Wenn Sie ein WPS für eine niederschlaggehärtete Nickellegierung erstellen, ein Inconel X-750 Checkliste für die Qualität von Schweißverfahren ist keine reine Formalität. Es ist ein Instrument zur Prozesssteuerung. In der Praxis hängt der Unterschied zwischen einer akzeptablen Schweißnaht und einer kostspieligen Reparatur oft von wenigen Details ab, die leicht übersehen werden: Zustand des Grundwerkstoffs, Sauberkeit der Fuge, Wahl des Schweißzusatzwerkstoffs, Einhaltung der Wärmezufuhr sowie die Logik der Wärmebehandlung nach dem Schweißen. Bei Inconel X-750 sind diese Details von größerer Bedeutung als bei vielen anderen Feststofflösungen Nickellegierungen, da von dieser Güteklasse erwartet wird, dass sie ihre Festigkeit unter Hitzeeinwirkung, Belastung und zyklischem Beanspruchungszyklus beibehält.
Inconel X-750 ist eine Nickel-Chrom-Legierung, die hauptsächlich durch Ausscheidungshärtung verfestigt wird. Allein diese Tatsache verändert die Diskussion rund ums Schweißen. Ingenieure versuchen nicht nur, klassische Schweißfehler wie mangelnde Durchschweißung, Porosität oder Kraterrisse zu vermeiden. Sie versuchen auch, metallurgische Schäden zu verhindern, die auf den ersten Blick nicht offensichtlich sind: Liquefaktion in der Wärmeeinflusszone, Neigung zu Heißrissen, lokale Überalterung, Konzentration von Restspannungen und verminderte Spannungsbruchfestigkeit nach einem ungeeigneten thermischen Zyklus. Deshalb ist eine ernsthafte Qualitätscheckliste für Schweißverfahren für Inconel X-750 muss beginnen, bevor der Lichtbogen gezündet wird.
Warum eine Qualitätscheckliste für das Schweißverfahren mit Inconel X-750 wichtig ist
Ein häufiger Fehler bei der Materialbeschaffung und Fertigung besteht darin, X-750 wie “eine Nickel-Legierung unter vielen” zu behandeln. Das ist es jedoch nicht. In der Fertigung habe ich erlebt, dass ein akzeptables Schweißnahtbild ein schlechtes Prozessfenster verdeckt hat. Die Schweißnaht sah solide aus, doch die Baugruppe fiel später bei der Prüfung durch, weil das Bauteil unter falschen Materialbedingungen geschweißt worden war oder der thermische Zyklus die erforderliche Endaushärtungsreaktion nicht ermöglichte.
Eine robuste Qualitätscheckliste für Schweißverfahren für Inconel X-750 sollte zunächst fünf technische Fragen klären. Erstens: In welchem Zustand befindet sich das Grundmetall – lösungsgeglüht, ausgehärtet, kaltverformt oder bereits repariert? Zweitens: Entspricht das gewählte Schweißzusatzmaterial den Betriebsanforderungen, den normativen Vorgaben und den Zielen hinsichtlich der Rissbeständigkeit? Drittens: Wurde die Fuge gemäß den Standards für Nickellegierungen gereinigt und nicht nach den Gewohnheiten für Kohlenstoffstahl? Viertens: Steuert der Schweißer die Lichtbogenenergie mit einer strengen Nahtführung, anstatt breite, überhitzende Zickzack-Lagen zu verwenden? Fünftens: Ist der Ablauf der Wärmebehandlung nach dem Schweißen durch Zeichnung und Anwendung definiert, anstatt von einer anderen Legierungsfamilie kopiert zu werden?

Wichtige Überprüfungen vor der Freigabe des WPS
Der wichtigste Prüfpunkt ist der Zustand des Grundwerkstoffs. Wenn möglich, sollte X-750 in einem lösungsgeglühten oder anderweitig schweißbaren Zustand geschweißt und anschließend gemäß der geltenden Werkstoffspezifikation oder Bauteilzeichnung ausscheidungsgehärtet werden. Das Schweißen von vollständig gealtertem Material ist nicht grundsätzlich unmöglich, stellt jedoch höhere Anforderungen. Reparaturschweißarbeiten an gealterten Bauteilen sollten eine technische Überprüfung nach sich ziehen, da die lokale thermische Belastung die Eigenschaften in und um die Schweißzone beeinträchtigen kann.
Als Nächstes geht es um die Wahl des Schweißzusatzwerkstoffs. Es gibt keinen universellen Schweißzusatzwerkstoff, der für jede X-750-Baugruppe geeignet ist. Viele Hersteller bevorzugen rissbeständige Nickel-Chrom-Schweißzusatzwerkstoffe für das Serienschweißen, doch die endgültige Entscheidung muss sich nach der erforderlichen Festigkeit, der Betriebstemperatur, der Korrosionsumgebung, den normativen Anforderungen und etwaigen Übergängen zwischen unterschiedlichen Werkstoffen richten. Ein guter Qualitätscheckliste für Schweißverfahren für Inconel X-750 daher wird nicht einfach nur eine Füllstoffmarke aufgeführt. Vielmehr werden die technischen Grundlagen für diesen Füllstoff dokumentiert.
Die Reinigung ist ein weiterer Bereich, in dem mangelnde Disziplin ansonsten einwandfreie Verfahren zunichte macht. Schwefel, Öl, Farbreste, Werkstattschmutz, Zinkverunreinigungen, Kupferablagerungen und bleihaltige Markierungsmittel sind allesamt unzulässig. Fugenflächen, Untergründe, Schweißdraht, Handschuhe, Drahtbürsten und Schleifwerkzeuge müssen kontrolliert werden. Wenn dasselbe Schleifmittel zuvor auf Kohlenstoffstahl verwendet wurde, darf es nicht mit X-750 in Berührung kommen.
Auch die Wärmezufuhr und die Zwischenschichttemperatur müssen unter Kontrolle gehalten werden. Beim WIG- oder MIG-Schweißen bevorzuge ich im Allgemeinen ein stabiles, schmales Nahtprofil und eine geringe bis mäßige Wärmezufuhr, insbesondere bei eingespannten Verbindungen. Übermäßiges Hin- und Herbewegen, eine lange Lichtbogenlänge und eine schlechte Kraterfüllung sind klassische Ursachen für Rissbildung in Nickellegierungen. Auch die Reinheit des Schutzgases spielt eine Rolle. Wenn sich die Lichtbogenstabilität oder die Nahtbenetzung plötzlich verändert, sollte das Gassystem überprüft werden, bevor dem Schweißer die Schuld gegeben wird.
Checkliste zur Qualität des Schweißverfahrens für Inconel X-750 – Tabelle
| Kontrollpunkt | Was zu überprüfen ist | Empfohlener Qualitätsfokus | Risiko bei Nichtbeachtung |
|---|---|---|---|
| Identifizierung des Materials | Schmelznummer, MTC, Legierungssorte, Lieferzustand | Überprüfen Sie vor dem Schweißen den tatsächlichen Zustand des X-750 | Falsche thermische Reaktion, unzureichende Endergebnisse |
| Zustand des Grundmetalls | lösungsgeglüht, gealtert, kaltverformt, repariert | Sofern möglich, sollte vor der Endalterung ein schweißbarer Zustand angestrebt werden | Verminderte Duktilität, komplexe Reparatur |
| Gelenkkonstruktion | Wurzelöffnung, Fasenwinkel, Fixierungsgrad, Zugang | Vermeiden Sie übermäßige Fixierung und einen schlechten Zugang für die Lampe | Mangelnde Verschweißung, Risse, Nachbearbeitung |
| Vorbereitung der Oberfläche | Entfetten, Entfernen von Oxidschichten, Verunreinigungsschutz | Verwenden Sie spezielle Reinigungswerkzeuge aus einer Nickellegierung | Porosität, Einschlüsse, Heißrisse |
| Zusatzwerkstoff | Legierungstyp, Durchmesser, Rückverfolgbarkeit der Charge | Die Füllung muss dem Einsatzzweck und dem zugelassenen Verfahren entsprechen | Fehlerhafte Materialabstimmung, Rissbildung, Korrosionsprobleme |
| Schweißprozessparameter | Strom, Spannung, Fahrgeschwindigkeit, Wärmeeintrag | Bevorzugen Sie stabile Stringerperlen und eine gute Kraterkontrolle | Übermäßige HAZ-Schäden, Verformung |
| Interpass-Kontrolle | Gemessene Temperatur zwischen den Durchläufen, Durchlaufreihenfolge | Die Temperatur zwischen den Durchläufen streng einhalten und protokollieren | Kornvergröberung, Eigenschaftsverlust |
| Schutzgas und Spülen | Gasreinheit, Durchflussstabilität, Brennerkonfiguration, Spülqualität | Verhindern Sie Oxidation und unregelmäßiges Lichtbogenverhalten | Oxidschichten, schlechte Wulstqualität |
| Schweißer- und Verfahrenszulassung | WPS, PQR, Qualifikationsbereich für Schweißer | Überprüfung der tatsächlichen Dicke/Fuge/Prozessabdeckung | Nichteinhaltung, nicht bestandene Prüfung |
| NDE und abschließende Wärmebehandlung | VT, PT, RT/UT (falls erforderlich), PWHT-Verfahren | Je nach Bedarf vor und nach der Wärmebehandlung prüfen | Versteckte Mängel, Ausschuss in der Endauslieferung |
Anwendung der Qualitätscheckliste für das Inconel X-750-Schweißverfahren in der Fertigung
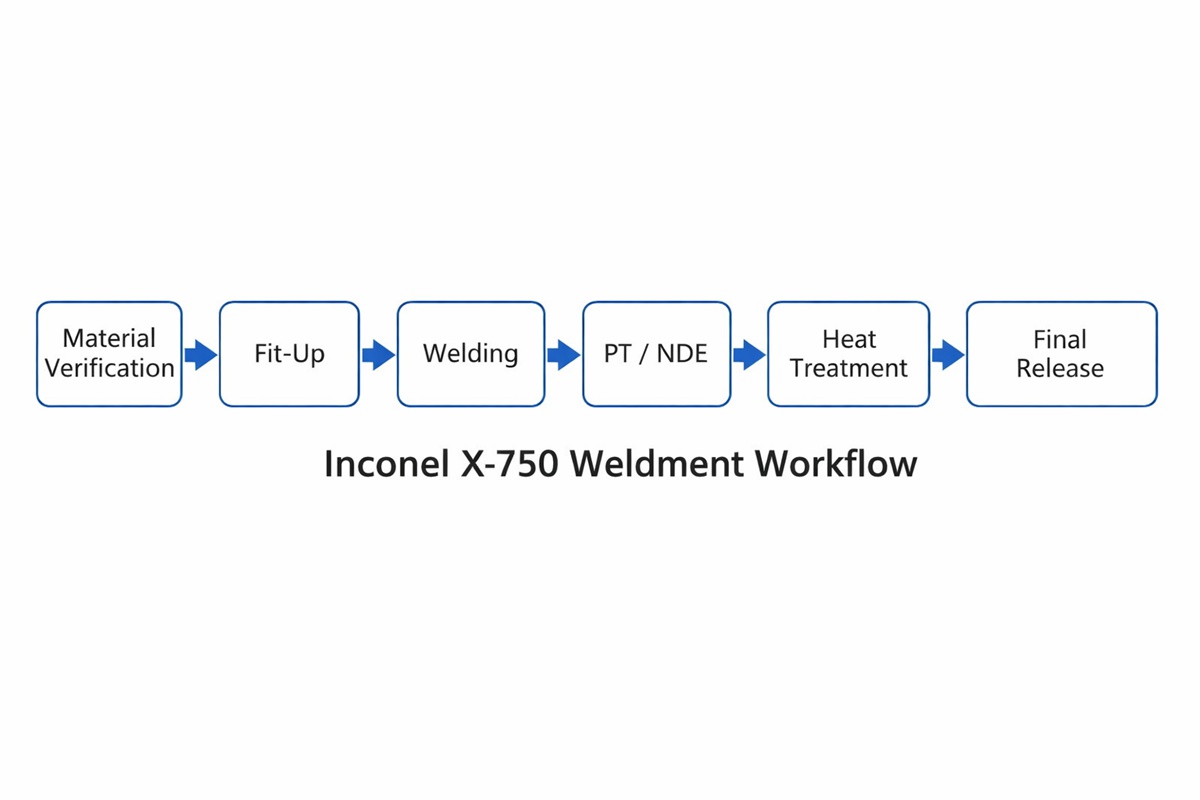
Das Beste Qualitätscheckliste für Schweißverfahren für Inconel X-750 kann gleichzeitig von der Produktion, der Qualitätssicherung und der Konstruktion genutzt werden. Der Prozess sollte bereits bei der Wareneingangskontrolle beginnen, nicht erst am Schweißplatz. Überprüfen Sie die Materialzertifikate, vergewissern Sie sich über den Lieferzustand und stellen Sie alle Bestände unter Quarantäne, deren vorherige Wärmebehandlung unklar ist. Sobald der Auftrag in die Fertigung geht, überprüfen Sie die Passgenauigkeit und die Fixierung. Übermäßiger Kraftaufwand beim Zusammenfügen deutet oft darauf hin, dass die Schweißnaht unnötige Eigenspannungen aufweist.
Beim Schweißen sollte die Checkliste zu einer echten Beobachtung anregen und nicht nur zum Abhaken von Punkten dienen. Hält der Schweißer eine kurze Lichtbogenlänge ein? Werden die Heftschweißnähte vor dem Einbinden gereinigt? Befinden sich Start- und Endstellen außerhalb des Bereichs mit der höchsten Belastung? Wird das Schleifen zwischen den Lagen kontrolliert, um eine Verschmutzung der Fuge durch Schleifrückstände zu verhindern? Das sind zwar Kleinigkeiten, aber der X-750 bestraft schlampige Arbeitsgewohnheiten.
Gehen Sie nach dem Schweißen nicht davon aus, dass eine optisch saubere Oberfläche bedeutet, dass das Bauteil versandfertig ist. Die Eindringprüfung ist in der Regel für Schweißnähte aus Nickellegierungen sinnvoll, insbesondere bei kritischen Bauteilen. Je nach Querschnittsgröße und normativer Grundlage können auch Röntgen- oder Ultraschallprüfungen erforderlich sein. Anschließend folgt der abschließende Wärmebehandlungszyklus. An dieser Stelle scheitern viele Verfahren. Die Wärmebehandlung nach dem Schweißen für X-750 muss die geforderte Mikrostruktur und die mechanischen Eigenschaften des fertigen Bauteils gewährleisten. Eine allgemeine Spannungsentlastung, die aus der Praxis mit rostfreiem Stahl übernommen wurde, ist kein akzeptabler Kompromiss.
Ein disziplinierter Qualitätscheckliste für Schweißverfahren für Inconel X-750 enthält auch Reparaturvorschriften. Wie viele Reparaturen sind zulässig? Welche Aushöhlungsmethode wird angewendet? Ist ein lokales Ausblenden zulässig? Muss bei jeder Reparatur vor der erneuten Alterung eine PT-Prüfung wiederholt werden? Wenn es sich um Arbeiten an Turbinenkomponenten, Federn, kerntechnischen Anlagen, Heißgasleitungen oder anderen Bereichen mit hohen Sicherheitsanforderungen handelt, sollten diese Antworten schriftlich festgehalten und nicht einfach vorausgesetzt werden.
Schlussfolgerung
Für die anspruchsvolle Fertigung von Nickellegierungen ist eine starke Qualitätscheckliste für Schweißverfahren für Inconel X-750 ist eine der schnellsten Methoden, um Ausschuss zu reduzieren, Qualitätsaudits zu bestehen und die langfristige Leistungsfähigkeit zu sichern. Der Nutzen liegt nicht darin, mehr Papierkram zu haben. Der Nutzen liegt darin, das Team dazu anzuhalten, die wenigen Variablen zu überprüfen, die tatsächlich die metallurgische Qualität bestimmen. Wenn es bei Ihrem Projekt um Federn geht, Verbindungselemente, Ringe, Flansche, Ofenausrüstung oder andere X-750-Komponenten, bei denen sowohl die Schweißnahtintegrität als auch die abschließende Wärmebehandlung von Bedeutung sind, kann 28Nickel dabei helfen, den Materialzustand, die Wahl des Schweißzusatzwerkstoffs und die Struktur der Checkliste vor Produktionsbeginn zu überprüfen.
Verwandte Fragen und Antworten
1. Kann Inconel X-750 im gealterten Zustand geschweißt werden?
Ja, aber dies sollte als Zustand mit erhöhtem Risiko betrachtet werden. Eine technische Überprüfung wird empfohlen, da die lokale Schweißwärme die ausscheidungsgehärtete Struktur beeinträchtigen und die mechanische Festigkeit im Bereich der Reparaturstelle verringern kann.
2. Was ist das größte Qualitätsrisiko beim Schweißen von Inconel X-750?
In der Praxis besteht das größte Risiko nicht nur in sichtbaren Schweißfehlern. Vielmehr geht es darum, dass durch eine unzureichende Kontrolle des Materialzustands, Verunreinigungen, der Wärmezufuhr und der Wärmebehandlung nach dem Schweißen die angestrebte Gleichgewichtszustände der Endmerkmale verloren gehen.
3. Sollte für das WIG- und das MIG-Schweißen auf der X-750 dieselbe Checkliste verwendet werden?
Die grundlegenden metallurgischen Kontrollkriterien sind zwar ähnlich, doch sollte die Checkliste prozessspezifisch sein. Parameterbereiche, das Verhalten des Schutzgases, die Steuerung des Schweißnahtprofils und die Technik des Bedieners unterscheiden sich so stark voneinander, dass eine allgemeine Checkliste für kritische Arbeiten in der Regel zu vage ist.


