Lorsque les ingénieurs demandent une Inconel 600 liste de contrôle de la qualité du ressuage, Ils ne sont généralement pas à la recherche de paperasse. Ils essaient d'éviter un mode de défaillance familier : une surface d'apparence propre qui cache encore une fissure ouverte, un manque de fusion au niveau d'un bord de soudure ou un défaut de traitement qui ne devient évident qu'après l'expédition, le décapage ou le premier cycle thermique. Avec l'Inconel 600, cette inquiétude est justifiée. Cet alliage de nickel et de chrome est largement sélectionné pour les applications thermiques, la corrosion et les applications contenant des chlorures, mais sa valeur en service n'est que le reflet de la discipline qui sous-tend l'inspection.
Le ressuage est souvent considéré comme une étape de validation de routine. C'est une erreur. Sur les tôles et les tuyaux en Inconel 600, pièces forgées, Le contrôle par ressuage est très sensible à l'état de surface, à la qualité du nettoyage, à l'élimination de la teinte de la chaleur, au contrôle du temps de séjour, à l'éclairage et à la capacité de l'inspecteur à distinguer les vraies indications linéaires de l'inoffensif ressuage lié à la géométrie. Un rapport positif ne signifie pas grand-chose si le processus était faible.
Pourquoi le ressuage est-il si important pour l'Inconel 600 ?
L'Inconel 600 étant non magnétique, le contrôle par magnétoscopie n'est pas envisageable. Le ressuage est donc l'une des méthodes les plus pratiques pour détecter les discontinuités de surface avant la livraison finale. Dans la production réelle, les défauts préoccupants sont rarement spectaculaires. Ils sont souvent fins, étroits et discontinus : fissures de meulage, fissures de cratère, fissures de pied de soudure, déchirures d'usinage, porosité de surface ouverte par le décapage ou indications linéaires localisées à côté des zones réparées.
Il y a une autre complication. Alliages de nickel ne pardonnez pas une préparation de surface négligée. La teinte due à la chaleur, le métal maculé par un usinage agressif, l'huile résiduelle, la saleté incrustée dans l'atelier et même le sablage excessif peuvent tous fausser la sensibilité au ressuage. Si la surface n'est pas correctement conditionnée, l'inspection peut satisfaire un voyageur tout en manquant le défaut qui importe.

Construire une liste de contrôle de qualité pour le ressuage de l'Inconel 600 qui protège réellement la qualité
Une liste de contrôle utile n'est pas un formulaire générique de CND. Elle doit obliger le fournisseur, l'inspecteur et l'acheteur à vérifier les variables qui modifient la fiabilité du résultat.
Commencez par la surface elle-même. Demandez si l'inspection a été effectuée avant ou après le décapage, le meulage, le traitement des soudures ou l'usinage final. Cet ordre est important. Un ressuage effectué trop tôt risque de passer à côté de défauts révélés ultérieurement par la finition. Le ressuage effectué après un polissage intensif peut masquer des discontinuités peu profondes en étalant le métal sur l'ouverture. Sur les pièces soudées, la liste de contrôle doit indiquer si la teinte thermique et l'oxyde ont été entièrement enlevés sans surponçage de la surface.
Examinez ensuite la chimie du processus. Le système de ressuage était-il adapté à la géométrie de la pièce et à l'état de surface ? Les surfaces très rugueuses créent un arrière-plan élevé. Les surfaces très lisses et fortement polies peuvent présenter un ressuage moins visible sur les défauts serrés. La liste de contrôle doit identifier le type de pénétrant, le niveau de sensibilité s'il est spécifié, le type de révélateur, le nettoyant utilisé et la traçabilité du lot. Les fournisseurs sérieux enregistrent ces informations car le contrôle des consommables n'est pas un travail administratif, il fait partie de la validité du test.
La température est une autre variable souvent ignorée. Les matériaux de ressuage sont qualifiés pour fonctionner dans des plages de température définies. Si les composants en Inconel 600 ont été inspectés dans un atelier chaud, à côté d'une ligne de four, ou immédiatement après le traitement thermique, la température réelle de la pièce est importante. Il en va de même pour le temps de séjour et le temps de développement. Trop court, les discontinuités fines ne produisent pas d'indication lisible. Un temps trop long entraîne l'apparition d'un arrière-plan non pertinent, en particulier autour des ondulations de soudure, des marques d'usinage et des arêtes.
Les conditions d'éclairage et d'observation doivent être prises en compte dans tout projet sérieux. Liste de contrôle de la qualité du ressuage de l'Inconel 600. Pour les systèmes visibles, l'intensité de la lumière blanche doit être adéquate et vérifiée. Pour les systèmes fluorescents, l'intensité des UV-A, le contrôle de la lumière blanche ambiante et l'adaptation de l'opérateur à l'obscurité font tous partie de l'environnement d'inspection. Un rapport indiquant “PT OK” sans documenter les conditions d'observation ne constitue qu'une preuve insuffisante.
Liste de contrôle pratique pour les inspections à la réception ou les audits de fournisseurs
| Élément de la liste de contrôle | Ce qu'il faut vérifier sur l'Inconel 600 | Pourquoi c'est important | Drapeau rouge typique |
|---|---|---|---|
| Identité matérielle | Numéro de chauffage, qualité de l'alliage, forme du produit correspondant au PO/MTC | Empêche la libération d'un mauvais alliage | PT effectué sur des pièces dont la traçabilité n'est pas claire |
| Phase d'inspection | PT après la préparation finale de la surface concernée | Les défauts peuvent s'ouvrir ou se fermer pendant la finition | PT effectué avant le broyage final ou le décapage |
| Propreté de la surface | Pas de contamination par l'huile, la peinture, la calamine, l'oxyde ou l'atelier | Les contaminants bloquent l'entrée du pénétrant | Essuyage au solvant uniquement pour les teintes de soudure lourdes |
| Enlèvement de la teinte de la chaleur | Elimination complète de l'oxyde de soudure sans gougeage | L'oxyde masque les fines fissures | Une teinte foncée subsiste près de la ZHA |
| État de surface | Rugosité acceptable ; pas de trace de métal due à l'usinage | Le frottis peut sceller des discontinuités | Zone polie brillante à côté de l'usinage agressif |
| Système de ressuage | Type, méthode, sensibilité, lot enregistré | Confirme l'adéquation et la traçabilité du processus | Consommables non identifiés |
| Contrôle de la température | Pièces et matériaux dans la gamme qualifiée | Affecte la pénétration et le ressuage | Des pièces chaudes inspectées directement dans l'atelier |
| Temps d'attente | Enregistrement des temps de pénétration et de développement | Influence directe sur la sensibilité | “Heure normale” écrite sans valeur |
| Élimination de l'excès de pénétrant | Nettoyage adéquat sans surlavage | Le lavage excessif peut effacer les fines indications | Action de solvants lourds sur la zone suspecte |
| Conditions d'éclairage | Lumière blanche ou UV-A vérifiés et documentés | Détermine la lisibilité des indications | Pas d'enregistrement lux/UV |
| Évaluation de l'indication | Indications linéaires ou arrondies évaluées selon les critères d'acceptation | Prévenir les fausses acceptations/rejets | “Pas de défaut” sans note de classification |
| Post-nettoyage et conservation | Elimination des résidus ; protection des surfaces sensibles à la corrosion | Maintien de l'état final du produit | Résidus de révélateur dans les interstices |
| Qualification des inspecteurs | Opérateur qualifié et procédure valide | Garantir la compétence et la conformité | Pas d'identification de l'opérateur ni de référence à la procédure |
| Exhaustivité du rapport | Date, numéro d'identification de la pièce, zone inspectée, résultats, disposition | Rend le résultat contrôlable | Certificat générique de PT avec un minimum de détails |
Ce que les acheteurs et les ingénieurs expérimentés recherchent au-delà de l'estampille “PT passed”.
Un résultat de ressuage crédible sur l'Inconel 600 ne s'arrête pas à la visibilité de l'indication. Vous devez vous demander comment le résultat a été interprété.
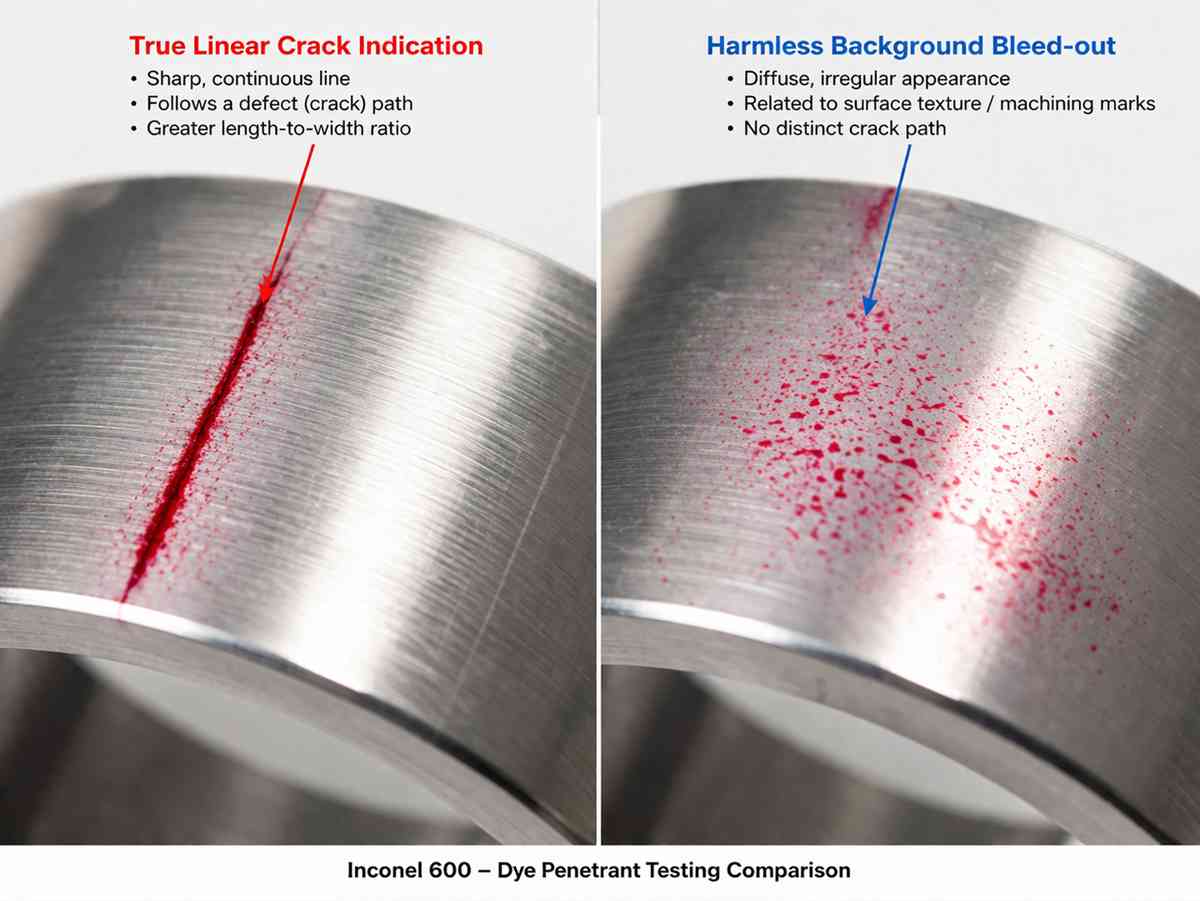
Les indications linéaires méritent une attention particulière. Sur les soudures en alliage de nickel, une fine indication linéaire au niveau du bord de la soudure ou du cratère ne doit jamais être considérée comme une marque de meulage ou un effet de profil. Les indications arrondies peuvent être acceptables dans certains codes en fonction de leur taille et de leur distribution, mais les indications arrondies alignées peuvent signaler une condition de connexion de surface plus sérieuse. Le rapport doit faire référence à la norme d'acceptation applicable, et non au jugement personnel de l'inspecteur.
Pour les barres usinées, les bagues et les composants forgés, surveillez les zones où le métal est étalé dans le sens de la marche. Une pièce peut avoir un aspect excellent après un usinage fin et être néanmoins difficile à inspecter de manière fiable. Dans ce cas, un fournisseur discipliné peut légèrement graver, décaper ou conditionner la surface avant le ressuage pour rouvrir les discontinuités peu profondes. Il s'agit d'une bonne pratique lorsqu'elle est contrôlée correctement. Ce que vous ne voulez pas, c'est une amélioration décorative de la surface qui réduit la détectabilité.
La même logique s'applique aux zones réparées. Si une réparation de la soudure, un meulage du mélange ou une retouche locale ont été effectués, la Liste de contrôle de la qualité du ressuage de l'Inconel 600 devrait exiger une réinspection ciblée de la zone réparée et de la zone adjacente affectée par la chaleur. Des déclarations générales telles que “100% PT testé” sont moins utiles que des enregistrements spécifiques liés à l'historique des réparations.
Dernier point à retenir
Si vous achetez de l'Inconel 600 pour un service de maintien de pression, de haute température ou de corrosion critique, ne considérez pas le ressuage comme un exercice de cochage de cases. Une forte Liste de contrôle de la qualité du ressuage de l'Inconel 600 vous donne quelque chose de bien plus précieux qu'un certificat : il indique si l'inspection avait une réelle chance de trouver les discontinuités qui comptent.
Chez 28Nickel, les discussions techniques les plus productives commencent généralement lorsque le client envoie non seulement le dessin, mais aussi la base d'acceptation, les attentes en matière d'état de surface et les exigences en matière de documentation CND. C'est à ce moment-là que la qualité devient mesurable. Si les dossiers de ressuage de votre fournisseur actuel sont minces, incohérents ou trop génériques, il ne s'agit généralement pas d'un problème de paperasserie. Il s'agit d'un problème de contrôle des processus.
Questions et réponses connexes
1. Le ressuage est-il suffisant pour détecter tous les défauts de l'Inconel 600 ?
Non. Le ressuage ne permet de détecter que les discontinuités ouvertes à la surface. Il est excellent pour détecter les fissures de rupture en surface, les chevauchements ou les porosités ouvertes, mais il ne peut pas détecter de manière fiable les défauts sous la surface. Pour les sections plus épaisses ou les pièces forgées critiques, le ressuage est souvent complété par un contrôle par ultrasons ou une radiographie, en fonction de la géométrie et des exigences du code.
2. L'Inconel 600 doit-il être décapé avant le ressuage ?
Souvent, oui, en particulier sur les pièces soudées présentant une forte coloration thermique ou de l'oxyde. Un décapage approprié ou un conditionnement contrôlé de la surface peut améliorer la détectabilité des défauts en éliminant les films d'oxyde qui bloquent l'entrée du pénétrant. Toutefois, la séquence doit être contrôlée, car un nettoyage excessif, un polissage excessif ou des traces de métal dues à des retouches peuvent également réduire la sensibilité.
3. Quelle est l'erreur de qualité la plus courante dans le ressuage des pièces en Inconel 600 ?
L'erreur la plus courante est une mauvaise préparation de la surface combinée à une documentation insuffisante. Dans la pratique, les fissures manquées sont souvent liées à une coloration thermique résiduelle, à des surfaces d'usinage maculées, à un lavage excessif lors de l'enlèvement du pénétrant, ou à des enregistrements incomplets du temps de séjour et des conditions d'éclairage.


