Когда инженеры обсуждают Инконель 718 выбор присадочного металла для сварки корпусов клапанов, на самом деле вопрос заключается не просто в том, “какой провод ”соответствует химическому составу». При изготовлении корпусов клапанов, особенно толстостенных деталей, находящихся под давлением в нефтегазовой отрасли, выбор присадочного материала определяется совокупностью таких факторов, как прочность сварного металла, риск растрескивания, степень разбавления, термообработка после сварки, а также, в некоторых случаях, пределы твердости по стандартам NACE/API. Сплав 718 популярен в таких условиях, поскольку сочетает в себе высокую прочность, коррозионную стойкость и хорошую свариваемость, однако сварные соединения все же могут утратить свои эксплуатационные характеристики, если допустить сегрегацию ниобия, образование фазы Лавеса или микротрещиноватость в зоне термического влияния (ZTV).
Именно поэтому опытные инженеры-сварщики не начинают с каталога. Они начинают с функционального назначения соединения. Находится ли сварной шов внутри корпуса, работающего под давлением? Требуется ли по чертежу прочность, близкая к прочности основного металла, после старения? Является ли корпус клапана кованым из стали 718, API/NACE 718 или это ремонт на ранее состаренном материале? Является ли соединение полностью соединением 718 с 718, или где-то в наслоении имеется переходная деталь из другого материала? Пока на эти вопросы не будут даны ответы, любая рекомендация по присадочному материалу будет неполной.
Что на самом деле определяет выбор наполнителя для корпусов клапанов 718
В большинстве случаев при ремонте корпуса клапана выбор сводится к двум практичным вариантам. Первый — это соответствующий наполнитель, поддающийся старению, как правило AWS A5.14 ERNiFeCr-2 / UNS N07718, применяемый в тех случаях, когда прочность готового сварного шва после прохождения утвержденной схемы термообработки должна оставаться близкой к прочности сплава 718. Компания Special Metals заявляет, что присадочный металл INCONEL 718 предназначен для сварки сплавов 718, 706 и X-750, и что сварочный металл подвергается старению с механическими свойствами, сопоставимыми с свойствами основного металла.
Второй маршрут — это сверхлегированный присадочный материал на основе Ni-Cr-Mo, чаще всего ERNiCrMo-3 (тип сплава 625), применяется в случаях, когда соединяемые материалы разнородны, при наплавке или нанесении слоя, а также когда риск, связанный с выполнением сварного шва из материала 718, превышает необходимость обеспечения полного соответствия прочности. Компания Special Metals явно позиционирует присадочный металл 625 для многих соединений разнородных материалов, в которых никелевые сплавы, углеродистых, низколегированных и нержавеющих сталей, а также для наплавки и наслоения.

Когда ERNiFeCr-2 — это именно то, что нужно
Если сварной шов 718–718, граница давления и критическая прочность, ERNiFeCr-2 обычно является первым присадочным материалом, который следует оценить. Это не маркетинговая фраза, а металлургическая реальность. Присадочный материал 718 разработан для стареющего упрочнения. В техническом паспорте компании Special Metals он указан как ERNiFeCr-2, а его минимальная предел прочности на разрыв составляет 165 кси (1138 МПа) в изношенном состоянии. Именно поэтому он остается логичным выбором для сварки встык с полной нагрузкой, восстановления сечений или проведения квалифицированных ремонтных работ на корпусах клапанов, где в расчетных условиях предполагается прочность класса 718, а не использование более мягкого заменителя присадочного металла.
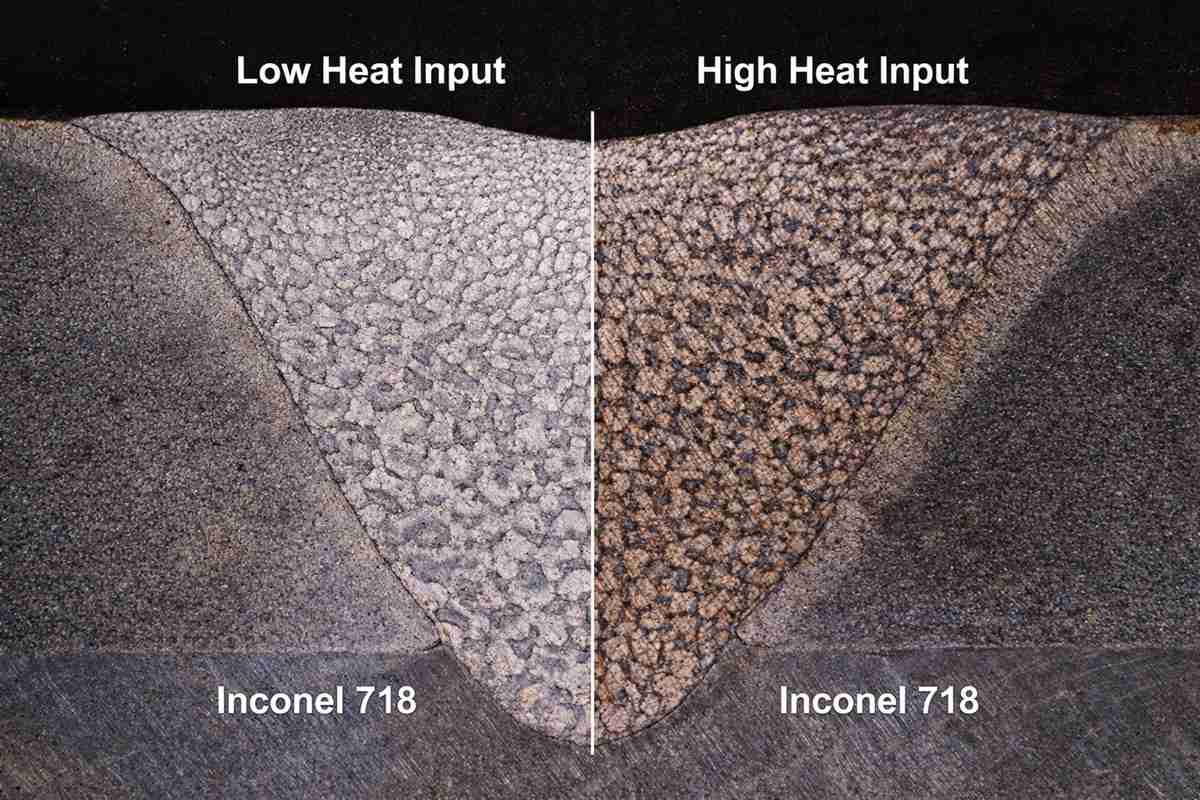
Однако совместимость химического состава не означает, что материал будет терпим к неточностям при изготовлении. В литературе по сварке сплава 718 этот момент четко обозначен: если не контролировать привод теплоты, в сварном шве и зоне термического влияния могут возникать сегрегация, образование фазы Лавеса, горячее растрескивание и повреждения, связанные с ликвидацией. В обзорной литературе также отмечается, что снижение привода тепла и ускорение охлаждения помогают уменьшить эти проблемы. С практической точки зрения, при сварке сплава 718 требуется строгое соблюдение технологических процедур — чистые поверхности стыков, контролируемый размер шва, ограниченное змеевидное движение и очень стабильная посадка деталей — поскольку толстые корпуса клапанов создают удерживающее усилие, которое усиливает каждую металлургическую ошибку.
Когда ERNiCrMo-3 — это более разумный выбор для инженерных решений
ERNiCrMo-3 становится привлекательным материалом, когда речь идет о не требуя, чтобы присадочный металл по своим свойствам полностью соответствовал состару 718. Компания Special Metals указывает, что присадочный металл 625 представляет собой никель-хромо-молибденовый сплав, подходящий для сварки разнородных материалов, и отмечает его высокую стойкость к локальной коррозии. Минимальная предел прочности на разрыв, указанный в техническом паспорте, составляет 105 кси (724 МПа), что является достойным показателем, но явно значительно уступает классу стареющих присадочных материалов 718. Этот разрыв имеет значение. Для сварного шва в несущей конструкции, на который предполагается нагрузка уровня 718, присадочный материал типа 625 обычно является компромиссным решением. Для прокладочных слоев, переходных соединений, наплавок или локальных ремонтов, не требующих соответствия прочности, это часто очень рациональный компромисс.
Вот в чем заключается нюанс, который упускают из виду многие покупатели: Применение наполнителя типа 625 часто снижает риски при изготовлении, но при этом изменяет эксплуатационные характеристики сварного шва. Если сварной шов корпуса клапана находится вне зоны максимальных напряжений или если соединение представляет собой сварку разнородных материалов, при этом коррозионная стойкость и трещиностойкость имеют большее значение, чем соответствующая прочность после старения, то ERNiCrMo-3 может оказаться более целесообразным техническим решением. В литературе по сварке также отмечается, что присадочные материалы с высоким содержанием молибдена могут помочь сдержать склонность к растрескиванию в сварных соединениях из стали 718, что согласуется с тем, почему многие мастерские предпочитают их для сложных ремонтов.
| Схема сварки корпуса клапана | Предпочтительный присадочный материал | Почему это обычно предпочтительнее | Что необходимо проверить перед выпуском |
|---|---|---|---|
| Сварной шов с полным провалом, соединяющий границы давления 718 и 718 | ERNiFeCr-2 | Поддается старению; предназначен для сварки сплава 718; наиболее эффективный способ достижения сопоставимой прочности | Окончательный маршрут термообработки после сварки, целевое значение предела прочности при растяжении, твердость, степень разбавления, приемлемость по результатам неразрушающего контроля |
| Ремонт толстостенного участка 718 в зоне с высокими ограничениями | ERNiFeCr-2, но только при строгом контроле параметров сварки GTAW/WPS | Сохраняет возможность получения окончательных характеристик серии 718 | Показатели PQR, характеризующие толщину, контроль трещин, состояние зоны термического влияния и глубину ремонта |
| Переходная деталь из стали 718 на нержавеющую или низколегированную сталь | ERNiCrMo-3 | Лучше подходит для многих разнородных соединений | Более низкая прочность приваренного металла по сравнению с выдержанной маркой 718, траектория рабочих напряжений, соответствие нормам |
| Нанесение масла или накладка перед окончательной обработкой/соединением | ERNiCrMo-3 | Часто используется для нанесения покрытий и отделки поверхностей на черных металлах | Разбавление, толщина слоя, химический состав конечной границы раздела |
| Ремонт локализованных уплотнений или креплений, не соответствующих требуемой прочности | Часто ERNiCrMo-3 | Большая свобода при изготовлении в случаях, когда не требуется полная прочность 718 | Находится ли отремонтированная зона внутри зоны давления |
Приведенная выше таблица отражает наиболее обоснованную логику выбора, основанную на данных производителей о присадочных материалах 718 и 625, а также на опубликованных данных по сварке сплава 718, касающихся растрескивания, сегрегации и чувствительности к тепловому воздействию.
То, что большинство команд недооценивают: конечный результат, а не просто заполнитель
На первый взгляд выбор наполнителя кажется вопросом, касающимся расходных материалов. На самом деле это Вопрос о конечном условии. Сплав 718 можно сваривать как в отожженном, так и в стареном состоянии, однако конечные свойства сварного изделия зависят от режима термообработки после сварки. В некоторых руководствах по сварке сплава 718 отмечается, что простой цикл старения после сварки может упрочнить наплавку, но при этом оставить зону относительно низкой прочности вблизи линии слияния. Для корпуса клапана это означает, что никогда не следует утверждать проволоку до того, как будут окончательно определены схема термообработки и приемные характеристики после сварки.
Этот момент приобретает еще большее значение при эксплуатации арматуры в условиях работы с сернистой нефтью или в соответствии с требованиями API/NACE. Компания Special Metals отмечает, что сплав 718 для нефтепромыслового применения производится в соответствии с требованиями к твердости NACE MR0175, а поставщики, обслуживающие нефтегазовый сектор, описывают API/NACE 718 как подходящий для оборудования, удерживающего и регулирующего давление в коррозионных средах. Поэтому в случае корпусов клапанов решение о сварке не принимается окончательно, когда сварщик заканчивает работу. Необходимо еще проверить качество сварного соединения на соответствие требованиям по твердости, прочности и условиям эксплуатации — а не только по химическому составу и результатам радиографического контроля.
Важное значение имеет также выбор технологии. Опубликованные обзорные исследования показывают, что для изготовления высококачественных соединений из стали 718 по-прежнему широко используется сварка в среде инертного газа (GTAW), при этом высокая теплоотдача напрямую связана с более выраженной сегрегацией и образованием лавесов. Именно поэтому при ремонте корпусов клапанов в условиях ограниченной свободы движения консервативная технология GTAW с тщательно контролируемой теплоотдачей зачастую является более безопасным вариантом, чем стремление к максимальной скорости наплавки. По моему опыту, многие отказы, связанные с “неправильным присадочным материалом”, на самом деле являются проблемами, связанными с теплоотдачей, разбавлением или последовательностью ремонта, которые маскируются под проблему присадочного материала.
Заключение
Для большинства сварные соединения корпуса клапана из того же сплава, для которых прочность имеет решающее значение, с технической точки зрения правильным отправным пунктом является ERNiFeCr-2. Для разнородные соединения, наплавка, наложение или ремонт, где сопротивление растрескиванию и запас прочности на коррозию важнее, чем полное соответствие прочности стали 718, ERNiCrMo-3 часто оказывается лучшим выбором. Правильным решением будет не тот наполнитель, который рекламируется как наиболее универсальный, а тот, который сохраняет требуемые характеристики прочности, твердости, стойкости к растрескиванию и эксплуатационные свойства после прохождения вашего конкретного цикла сварки и режима термообработки.
Если ваша команда занимается утверждением новой инструкции по сварке корпуса клапана, устранением неполадок в процедуре ремонта или сравнивает варианты проволоки для запуска проекта, 28Никель следует привлекать на раннем этапе — до закупки присадочного металла, а не после того, как результаты неразрушающего контроля первого ремонта трещины будут готовы.
Связанные вопросы и ответы
Вопрос 1. Можно ли использовать сплав ERNiCrMo-3 для ремонта корпуса клапана из Inconel 718?
Да, но только если ремонт не требуется, чтобы проплав сварного шва полностью соответствовал прочности старевшего материала 718. Сплав ERNiCrMo-3 широко применяется для соединения разнородных материалов и наплавки; он может стать оптимальным выбором при ремонте в тех случаях, когда приоритет отдается запасу прочности на растрескивание и коррозионной стойкости, а не соответствию прочности.
Вопрос 2. Является ли присадочный материал ERNiFeCr-2 стандартным материалом для стыковых сварных соединений корпуса клапана из стали 718?
В большинстве случаев, когда речь идет о сварке однородных сплавов с высокими требованиями к прочности и предельной прочности, ответ — да. Это специальная марка присадочного материала 718, поддающаяся старению, и согласно данным производителя, после прохождения соответствующего термического цикла ее свойства сопоставимы со свойствами основного сплава.
Вопрос 3. Восстанавливает ли старение после сварки все свойства сварной конструкции корпуса клапана из стали марки 718?
Не обязательно. Старение после сварки может упрочнить наплавленный слой, однако окончательное распределение свойств вблизи линии сварного соединения зависит от всей последовательности сварки и термообработки. В случае критически важных корпусов клапанов это необходимо подтвердить путем аттестации технологии, а не исходить исключительно из классификации присадочного материала.


