، والتحكم في الشقوق، وحالة HAZ، وعمق الإصلاح |
| 718 إلى سبيكة غير قابلة للصدأ أو سبيكة منخفضة التفاصيل الانتقالية | ERNiCrMo-3 | أكثر ملاءمة للعديد من الوصلات غير المتشابهة | قوة لحام معدن اللحام أقل من 718 المعتق، ومسار إجهاد الخدمة، وقبول الكود |
| التلبيس أو التراكب قبل التشغيل الآلي/الربط النهائي | ERNiCrMo-3 | يشيع استخدامها في التراكب والتسطيح على المواد الحديدية | التخفيف، وسُمك الطبقة، وكيمياء الواجهة النهائية |
| إصلاح الختم الموضعي غير المطابق للقوة أو إصلاح المرفق | في كثير من الأحيان ERNiCrMo-3 | المزيد من خط عرض التصنيع حيث تكون القوة الكاملة 718 غير ضرورية | ما إذا كانت المنطقة التي تم إصلاحها تقع داخل غلاف الضغط |
يعكس الجدول أعلاه منطق الاختيار الأكثر قابلية للدفاع عنه من بيانات الشركة المصنعة عن معادن الحشو 718 و625 ومن منشورات اللحام 718 المنشورة عن التشقق والفصل وحساسية مدخلات الحرارة.
الجزء الذي تقلل معظم الفرق من تقديره: الحالة النهائية، وليس الحشو فقط
على الورق، يبدو اختيار الحشو على الورق وكأنه مسألة مستهلكة. في الواقع، إنه في الواقع سؤال الشرط الأخير. قد يتم لحام السبيكة 718 في حالة التلدين أو التقادم المتصلب، ولكن خصائص اللحام النهائية تعتمد على المسار الحراري لما بعد اللحام. تشير بعض الإرشادات الخاصة باللحام 718 إلى أن دورة تقادم بسيطة بعد اللحام يمكن أن تقوي الترسبات مع ترك منطقة منخفضة القوة نسبيًا بالقرب من خط الانصهار. بالنسبة لجسم الصمام، هذا يعني أنه لا يجب عليك أبدًا الموافقة على السلك قبل تثبيت مسار المعالجة الحرارية الفعلية وخصائص القبول بعد اللحام.
وتصبح هذه النقطة أكثر أهمية في أعمال الصمامات ذات الصلة بخدمة الحامض أو API/NACE. تلاحظ شركة Special Metals أن 718 المخصص لتطبيقات حقول النفط يتم إنتاجه وفقًا لمتطلبات صلابة NACE MR0175، ويصف الموردون الذين يخدمون قطاع النفط والغاز أن API/NACE 718 مناسب للمعدات التي تحتوي على الضغط ومعدات التحكم في الضغط في البيئات المسببة للتآكل. لذلك بالنسبة لأجسام الصمامات، لا ينتهي قرار اللحام عندما يتوقف اللحام. لا يزال يتعين عليك تأهيل حالة اللحام مقابل الصلابة والقوة وبيئة الخدمة - وليس فقط الكيمياء ونتائج RT.
اختيار العملية مهم أيضًا. تُظهر أعمال المراجعة المنشورة أن GTAW لا يزال يُستخدم على نطاق واسع لإنتاج وصلات 718 عالية الجودة، في حين أن المدخلات الحرارية العالية ترتبط مباشرةً بمزيد من الفصل الشديد وتكوين الليف. لهذا السبب، في إصلاحات جسم الصمام المقيد، غالبًا ما يكون إجراء GTAW المتحفظ مع مدخلات الحرارة المنضبطة أكثر أمانًا من مطاردة معدل الترسيب. من واقع خبرتي، فإن العديد من حالات فشل “الحشو الخاطئ” هي في الحقيقة عبارة عن فشل في مدخلات الحرارة أو التخفيف أو فشل في تسلسل الإصلاح يرتدي علامة معدن الحشو.
الخاتمة
بالنسبة لمعظم لحامات جسم الصمامات من نفس السبيكة ذات القوة الحرجة, فإن نقطة البداية الصحيحة من الناحية الفنية هي ERNiFeFeCr-2. بالنسبة لـ الوصلات غير المتشابهة، أو الزبدة، أو التراكب، أو الإصلاحات، حيث تكون مقاومة التشقق وهامش التآكل أكثر أهمية من مطابقة قوة 718 الكاملة, ERNiCrMo-3 غالبًا ما يصبح الخيار الأفضل. والإجابة الصحيحة ليست الحشو الذي يتمتع بأكبر قدر من المبيعات؛ بل الحشو الذي لا يزال يفي بمتطلبات القوة والصلابة ومقاومة التشقق ومتطلبات الخدمة بعد دورة اللحام الفعلية ومسار المعالجة الحرارية.
إذا كان فريقك يقوم بتأهيل جسم صمام جديد WPS، أو استكشاف أخطاء إجراء إصلاح، أو مقارنة خيارات الأسلاك لإصدار مشروع, 28النيكل يجب أن يتم إشراكه مبكرًا - قبل شراء معدن الحشو، وليس بعد عودة أول إصلاح متصدع من NDE.
أسئلة وأجوبة ذات صلة
Q1. هل يمكن استخدام ERNiCrMo-3 لإصلاح جسم صمام Inconel 718؟
نعم، ولكن فقط عندما يتم الإصلاح لا تتطلب أن تكون رواسب اللحام مطابقة تمامًا لقوة 718 القديمة. يُستخدم ERNiCrMo-3 على نطاق واسع في الوصلات والتراكبات غير المتشابهة، ويمكن أن يكون خيارًا ذكيًا للإصلاح حيث تكون الأولوية في الإصلاح حيث تكون الأولوية لهامش التشقق ومقاومة التآكل على مطابقة القوة.
Q2. هل ERNiFeFeCr-2 هو الحشو الافتراضي للحامات التناكبية لجسم الصمام 718؟
في معظم الحالات الحرجة من نفس السبيكة وحدود الضغط والقوة الحرجة، نعم. إنه تصنيف الحشو 718 المخصص، وهو قابل للتقوية العمرية، وتصف بيانات الشركة المصنعة خصائصه على أنها قابلة للمقارنة مع السبيكة الأساسية بعد الدورة الحرارية المناسبة.
Q3. هل يؤدي التقادم بعد اللحام إلى استعادة الخصائص الكاملة تلقائيًا في لحام جسم الصمام 718؟
ليس تلقائيًا. يمكن أن يؤدي التقادم بعد اللحام إلى تقوية الترسيب، ولكن التوزيع النهائي للخاصية بالقرب من خط الانصهار يعتمد على اللحام الكامل وتسلسل المعالجة الحرارية. بالنسبة لأجسام الصمامات الحرجة، يجب تأكيد ذلك من خلال تأهيل الإجراءات، وليس افتراضه من تصنيف الحشو وحده.


