Wenn Ingenieure diskutieren Inconel 718 Schweißzusatzwerkstoffauswahl für Ventilgehäuse, … die eigentliche Frage lautet nicht einfach “welche Draht ”… der chemischen Zusammensetzung entspricht.“ Bei Ventilkörpern, insbesondere bei dickwandigen, druckführenden Bauteilen im Öl- und Gassektor, steht die Wahl des Schweißzusatzwerkstoffs im Spannungsfeld zwischen Festigkeit des Schweißguts, Rissbildungspotenzial, Verdünnung, Wärmebehandlung nach dem Schweißen und mitunter den Härtegrenzen gemäß NACE/API. Die Legierung 718 ist in diesen Umgebungen beliebt, da sie hohe Festigkeit, Korrosionsbeständigkeit und gute Schweißbarkeit vereint; dennoch können geschweißte Verbindungen an Leistungsfähigkeit einbüßen, wenn es zu einer Niob-Segregation, der Bildung der Laves-Phase oder zu Mikrorissen in der Wärmeeinflusszone kommt.
Deshalb beginnen erfahrene Schweißingenieure nicht mit einer Katalogseite. Sie gehen von der Funktion der Verbindung aus. Befindet sich die Schweißnaht innerhalb der Druckgrenze? Verlangt die Zeichnung nach der Alterung eine Festigkeit, die der des Grundwerkstoffs nahekommt? Handelt es sich bei dem Ventilkörper um geschmiedetes 718, API/NACE 718 oder um eine Reparatur an zuvor gealtertem Material? Besteht die Verbindung vollständig aus 718-zu-718, oder gibt es irgendwo im Aufbau ein Übergangsstück aus einem anderen Werkstoff? Solange diese Fragen nicht beantwortet sind, ist jede Empfehlung für einen Schweißzusatzwerkstoff unvollständig.
Was ist ausschlaggebend für die Wahl des Dichtungsmaterials bei 718-Ventilkörpern?
Bei den meisten Arbeiten am Ventilkörper hat man im Grunde zwei praktische Möglichkeiten. Die erste ist eine passender, kaltverfestigbarer Füllstoff, in der Regel AWS A5.14 ERNiFeCr-2 / UNS N07718, das verwendet wird, wenn die fertige Schweißnaht nach dem qualifizierten Wärmebehandlungsverfahren nahezu die Festigkeitswerte von Alloy 718 beibehalten muss. Special Metals gibt an, dass INCONEL-Schweißzusatz 718 für das Schweißen von Legierungen 718, 706 und X-750 vorgesehen ist und dass das Schweißgut aushärtbar ist und mechanische Eigenschaften aufweist, die mit denen der Grundwerkstoffe vergleichbar sind.
Die zweite Route ist eine überlegierter Ni-Cr-Mo-Schweißzusatz, am häufigsten ERNiCrMo-3 (Typ Alloy 625), das zum Einsatz kommt, wenn es sich um eine Verbindung unterschiedlicher Werkstoffe handelt, wenn Überlappungs- oder Wannennahtschweißungen erforderlich sind oder wenn das mit einer 718-Schweißnaht verbundene Fertigungsrisiko die Notwendigkeit einer vollständigen Festigkeitsanpassung überwiegt. Special Metals empfiehlt das Schweißzusatzmaterial 625 ausdrücklich für viele Verbindungen unterschiedlicher Werkstoffe, bei denen Nickellegierungen, Kohlenstoffstähle, niedriglegierte Stähle und rostfreie Stähle sowie für das Auftragschweißen und die Aufschweißung.

Wenn ERNiFeCr-2 die richtige Wahl ist
Wenn die Schweißnaht 718-zu-718, druckbegrenzt und festigkeitskritisch, … ist ERNiFeCr-2 in der Regel der erste Zusatzwerkstoff, der geprüft wird. Das ist keine Marketingrhetorik, sondern Metallurgie. Der Zusatzwerkstoff 718 ist auf Aushärtung ausgelegt. Im Produktdatenblatt von Special Metals wird er als ERNiFeCr-2 aufgeführt und weist eine Mindestzugfestigkeit von 165 ksi (1138 MPa) im gealterten Zustand. Genau aus diesem Grund ist es nach wie vor die logische Wahl für vollbelastete Stumpfschweißnähte, den Wiederaufbau von Bauteilen oder qualifizierte Reparaturverfahren an Ventilkörpern, bei denen die Konstruktionsgrundlage eine Festigkeit der Klasse 718 voraussetzt und kein weicheres Ersatzschweißgut.
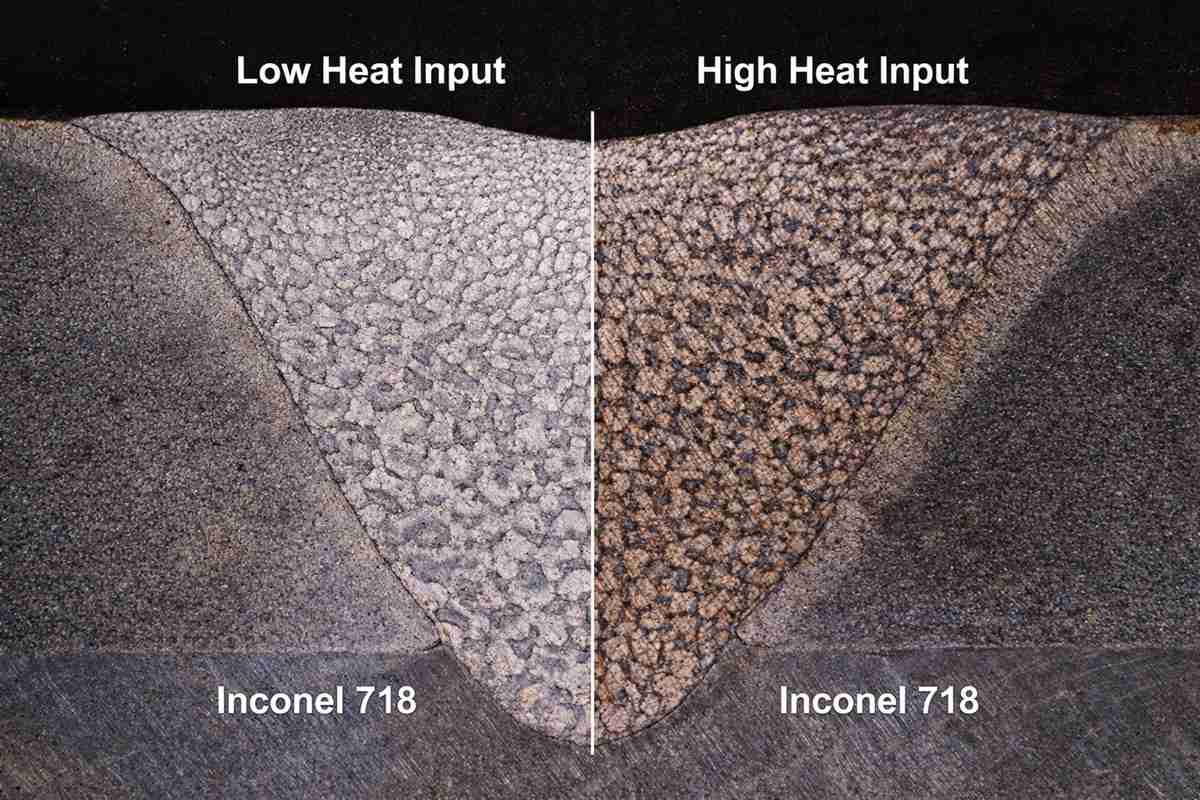
Eine gute chemische Übereinstimmung ist jedoch nicht gleichbedeutend mit einem fehlertoleranten Schweißverhalten. Die Fachliteratur zum Schweißen von Legierung 718 ist in diesem Punkt eindeutig: Das Schweißgut und die Wärmeeinflusszone können unter Entmischung, der Bildung der Laves-Phase, Heißrissen und likationsbedingten Schäden leiden, wenn die Wärmezufuhr nicht kontrolliert wird. Die Fachliteratur weist zudem darauf hin, dass eine geringere Wärmezufuhr und eine schnellere Abkühlung dazu beitragen, diese Probleme zu verringern. In der Praxis erfordert der Einsatz von 718-Zusatzwerkstoff eine strenge Einhaltung der Verfahrensvorschriften – saubere Fugenflächen, kontrollierte Nahtgröße, begrenzte Nahtführung und eine sehr stabile Passung –, da dicke Ventilkörper eine Einschränkung darstellen, die jeden metallurgischen Fehler verstärkt.
Wenn ERNiCrMo-3 die klügere technische Wahl ist
ERNiCrMo-3 ist besonders interessant, wenn die Anwendung nicht mit der Erwartung, dass sich das Schweißgut vollständig wie gealtertes 718 verhält. Special Metals führt Filler Metal 625 als Ni-Cr-Mo-Schweißzusatz auf, der für viele heterogene Verbindungen geeignet ist, und hebt dessen hohe Beständigkeit gegen lokale Korrosion hervor. Die Mindestzugfestigkeit ist im Produktdatenblatt angegeben mit 105 ksi (724 MPa), was zwar respektabel ist, aber deutlich unter der Klasse der gealterten 718-Zusatzwerkstoffe liegt. Dieser Unterschied ist von Bedeutung. Für eine strukturelle Druckgrenznaht, von der erwartet wird, dass sie eine Belastung auf 718-Niveau trägt, ist ein Schweißzusatzwerkstoff vom Typ 625 in der Regel ein Kompromiss. Für Butterlagen, Übergangsverbindungen, Aufschweißungen oder lokale Reparaturen, bei denen keine Festigkeitsanpassung erforderlich ist, ist dies oft ein sehr vernünftiger Kompromiss.
Das ist der feine Unterschied, den viele Käufer übersehen: Füllmaterial vom Typ 625 verringert zwar häufig das Fertigungsrisiko, verändert jedoch auch die Leistungsgrenzen des Schweißguts. Liegt eine Schweißnaht am Ventilkörper außerhalb des Bereichs mit der höchsten Beanspruchung oder handelt es sich um eine Verbindung unterschiedlicher Werkstoffe, bei der Korrosionsbeständigkeit und Rissbeständigkeit wichtiger sind als eine angepasste Festigkeit nach der Alterung, kann ERNiCrMo-3 die bessere technische Entscheidung sein. In der Schweißfachliteratur wird zudem darauf hingewiesen, dass Schweißzusätze mit hohem Mo-Gehalt dazu beitragen können, die Rissneigung bei 718-Schweißkonstruktionen einzudämmen, was erklärt, warum viele Werkstätten sie für schwierige Reparaturen bevorzugen.
| Szenario für das Schweißen von Ventilgehäusen | Bevorzugter Schweißzusatzwerkstoff | Warum dies in der Regel bevorzugt wird | Was muss vor der Freigabe überprüft werden? |
|---|---|---|---|
| Durchschweißung 718-zu-718, druckgebundene Naht | ERNiFeCr-2 | Aushärtbar; vorgesehen für das Schweißen von Alloy 718; der direkteste Weg zur Festigkeitsanpassung | Endgültiger PWHT-Verlauf, Zugfestigkeitsziel, Härte, Verdünnung, NDE-Abnahme |
| Reparatur einer dicken 718-Stelle in einem Bereich mit hoher Einfangwirkung | ERNiFeCr-2, jedoch nur bei streng kontrollierter WIG-Schweißung/WPS | Lässt die Möglichkeit offen, dass die endgültigen Eigenschaften der 718-Klasse beibehalten werden | Repräsentative PQR-Daten zu Dicke, Risskontrolle, Zustand der Wärmeeinflusszone und Reparaturtiefe |
| 718: Übergangsdetail zu Edelstahl oder niedriglegiertem Stahl | ERNiCrMo-3 | Besser geeignet für viele unterschiedliche Verbindungen | Geringere Festigkeit des Schweißzusatzwerkstoffs als bei gealtertem 718, Betriebsbeanspruchung, Zulassung nach Norm |
| Vorbearbeitung oder Auflegen vor der Endbearbeitung/dem endgültigen Zusammenfügen | ERNiCrMo-3 | Wird häufig zum Überziehen und Beschichten von Eisenwerkstoffen verwendet | Verdünnung, Schichtdicke, Chemie der Grenzfläche |
| Lokale Reparatur einer Dichtung oder Befestigung, bei der die Festigkeit nicht übereinstimmt | Häufig ERNiCrMo-3 | Mehr Spielraum bei der Fertigung, wenn die volle Festigkeit des 718 nicht erforderlich ist | Ob der reparierte Bereich innerhalb der Druckhülle liegt |
Die obige Tabelle spiegelt die fundierteste Auswahllogik wider, die sich aus den Herstellerangaben zu den Schweißzusätzen 718 und 625 sowie aus der veröffentlichten Fachliteratur zum Schweißen von 718 in Bezug auf Rissbildung, Entmischung und Wärmeeintragssensitivität ableiten lässt.
Was die meisten Teams unterschätzen: die Endbearbeitung, nicht nur das Ausfüllen
Auf dem Papier scheint die Wahl des Füllmaterials eine Frage der Verbrauchsmaterialien zu sein. In Wirklichkeit ist es jedoch eine Frage zur Endbedingung. Die Legierung 718 kann im geglühten oder ausgehärteten Zustand geschweißt werden, doch die endgültigen Eigenschaften der Schweißkonstruktion hängen von der thermischen Behandlung nach dem Schweißen ab. Einige Leitlinien zum Schweißen von 718 weisen darauf hin, dass ein einfacher Alterungszyklus nach dem Schweißen die Schweißnaht verstärken kann, während in der Nähe der Schmelzgrenze eine Zone mit relativ geringer Festigkeit verbleibt. Für einen Ventilkörper bedeutet dies, dass Sie den Draht niemals freigeben sollten, bevor Sie den tatsächlichen Wärmebehandlungsablauf und die Abnahmeeigenschaften nach dem Schweißen festgelegt haben.
Dieser Punkt gewinnt bei Ventilarbeiten im Bereich „Sour Service“ oder im Zusammenhang mit API/NACE noch mehr an Bedeutung. Special Metals weist darauf hin, dass 718 für Ölfeldanwendungen gemäß den Härteanforderungen von NACE MR0175 hergestellt wird, und Lieferanten für den Öl- und Gassektor beschreiben API/NACE 718 als geeignet für druckführende und druckregulierende Anlagen in korrosiven Umgebungen. Bei Ventilkörpern ist die Entscheidung über die Schweißung also nicht getroffen, sobald der Schweißer seine Arbeit beendet hat. Man muss den Schweißzustand noch hinsichtlich Härte, Festigkeit und Einsatzumgebung qualifizieren – nicht nur anhand der chemischen Zusammensetzung und der RT-Ergebnisse.
Auch die Wahl des Verfahrens spielt eine Rolle. Veröffentlichte Übersichtsarbeiten zeigen, dass das WIG-Schweißen nach wie vor weit verbreitet ist, um hochwertige 718-Verbindungen herzustellen, während eine hohe Wärmezufuhr direkt mit stärkerer Entmischung und Laves-Bildung in Verbindung gebracht wird. Aus diesem Grund ist bei Reparaturen an feststehenden Ventilkörpern ein konservatives WIG-Verfahren mit kontrollierter Wärmezufuhr oft sicherer, als eine hohe Abschmelzleistung anzustreben. Meiner Erfahrung nach sind viele Ausfälle aufgrund “falscher Schweißzusätze” in Wirklichkeit auf Probleme mit der Wärmeeinbringung, der Verdünnung oder der Reparatursequenz zurückzuführen, die fälschlicherweise als Probleme mit dem Schweißzusatz bezeichnet werden.
Schlussfolgerung
Für die meisten Schweißnähte an Ventilkörpern aus dem gleichen Werkstoff, bei denen die Festigkeit entscheidend ist, der technisch korrekte Ausgangspunkt ist ERNiFeCr-2. Für unterschiedliche Verbindungsarten, das Aufschweißen, Überlagerungen oder Reparaturen, bei denen Rissbeständigkeit und Korrosionsschutz wichtiger sind als die vollständige Übereinstimmung der Festigkeit mit 718, ERNiCrMo-3 ist oft die bessere Wahl. Die richtige Antwort ist nicht der Füllstoff mit dem weitreichendsten Anwendungsbereich, sondern der Füllstoff, der auch nach Ihrem tatsächlichen Schweißzyklus und Ihrer Wärmebehandlung die Anforderungen an Festigkeit, Härte, Rissbeständigkeit und Gebrauchstauglichkeit erfüllt.
Wenn Ihr Team eine neue WPS für ein Ventilgehäuse validiert, ein Reparaturverfahren überprüft oder verschiedene Kabeloptionen für eine Projektfreigabe vergleicht, 28Nickel sollten frühzeitig einbezogen werden – noch bevor das Schweißzusatzmaterial gekauft wird, und nicht erst, wenn die erste Reparaturstelle mit Rissen aus der zerstörungsfreien Prüfung zurückkommt.
Verwandte Fragen und Antworten
Frage 1: Kann ERNiCrMo-3 zur Reparatur eines Ventilkörpers aus Inconel 718 verwendet werden?
Ja, aber nur, wenn die Reparatur nicht erfordert, dass das Schweißgut die Festigkeit von gealtertem 718 vollständig erreicht. ERNiCrMo-3 wird häufig für heterogene Verbindungen und Aufschweißungen verwendet und kann eine sinnvolle Wahl für Reparaturen sein, bei denen Rissbeständigkeit und Korrosionsbeständigkeit Vorrang vor der Festigkeitsanpassung haben.
Frage 2: Ist ERNiFeCr-2 der Standardzusatzwerkstoff für Stumpfschweißnähte an 718-Ventilkörpern?
In den meisten Fällen, in denen es um gleichlegierte, druckbeaufschlagte und festigkeitskritische Anwendungen geht, ja. Es handelt sich um die spezielle 718-Zusatzwerkstoffklasse, sie ist aushärtbar, und laut Herstellerangaben sind ihre Eigenschaften nach einem ordnungsgemäßen Wärmebehandlungszyklus mit denen der Grundlegierung vergleichbar.
Frage 3: Werden bei einer Schweißkonstruktion aus 718-Guss für Ventilkörper durch die Nachschweißalterung automatisch die vollen Eigenschaften wiederhergestellt?
Nicht automatisch. Eine Nachlasserung kann die Schweißnaht festigen, doch die endgültige Eigenschaftsverteilung im Bereich der Schmelzgrenze hängt vom gesamten Schweiß- und Wärmebehandlungsablauf ab. Bei kritischen Ventilkörpern muss dies durch eine Verfahrensqualifizierung bestätigt werden und darf nicht allein aufgrund der Klassifizierung des Schweißzusatzwerkstoffs angenommen werden.


