Wenn Ingenieure einen Antrag auf Inconel 600 Checkliste für die Qualität der Farbeindringprüfung, In der Regel jagen sie nicht dem Papierkram hinterher. Sie versuchen, eine bekannte Fehlerart zu vermeiden: eine sauber aussehende Oberfläche, hinter der sich jedoch ein offener Riss, ein Schmelzfehler an einer Schweißnaht oder ein Verarbeitungsfehler verbirgt, der erst nach dem Versand, dem Beizen oder dem ersten thermischen Zyklus offensichtlich wird. Bei Inconel 600 ist diese Sorge berechtigt. Diese Nickel-Chrom-Legierung wird häufig für Hitze-, Korrosions- und chloridhaltige Anwendungen ausgewählt, aber ihr Wert im Einsatz ist nur so gut wie die Disziplin bei der Prüfung.
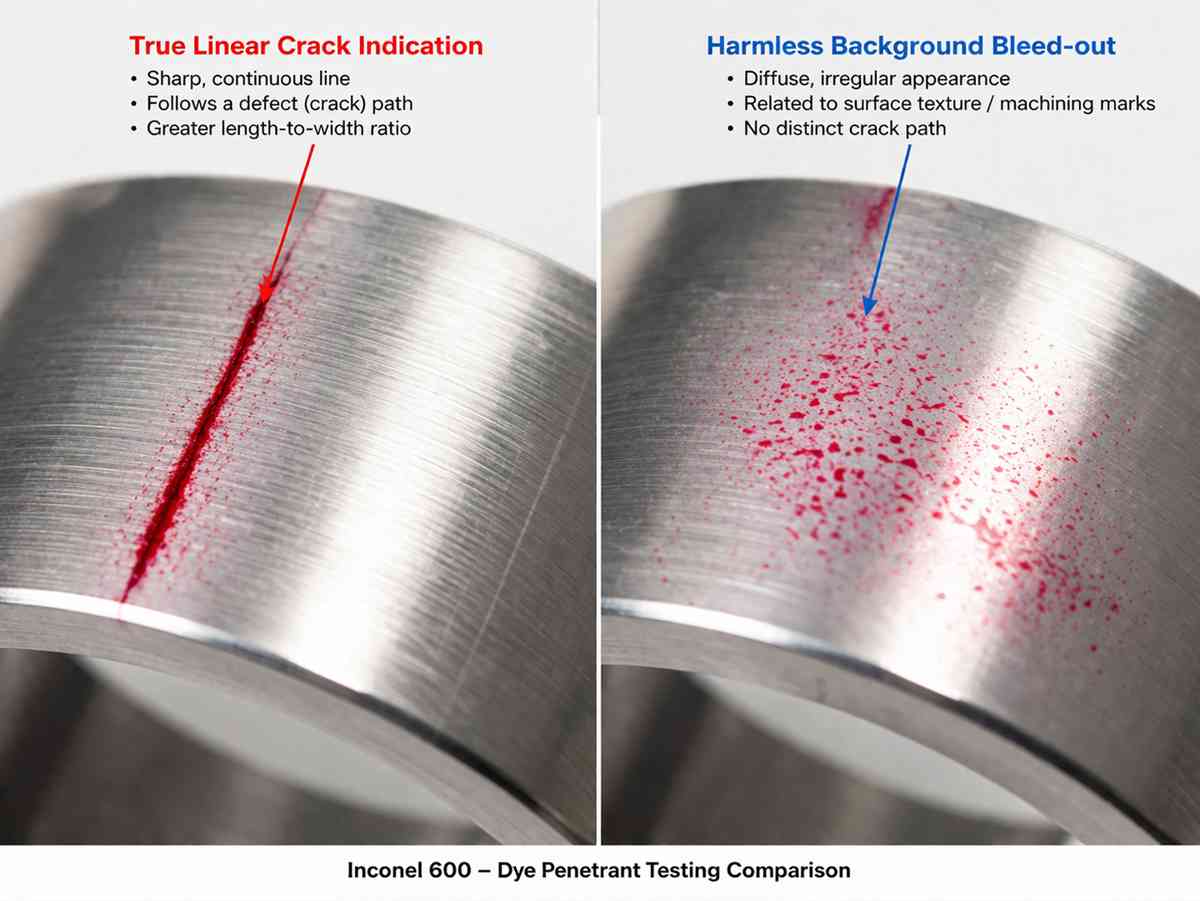
Die Farbeindringprüfung (Dye Penetrant Testing, PT) wird oft als Routineschritt bei der Freigabe behandelt. Das ist ein Fehler. Bei Inconel 600 Blechen, Rohren, Schmiedeteile, Bei bearbeiteten Teilen und Schweißstücken ist PT sehr empfindlich gegenüber dem Oberflächenzustand, der Reinigungsqualität, der Beseitigung von Wärmeschäden, der Verweilzeitkontrolle, der Beleuchtung und der Fähigkeit des Prüfers, echte lineare Anzeigen von harmlosen geometriebedingten Ausblutungen zu unterscheiden. Ein bestandener Bericht bedeutet wenig, wenn der Prozess schwach war.
Warum PT bei Inconel 600 so wichtig ist
Inconel 600 ist nicht magnetisch, so dass eine Magnetpulverprüfung nicht in Frage kommt. Das macht die Flüssigkeitseindringprüfung zu einer der praktischsten Methoden, um oberflächliche Unregelmäßigkeiten vor der endgültigen Auslieferung zu erkennen. In der realen Produktion sind die Defekte, die Anlass zur Sorge geben, selten dramatisch. Sie sind oft fein, dicht und diskontinuierlich: Schleifrisse, Kraterrisse, Risse in der Schweißnaht, Bearbeitungsrisse, durch Beizen geöffnete Oberflächenporosität oder lokalisierte lineare Anzeichen neben reparierten Bereichen.
Es gibt eine weitere Komplikation. Nickellegierungen verzeihen Sie keine schlampige Oberflächenvorbereitung. Hitzeverfärbungen, verschmiertes Metall von aggressiver Bearbeitung, Ölreste, eingebetteter Werkstattschmutz und sogar übermäßiges Strahlen können die PT-Empfindlichkeit beeinträchtigen. Wenn die Oberfläche nicht ordnungsgemäß konditioniert ist, kann die Inspektion einen Reisenden zufriedenstellen, während der eigentliche Fehler übersehen wird.

Erstellung einer Qualitätscheckliste für die Farbeindringprüfung von Inconel 600, die tatsächlich die Qualität schützt
Eine nützliche Checkliste ist kein allgemeines ZfP-Formular. Sie sollte den Lieferanten, den Prüfer und den Käufer dazu zwingen, die Variablen zu überprüfen, die die Zuverlässigkeit des Ergebnisses beeinflussen.
Beginnen Sie mit der Oberfläche selbst. Fragen Sie, ob die Inspektion durchgeführt wurde vor oder nach dem Beizen, Schleifen, Abrichten der Schweißnaht oder der Endbearbeitung. Diese Reihenfolge ist wichtig. Eine zu früh durchgeführte Zerspanung kann Defekte übersehen, die später bei der Endbearbeitung sichtbar werden. Eine nach dem starken Polieren durchgeführte ZfP kann flache Unregelmäßigkeiten verdecken, indem sie Metall über die Öffnung schmiert. Bei Schweißnähten sollte in der Checkliste festgehalten werden, ob die Hitzeverfärbung und das Oxid vollständig entfernt wurden, ohne die Oberfläche zu stark zu schleifen.
Sehen Sie sich dann die Prozesschemie an. War das Eindringmittelsystem für die Teilegeometrie und die Oberflächenbeschaffenheit geeignet? Sehr raue Oberflächen erzeugen einen starken Hintergrund. Sehr glatte, stark polierte Oberflächen können bei engen Defekten weniger sichtbare Ausblutungen aufweisen. Die Checkliste sollte den Typ des Eindringmittels, die Empfindlichkeitsstufe (falls angegeben), den Entwicklertyp, den verwendeten Reiniger und die Rückverfolgbarkeit der Charge enthalten. Seriöse Anbieter zeichnen dies auf, denn die Kontrolle der Verbrauchsmaterialien ist keine bürokratische Hausarbeit, sondern Teil der Prüfvalidität.
Die Temperatur ist eine weitere häufig ignorierte Variable. PT-Werkstoffe sind für den Einsatz innerhalb bestimmter Temperaturbereiche geeignet. Wurden Inconel 600-Bauteile in einer Heißwerkstatt, neben einer Ofenlinie oder unmittelbar nach der thermischen Verarbeitung geprüft, so ist die tatsächliche Bauteiltemperatur von Bedeutung. Gleiches gilt für die Verweilzeit und die Entwicklungszeit. Ist sie zu kurz, lassen sich feine Unregelmäßigkeiten nicht erkennen. Bei einer zu langen Verweildauer erhöht sich der irrelevante Hintergrund, insbesondere um Schweißnähte, Bearbeitungsspuren und Kanten.
Licht- und Sichtverhältnisse gehören zu jeder seriösen Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 600. Bei sichtbaren Systemen muss die Weißlichtintensität angemessen sein und überprüft werden. Bei fluoreszierenden Systemen sind die UV-A-Intensität, die Kontrolle des weißen Umgebungslichts und die Dunkelanpassung des Bedieners Teil der Prüfumgebung. Ein Bericht, in dem es heißt “PT OK”, ohne die Sichtbedingungen zu dokumentieren, ist ein schwacher Beweis.
Praktische Checklistentabelle für Eingangskontrollen oder Lieferantenaudits
| Punkt der Checkliste | Was bei Inconel 600 zu überprüfen ist | Warum es wichtig ist | Typische rote Flagge |
|---|---|---|---|
| Materielle Identität | Schmelznummer, Legierungsgrad, Produktform entsprechen PO/MTC | Verhindert die Freisetzung einer falschen Legierung | PT an Teilen mit unklarer Rückverfolgbarkeit durchgeführt |
| Inspektionsphase | PT nach der letzten relevanten Oberflächenvorbereitung | Defekte können sich während der Verarbeitung öffnen oder schließen | PT wird vor dem endgültigen Schleifen oder Beizen durchgeführt |
| Sauberkeit der Oberfläche | Kein Öl, keine Farbe, kein Zunder, kein Oxid und keine Verunreinigung durch die Werkstatt | Verunreinigungen blockieren den Eintritt des Eindringmittels | Lösungsmittelabwischen nur bei starker Schweißnahtverfärbung |
| Entfernung der Wärmefärbung | Schweißoxid vollständig entfernt ohne Fugenbildung | Oxid verdeckt feine Risse | Dunkle Färbung bleibt in der Nähe der HAZ |
| Zustand der Oberfläche | Rauhigkeit akzeptabel; kein Metallschliff durch Bearbeitung | Abstrich kann Diskontinuitäten versiegeln | Hochglanzpolierte Fläche neben der aggressiven Bearbeitung |
| Eindringmittel-System | Typ, Methode, Empfindlichkeit, Charge aufgezeichnet | Bestätigt die Prozesseignung und Rückverfolgbarkeit | Nicht identifiziertes Verbrauchsmaterial |
| Temperaturkontrolle | Teil und Materialien im qualifizierten Bereich | Beeinflusst das Eindringen und Ausbluten | Heiße Teile werden direkt in der Werkstatt geprüft |
| Verweilzeit | Erfasste Durchdringungs- und Entwicklungszeiten | Wirkt sich direkt auf die Empfindlichkeit aus | “Standardzeit” ohne Wert geschrieben |
| Entfernung von überschüssigem Eindringmittel | Richtiges Reinigen ohne Überspülen | Übermäßiges Waschen kann feine Hinweise verwischen | Starke Lösemitteleinwirkung auf den verdächtigen Bereich |
| Lichtverhältnisse | Weißes Licht oder UV-A geprüft und dokumentiert | Bestimmt die Lesbarkeit von Anzeigen | Keine Lux/UV-Aufzeichnung |
| Bewertung der Indikation | Lineare vs. abgerundete Indikationen, bewertet nach Akzeptanzkriterien | Verhindert falsche Annahme/Ablehnung | “Keine Mängel” ohne Klassifizierungshinweise |
| Nachreinigung und Konservierung | Rückstände entfernt; korrosionsempfindliche Oberflächen geschützt | Erhält den Zustand des Endprodukts aufrecht | Entwicklerrückstände in Ritzen |
| Qualifikation des Inspektors | Qualifiziertes Personal und gültiges Verfahren | Gewährleistet Kompetenz und Einhaltung der Vorschriften | Keine Bediener-ID oder Verfahrensreferenz |
| Vollständigkeit des Berichts | Datum, Teile-ID, geprüfter Bereich, Ergebnisse, Disposition | Macht das Ergebnis überprüfbar | Allgemeine PT-Bescheinigung mit minimalen Details |
Worauf erfahrene Käufer und Ingenieure über den Stempel “PT bestanden” hinaus achten
Ein glaubwürdiges PT-Ergebnis bei Inconel 600 beschränkt sich nicht auf die Sichtbarkeit der Anzeige. Sie müssen sich fragen, wie das Ergebnis interpretiert wurde.
Lineare Anzeichen verdienen besondere Aufmerksamkeit. Bei Schweißnähten aus Nickellegierungen sollte eine feine lineare Anzeige an der Schweißnahtspitze oder am Kraterrand niemals einfach als Schleifspur oder Profileffekt abgetan werden. Abgerundete Anzeichen können je nach Größe und Verteilung in einigen Codes akzeptabel sein, aber ausgerichtete abgerundete Anzeichen können auf einen ernsthafteren, mit der Oberfläche verbundenen Zustand hinweisen. Im Bericht sollte auf die geltende Abnahmenorm verwiesen werden, nicht auf das persönliche Urteil des Prüfers.
Achten Sie bei maschinell bearbeiteten Stangen, Ringen und Schmiedeteilen auf Bereiche mit richtungsabhängig verschmiertem Metall. Ein Teil kann nach der Feinbearbeitung hervorragend aussehen und dennoch schwer zuverlässig zu prüfen sein. In diesem Fall kann ein disziplinierter Lieferant die Oberfläche vor der Bearbeitung leicht ätzen, beizen oder konditionieren, um flache Diskontinuitäten wieder zu öffnen. Das ist eine gute Praxis, wenn sie richtig kontrolliert wird. Was Sie nicht wollen, ist eine dekorative Oberflächenverbesserung, die die Nachweisbarkeit verringert.
Die gleiche Logik gilt für reparierte Bereiche. Wenn eine Schweißnahtreparatur, ein Verschnittschleifen oder eine lokale Nacharbeit durchgeführt wurde, muss die Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 600 sollte eine gezielte erneute Inspektion der reparierten Zone und des angrenzenden wärmebeeinflussten Bereichs erfordern. Pauschale Aussagen wie “100% PT getestet” sind weniger nützlich als bereichsspezifische Aufzeichnungen, die an die Reparaturhistorie gebunden sind.
Letzte Erkenntnis
Wenn Sie Inconel 600 für druckhaltende, hochtemperatur- oder korrosionskritische Anwendungen kaufen möchten, sollten Sie PT nicht als eine Art "Kästchen" betrachten. Eine starke Qualitäts-Checkliste für die Farbeindringprüfung von Inconel 600 gibt Ihnen etwas, das viel wertvoller ist als ein Zertifikat: Es zeigt, ob die Inspektion eine echte Chance hatte, die wichtigen Unregelmäßigkeiten zu finden.
Bei 28Nickel beginnen die produktivsten technischen Diskussionen in der Regel, wenn ein Kunde nicht nur die Zeichnung, sondern auch die Abnahmegrundlage, die Erwartungen an die Oberflächenbeschaffenheit und die Anforderungen an die ZfP-Dokumentation übermittelt. An diesem Punkt wird Qualität messbar. Wenn die PT-Aufzeichnungen Ihres derzeitigen Lieferanten dünn, uneinheitlich oder zu allgemein gehalten sind, ist das in der Regel kein Problem der Papierarbeit. Es ist ein Problem der Prozesskontrolle.
Verwandte Fragen und Antworten
1. Ist die Farbeindringprüfung für alle Inconel 600-Fehler ausreichend?
Nein. PT findet nur Diskontinuitäten, die an der Oberfläche offen sind. Sie eignet sich hervorragend für oberflächliche Risse, Überlappungen oder offene Porosität, kann aber unter der Oberfläche liegende Fehler nicht zuverlässig erkennen. Bei dickeren Abschnitten oder kritischen Schmiedestücken wird die PT je nach Geometrie und Vorschriften häufig durch eine Ultraschallprüfung oder Radiographie ergänzt.
2. Sollte Inconel 600 vor der Farbeindringprüfung gebeizt werden?
Oft ja - vor allem bei Schweißstücken mit starker Hitzeeinwirkung oder Oxid. Richtiges Beizen oder eine kontrollierte Oberflächenbehandlung kann die Erkennbarkeit von Fehlern verbessern, indem Oxidschichten entfernt werden, die den Eintritt des Eindringmittels blockieren. Die Reihenfolge muss jedoch kontrolliert werden, da übermäßiges Reinigen, übermäßiges Polieren oder Metallschlieren durch Nacharbeit die Empfindlichkeit ebenfalls verringern können.
3. Was ist der häufigste Qualitätsfehler bei der PT von Inconel 600-Teilen?
Der häufigste Fehler ist eine schlechte Oberflächenvorbereitung in Verbindung mit einer unzureichenden Dokumentation. In der Praxis sind übersehene Risse oft auf Restwärme, verschmierte Bearbeitungsoberflächen, Überspülen beim Entfernen des Eindringmittels oder unvollständige Aufzeichnungen der Verweilzeit und der Lichtverhältnisse zurückzuführen.


