Когда инженеры просят Инконель 600 Контрольный список качества испытаний с применением пенетранта, Но обычно они не гонятся за бумагами. Они пытаются избежать знакомого способа отказа: чистой на вид поверхности, которая все еще скрывает открытую трещину, отсутствие сплавления в носке сварного шва или дефект обработки, который становится очевидным только после отгрузки, травления или первого термического цикла. В случае с Inconel 600 эти опасения оправданы. Этот никель-хромовый сплав широко используется для термической, коррозионной и хлоридсодержащей обработки, но его ценность в эксплуатации зависит только от дисциплины контроля.
К испытаниям на проникновение красителя, или PT, часто относятся как к рутинному этапу выпуска. Это ошибка. На пластинах и трубах из инконеля 600, поковки, При обработке деталей и сварных швов PT очень чувствителен к состоянию поверхности, качеству очистки, удалению теплового оттенка, контролю выдержки, освещению и способности инспектора отделить реальные линейные признаки от безобидных потеков, связанных с геометрией. Отчет о прохождении теста мало что значит, если процесс был слабым.
Почему PT имеет такое большое значение для Inconel 600
Инконель 600 не магнитен, поэтому испытания на магнитные частицы невозможны. Поэтому испытание с помощью жидкого пенетранта является одним из наиболее практичных методов обнаружения поверхностных дефектов перед окончательной поставкой. В реальном производстве дефекты, вызывающие озабоченность, редко бывают значительными. Они часто бывают мелкими, плотными и прерывистыми: трещины при шлифовке, кратеры, трещины в сварных швах, разрывы при механической обработке, пористость поверхности, открытая травлением, или локализованные линейные признаки рядом с отремонтированными участками.
Есть и еще одно осложнение. Никелевые сплавы не прощайте небрежную подготовку поверхности. Тепловой оттенок, размазанный металл от агрессивной обработки, остатки масла, грязь в цеху и даже избыточная абразивная обработка - все это может исказить чувствительность ПТ. Если поверхность не обработана должным образом, проверка может удовлетворить путешественника, но при этом не выявить важный дефект.

Составление контрольного списка качества испытаний Inconel 600 с использованием пенетранта красителя, который действительно защищает качество
Полезный контрольный список - это не типовая форма неразрушающего контроля. Он должен заставить поставщика, инспектора и покупателя проверить переменные, которые изменяют надежность результата.
Начните с самой поверхности. Спросите, проводился ли осмотр до или после травления, шлифования, зачистки сварных швов или окончательной обработки. Эта последовательность имеет значение. Слишком ранняя РТ может не заметить дефекты, которые впоследствии будут выявлены при финишной обработке. ПТ, выполненная после сильной полировки, может замаскировать неглубокие несплошности, размазав металл по отверстию. При обработке сварных швов в контрольном перечне следует записать, были ли полностью удалены тепловой нагар и оксид без чрезмерного шлифования поверхности.
Затем обратите внимание на химический состав процесса. Подходит ли система пенетрантов для геометрии детали и обработки поверхности? Очень шероховатые поверхности создают высокий фон. Очень гладкие, сильно отполированные поверхности могут сохранять менее заметные потеки на плотных дефектах. В контрольном списке должны быть указаны тип пенетранта, уровень чувствительности, если он указан, тип проявителя, используемый очиститель и возможность отслеживания партии. Серьезные поставщики регистрируют эти данные, поскольку контроль расходных материалов - это не канцелярская работа, а часть достоверности результатов испытаний.
Температура - еще одна часто игнорируемая переменная. Материалы PT предназначены для работы в определенных температурных диапазонах. Если компоненты Inconel 600 проверялись в горячем цеху, у линии печи или сразу после термической обработки, фактическая температура детали имеет значение. Также как и время выдержки и время разработки. Слишком короткое время - и мелкие несплошности не дают читаемых показаний. Слишком длительное время - и появляется неважный фон, особенно вокруг сварных швов, следов обработки и кромок.
Освещение и условия просмотра должны быть в каждом серьезном Контрольный список качества испытаний на красящий пенетрант Inconel 600. Для видимых систем интенсивность белого света должна быть достаточной и проверенной. Для флуоресцентных систем интенсивность УФ-А, контроль белого света окружающей среды и адаптация оператора к темноте являются частью условий проверки. Отчет, в котором говорится “PT OK” без документального подтверждения условий просмотра, является слабым доказательством.
Практическая таблица контрольных списков для входного контроля или аудита поставщика
| Пункт контрольного списка | Что нужно проверить на Inconel 600 | Почему это важно | Типичный красный флаг |
|---|---|---|---|
| Материальная идентичность | Тепловой номер, марка сплава, форма изделия соответствуют PO/MTC | Предотвращает выброс неправильного сплава | PT, выполненные на деталях с нечеткой прослеживаемостью |
| Стадия проверки | PT после окончательной подготовки поверхности | Дефекты могут открываться или закрываться во время отделки | PT выполняется перед окончательным шлифованием или травлением |
| Чистота поверхности | Отсутствие масла, краски, окалины, окислов или загрязнений из магазина | Загрязнения блокируют проникновение пенетранта | Протирание растворителем только при сильной тонировке сварных швов |
| Снятие тепловой тонировки | Оксид сварного шва полностью удален без образования строжки | Оксид маскирует мелкие трещины | Темный оттенок остается вблизи зоны риска |
| Состояние поверхности | Шероховатость приемлемая; нет металлических пятен от обработки | Мазок может запечатать разрывы | Яркая полированная зона рядом с агрессивной обработкой |
| Пенетрантная система | Тип, метод, чувствительность, зарегистрированная партия | Подтверждает пригодность и прослеживаемость процесса | Неопознанные расходные материалы |
| Контроль температуры | Детали и материалы в пределах квалифицированного диапазона | Влияет на проникновение и кровотечение | Горячие детали проверяются прямо в цеху |
| Время ожидания | Зафиксировано время проникновения и развития | Непосредственно влияет на чувствительность | “Стандартное время” написано без значения |
| Удаление излишков пенетранта | Правильная очистка без чрезмерного мытья | Чрезмерное мытье может стереть мелкие следы. | Сильное воздействие растворителя на подозрительную область |
| Условия освещения | Белый свет или УФ-А проверены и задокументированы | Определяет читаемость показаний | Без учета люкс/ ультрафиолета |
| Оценка показаний | Линейные и округлые показания оцениваются по критериям приемлемости | Предотвращает ложное принятие/отвержение | “Без дефектов” без классификационных примечаний |
| После очистки и консервации | Удаление остатков; защита чувствительных к коррозии поверхностей | Поддерживает состояние готовой продукции | Остатки проявителя в щелях |
| Квалификация инспектора | Квалифицированный оператор и действующая процедура | Обеспечивает компетентность и соответствие требованиям | Отсутствует идентификатор оператора или ссылка на процедуру |
| Полнота отчета | Дата, идентификатор детали, проверенная область, результаты, распоряжение | Делает результат проверяемым | Общий сертификат PT с минимальным количеством деталей |
На что обращают внимание опытные покупатели и инженеры, помимо штампа “PT passed”
Достоверный результат КТ на Inconel 600 не ограничивается видимостью индикации. Необходимо спросить, как был интерпретирован результат.
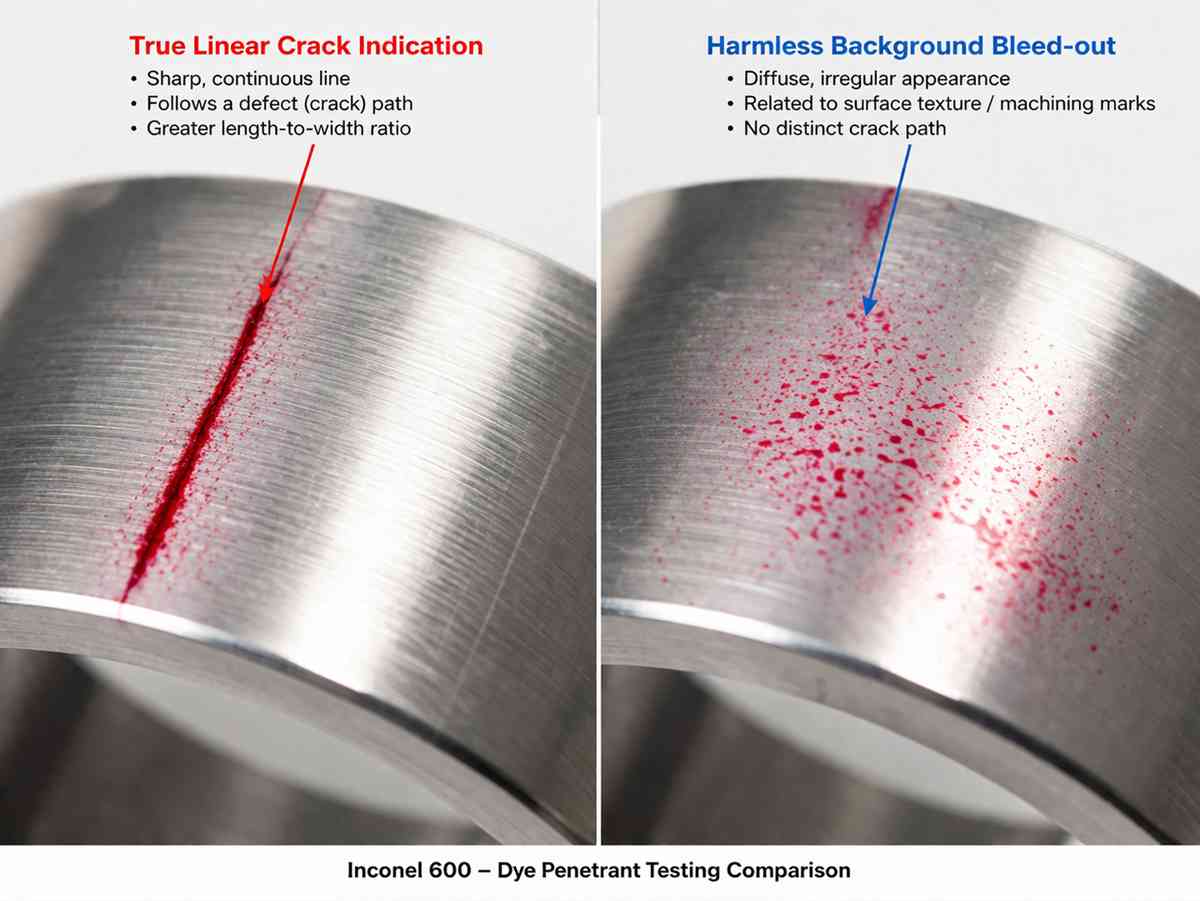
Линейные признаки заслуживают особого внимания. На сварных изделиях из никелевых сплавов тонкие линейные признаки в области носка шва или кромки кратера никогда не должны рассматриваться как след от шлифовки или эффект профиля. Округлые следы могут быть приемлемы в некоторых кодах в зависимости от размера и распределения, но выровненные округлые следы могут сигнализировать о более серьезном состоянии, связанном с поверхностью. В отчете следует ссылаться на применимый стандарт приемки, а не на личное мнение инспектора.
При обработке прутков, колец и кованых деталей обратите внимание на участки с направленным размазыванием металла. Деталь может выглядеть превосходно после тонкой механической обработки и все же быть труднодоступной для надежного контроля. В этом случае дисциплинированный поставщик может слегка протравить, протравить или обработать поверхность перед PT, чтобы снова открыть неглубокие разрывы. Это хорошая практика при надлежащем контроле. Чего не следует допускать, так это декоративного улучшения поверхности, которое снижает обнаруживаемость.
Та же логика применима к отремонтированным участкам. Если выполнялся ремонт сварного шва, шлифовка шихты или локальная доработка, то Контрольный список качества испытаний на красящий пенетрант Inconel 600 должны требовать целенаправленной повторной проверки отремонтированной зоны и прилегающей зоны термического воздействия. Широкие заявления, такие как “100% PT tested”, менее полезны, чем записи по конкретным зонам, привязанные к истории ремонта.
Окончательный вывод
Если вы покупаете Inconel 600 для работы под давлением, при высоких температурах или в условиях коррозии, не относитесь к PT как к упражнению по заполнению коробочек. Сильный Контрольный список качества испытаний на красящий пенетрант Inconel 600 дает вам нечто гораздо более ценное, чем сертификат: он показывает, был ли у инспекции реальный шанс найти те разрывы, которые имеют значение.
В компании "28Никель" наиболее продуктивные технические обсуждения обычно начинаются, когда заказчик присылает не только чертеж, но и основания для приемки, ожидания по состоянию поверхности и требования к документации по неразрушающему контролю. Именно тогда качество становится измеримым. Если у вашего текущего поставщика записи по РТ тонкие, непоследовательные или слишком общие, это, как правило, не проблема бумажной работы. Это проблема управления процессом.
Связанные вопросы и ответы
1. Достаточно ли испытаний методом пенетранта с красителем для выявления всех дефектов Inconel 600?
Нет. PT обнаруживает только открытые на поверхности разрывы. Он отлично подходит для выявления поверхностных трещин, нахлестов или открытой пористости, но не может надежно обнаружить подповерхностные дефекты. Для более толстых секций или критических поковок PT часто дополняется ультразвуковым контролем или радиографией, в зависимости от геометрии и требований кода.
2. Следует ли травить Inconel 600 перед испытанием на проникновение красителя?
Часто - да, особенно на сварных деталях с сильным термическим налетом или окислами. Правильное травление или контролируемое кондиционирование поверхности может улучшить выявляемость дефектов за счет удаления оксидных пленок, блокирующих проникновение пенетранта. Однако последовательность действий должна быть контролируемой, поскольку чрезмерная очистка, чрезмерная полировка или металлические пятна от повторной обработки также могут снизить чувствительность.
3. Какова наиболее распространенная ошибка качества при изготовлении деталей из инконеля 600?
Наиболее распространенной ошибкой является плохая подготовка поверхности в сочетании со слабой документацией. На практике пропущенные трещины часто связаны с остаточным тепловым оттенком, размазанными поверхностями обработки, чрезмерной промывкой при удалении пенетранта или неполным учетом времени выдержки и условий освещения.


