Wenn Ingenieure suchen nach Hastelloy C-276 Schweißzusatzwerkstoffauswahl für Ventilgehäuse, Sie stellen selten eine allgemeine Frage zum Schweißen. In der Regel liegt ein Ventilkörper bereits auf der Werkbank, die Betriebsflüssigkeit ist aggressiv, der Defekt sitzt unangenehm nahe an einer Sitztasche oder einer Spindelbohrung, und jemand aus dem Einkauf fragt, ob ein gängigerer Nickelzusatzwerkstoff “die gleiche Arbeit leisten kann”. In dieser Situation ist die Wahl des Zusatzwerkstoffs keine Katalogentscheidung. Es ist eine Entscheidung über das Korrosionsdesign, die mit einer Entscheidung über das Schweißverfahren verbunden ist. HASTELLOY C-276, UNS N10276, wurde als kohlenstoff- und siliziumarme Ni-Cr-Mo-W-Legierung speziell entwickelt, um die Schweißbarkeit zu erhalten und gleichzeitig eine hohe Beständigkeit gegen Chloride, oxidierende und reduzierende Säuren sowie Spaltangriffe zu gewährleisten.
Für die meisten Arbeiten zur Herstellung und Reparatur von Ventilgehäusen ist die grundlegende Antwort einfach: Verwenden Sie Passend zu C-276 Schweißzusatzwerkstoff-das heißt AWS A5.14 ERNiCrMo-4 für GTAW/GMAW und AWS A5.11 ENiCrMo-4 für das Stumpfschweißen. Sowohl Haynes als auch Special Metals nennen C-276 als Schweißzusatzwerkstoff für das Schweißen von C-276, für ungleiche Verbindungen mit nichtrostenden Stählen und anderen Nickellegierungen, und für Auftragschweißungen, bei denen eine erhöhte Korrosionsbeständigkeit erforderlich ist. Das ist der richtige Ausgangspunkt, denn das aufgetragene Schweißgut muss so nah wie möglich an der Nickel-Chrom-Molybdän-Wolfram-Chemie der Basislegierung bleiben, nicht nur “irgendwo in der Nickel-Familie”.”
Warum Ventilkörper weniger nachsichtig sind als flache Coupons
Ein Plattencoupon kann eine mittelmäßige Entscheidung über den Füllstoff verbergen. Bei einem Ventilkörper ist das normalerweise nicht möglich. Die Geometrie ist dicker, die Beanspruchung ist höher, die Verdünnung kann sich im Wurzelbereich und an den Ecken schnell ändern, und die Betriebsbedingungen bestrafen oft selbst einen kleinen Verlust an Lochfraß- oder Spaltkorrosionsbeständigkeit. Wenn dann noch lokale Gussreparaturen, Verschnittschleifen, Bearbeitungszugaben oder ein nachgeschalteter Hydrotest hinzukommen, wird der Spielraum noch kleiner. Aus diesem Grund halte ich nichts von der gelegentlichen Verwendung von Alloy 625 als Füllstoff für C-276-Ventile, nur weil es auf Lager ist. Die Korrosionsdaten von Haynes zeigen, dass C-276 die Legierung 625 in höher konzentrierten Salz- und Schwefelsäurebedingungen übertrifft, und die veröffentlichten Eisenchloriddaten zeigen auch eine bessere Leistung bei Lochfraß und Spaltbildung. Mit anderen Worten, die Verwendung eines niedrig legierten Nickelzusatzes kann das Schweißgut aus Bequemlichkeit auf die schwache Seite der Korrosionsbilanz verschieben.
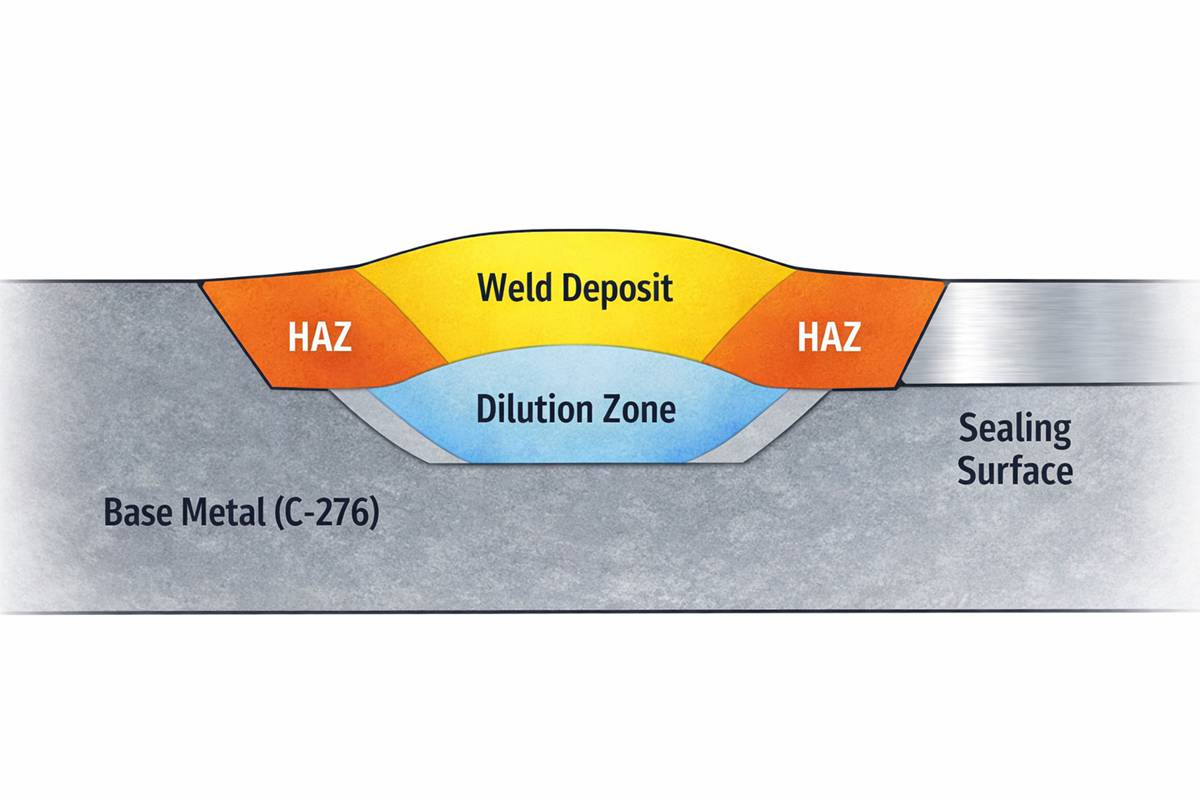
Es gibt noch ein weiteres Detail, das in der Praxis von Bedeutung ist: Selbst wenn das C-276-Schweißgut hoch korrosionsbeständig ist, ist das geschweißte Metall nicht mit dem homogenen Knetprodukt identisch. Haynes weist ausdrücklich darauf hin, dass die Mikrostrukturen der Schweißnähte inhomogen sind und daher etwas höhere Korrosionsraten aufweisen können als das Grundmetall aus Knete, obwohl die Gesamtleistung hervorragend bleibt. Bei Ventilgehäusen ist dies ein weiterer Grund, die Verdünnung zu minimieren, unnötige Wärmezufuhr zu vermeiden und die Chemie des aufgetragenen Metalls so nah wie möglich an das beabsichtigte korrosionsbeständige System zu halten.
Hastelloy C-276 Schweißzusatzwerkstoffauswahl für Ventilgehäuse: die praktische Matrix
| Ventilkörper-Szenario | Empfohlener Zusatzwerkstoff | Warum dies die beste Wahl ist | Praktische technische Hinweise |
|---|---|---|---|
| C-276 zu C-276 Fertigungsschweißungen | ERNiCrMo-4 / ENiCrMo-4 | Beste chemische Übereinstimmung mit dem Ni-Cr-Mo-W-System der Basislegierung | Standard erste Wahl für qualifizierte Shop-WPS |
| Lokale Reparatur eines C-276-Ventilkörpers in der Nähe von Sitz oder Bohrung | ERNiCrMo-4, vorzugsweise durch GTAW zur Kontrolle | Geringere Verdünnung und bessere Platzierung der Raupen als bei einer Methode mit hohem Ablagerungsfeld | Konturenkontrolle, PT zwischen Stufen und Bearbeitungsaufmaß priorisieren |
| C-276 zu rostfreiem Stahl oder einer anderen Ni-Cr-Mo-Legierung | Normalerweise ERNiCrMo-4 nach WPS-Qualifizierung | Herstellerdaten unterstützen C-276-Zusatzwerkstoff für das Schweißen von Mischpolymeren | Achten Sie auf die Verdünnung von der Nicht-Legierungsseite aus; das Buttern kann gerechtfertigt sein |
| C-276 Überzug/Verkleidung auf Stahlbauteilen | ERNiCrMo-4 | Veröffentlicht als geeignet für Überzüge und Verkleidungen, wo Korrosionsbeständigkeit erforderlich ist | Die Chemie der ersten Schicht ist am wichtigsten, weil die Verdünnung dort am größten ist. |
| Reparatur vor Ort, wo GTAW nicht praktikabel ist | ENiCrMo-4 (SMAW) | Die Chemie stimmt immer noch überein | Verwendung nur bei disziplinierter Schlackenentfernung und Profilkontrolle |
| Schwere Chlorid-/Mischsäure-/Chlornass-Ventilanwendungen | Nicht standardmäßig herabstufen, sondern bei C-276 Füllstoff bleiben | C-276 hat eine höhere Korrosionsbeständigkeit als 625 in mehreren schweren Medien | Die Substitution von Füllstoffen sollte eine Korrosionsprüfung erfordern, nicht eine Abkürzung im Einkauf. |
Die Klassifizierung der Schweißzusätze in der Tabelle basiert auf den Schweißdaten von Haynes und Special Metals. Die szenariobasierte Priorisierung - insbesondere die Betonung von WIG für die lokale Reparatur des Ventilgehäuses, die Kontrolle der Verdünnung und die Konservierung auf der Korrosionsseite - ist die technische Schlussfolgerung, die aus diesen Daten folgt.
Verfahrensdetails, die wichtiger sind als das Etikett auf der Verpackung
Auch der richtige Füllstoff kann bei einem falschen Verfahren versagen. Für C-276 empfiehlt Haynes saubere, entfettete Fugenoberflächen, Argon 100% als Stützgas für den Wurzellauf beim WIG- oder MSG-Schweißen, die Verwendung von Wülsten anstelle einer breiten Verflechtung, die Vermeidung von langsamen Fahrgeschwindigkeiten bei dünnen Abschnitten und eine Zwischenlagentemperaturregelung, die generell bei 200°F / 93°C oder weniger. Er rät auch vom Spannungsabbau nach dem Schweißen in der 1200°F / 650°C Bereich; wenn eine Wärmebehandlung erforderlich ist, ist die veröffentlichte Lösungsglühung 2050°F / 1121°C gefolgt von einer schnellen Abkühlung. Das sind keine kleinen Details. Sie wirken sich direkt auf die Korrosionsleistung, den Verzug und das Risiko aus, dass eine Reparatur zu einer Nacharbeitsschleife wird.
Speziell bei Ventilgehäusen unterteile ich die Entscheidung normalerweise in drei Fragen. Erstens: Handelt es sich um eine echte Reparatur mit derselben Legierung, oder wird die Schweißnaht durch eine Stahlbefestigung, einen Stützring oder eine frühere Butterschicht stark verdünnt? Zweitens: Ist die Reparatur von allgemeiner Korrosion oder von lokalem Angriff in Spalten und stagnierenden Zonen geprägt? Drittens: Ist das Lösungsglühen nach der Reparatur realistisch für die Teilegeometrie, die Maßtoleranz und die nachfolgende Bearbeitung des Sitzes? Wenn die Antwort auf die zweite Frage lautet, dass ein lokaler Angriff von Bedeutung ist, und die Antwort auf die dritte Frage, dass ein vollständiges Nachglühen nicht realistisch ist, dann wird die Auswahl von ERNiCrMo-4 noch wichtiger. Dies ist die konservative technische Wahl. Sie schützt das Schweißgut, das man im Betrieb tatsächlich zurücklässt, und nicht den Zusatzwerkstoff, den man gerne aufgebracht hätte.
Ein kurzes Wort zur Verfahrensauswahl. WIG ist in der Regel die sauberste Option für Wurzelschweißungen, Reparaturen von Präzisionsfehlern und alles, was sich in der Nähe eines bearbeiteten Dichtungsbereichs befindet. Das MSW-Verfahren kann bei qualifizierten Arbeiten in der Werkstatt sehr effizient sein, sobald der Übertragungsmodus und das Schutzgas unter Kontrolle sind. Das MSG-Verfahren ist nach wie vor nützlich für die Arbeit vor Ort, erfordert aber bei Ventilgehäusen mehr Disziplin bei der Schlackenentfernung, der Wiederanlaufmischung und der Seitenwandsäuberung. Mit anderen Worten, bei der Auswahl des besten Schweißzusatzes für Ventilgehäuse geht es nie nur um die Chemie, sondern um Chemie plus Einlagenqualität plus Verdünnungssteuerung. Die von Haynes veröffentlichten C-276-Schweißparameter und Schutzgasrichtlinien unterstreichen diesen Punkt sehr deutlich.

Abschließende Empfehlung
Meine Empfehlung ist einfach, und sie hält sich gut vor Ingenieuren, Inspektoren und Endverbrauchern: für Hastelloy C-276 Schweißzusatzwerkstoffauswahl für Ventilgehäuse, beginnen Sie mit ERNiCrMo-4 / ENiCrMo-4 und weichen Sie nur von dieser Basislinie ab, wenn eine qualifizierte WPS, die tatsächliche Betriebschemie und eine Verdünnungsanalyse dies eindeutig rechtfertigen. Lassen Sie die Verfügbarkeit des Materials nicht über das Korrosionsdesign entscheiden. Bei der Arbeit an Ventilen ist das Schweißgut oft die am stärksten exponierte lokale Metallurgie des gesamten Bauteils.
Wenn Ihr Team ein neues Reparatur-WPS qualifiziert oder C-276-Zusatzwerkstoff mit 625-Zusatzwerkstoff für eine echte Ventilkörperarbeit vergleicht, ist der schnellste Weg, einen teuren Fehler zu vermeiden, die Überprüfung von fünf Punkten vor dem Schweißen: Grundwerkstoffspezifikation, Betriebsmedium, Verfahrensweg, Querschnittsdicke und Abnahmekriterien. Das ist genau die Art von technischer Unterstützung, um die ein seriöser Käufer bitten sollte, bevor er den Auftrag erteilt.
Verwandte Fragen und Antworten
1) Kann ich ERNiCrMo-3 anstelle von ERNiCrMo-4 für ein Hastelloy C-276 Ventilgehäuse verwenden?
Es kann eine Schweißnaht erzeugen, sollte aber nicht die Standardwahl sein. Bei C-276-Ventilgehäusen ist ERNiCrMo-4 die bessere Wahl und bewahrt das beabsichtigte Ni-Cr-Mo-W-Korrosionsprofil besser. Eine Substitution muss durch die tatsächliche Betriebschemie und ein qualifiziertes Verfahren gerechtfertigt sein, nicht allein durch die Verfügbarkeit des Schweißzusatzes.
2) Ist SMAW für die Reparatur eines C-276-Ventilkörpers akzeptabel?
Ja. ENiCrMo-4 ist die passende umhüllte Elektrode für das MSG-Schweißen und wird von den Herstellern für das C-276-Schweißen veröffentlicht. Bei Ventilgehäusen, insbesondere im Bereich der Dichtungsgeometrie, wird jedoch oft die WIG bevorzugt, da sie eine bessere Kontrolle über die Raupenplatzierung, die Verdünnung und die Reinigung ermöglicht.
3) Was ist der größte Schweißfehler bei C-276-Ventilkörpern?
In der Praxis ist es meist nicht der Lichtbogen, der zündet. Es ist die Verwendung des falschen Schweißzusatzes oder die Abweichung von Wärmezufuhr und Verdünnung, bis das endgültige Schweißgut nicht mehr dem Korrosionsdesign entspricht. Bei C-276 sind Zwischenlagenkontrolle, Schweißraupen, saubere Oberflächen und die Wahl des richtigen Schweißzusatzes wichtiger, als viele Betriebe zugeben.