Wenn Ingenieure diskutieren Nickel 200 Schweißzusatzwerkstoffauswahl für Ventilgehäuse, Die eigentliche Frage lautet selten: “Welcher Draht kann diese Verbindung schmelzen?” Die bessere Frage lautet: Welcher Zusatzwerkstoff bewahrt die Korrosionsbeständigkeit, kontrolliert die Porosität, übersteht die Einspannung an Vorsprüngen und Flanschübergängen und hinterlässt dennoch eine Schweißzone, die sich im Betrieb wie die Grundlegierung verhält? Diese Unterscheidung ist wichtig. Nickel 200 ist handelsübliches reines Knetnickel mit einem Ni-Gehalt von etwa 99,6% und guter Schweißbarkeit, aber sobald die Betriebstemperatur über 315°C / 600°F ansteigt, wird das Kohlenstoffproblem ernster und Nickel 201 kommt oft ins Gespräch, weil es ein geringeres Graphitierungsrisiko aufweist.
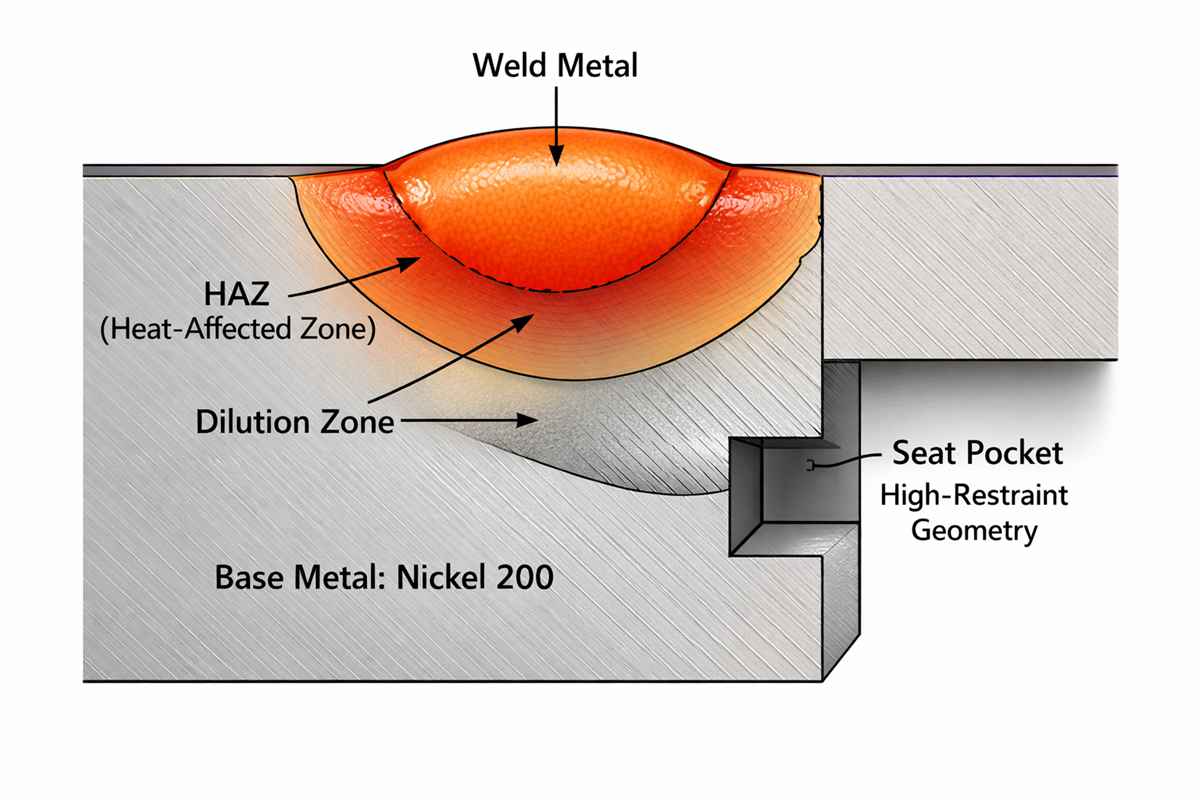
Bei Ventilgehäusen ist die Wahl des Füllstoffs nicht nur eine Entscheidung über das Verbrauchsmaterial. Es ist eine metallurgische Entscheidung, die von den Medien, dem Wandquerschnitt, dem Gieß- oder Schmiedeverfahren, der Einschränkung der Verbindung, der Verdünnung und der Reparaturphilosophie abhängt. Ein Ventilgehäuse hat dickere Abschnitte als Bleche oder Rohre, abruptere Geometrieänderungen um Sitztaschen und Öffnungen und viel weniger Toleranz für versteckte Schmelzfehler. Nickellegierungen erfordern in der Regel auch einen größeren Einschlusswinkel, eine breitere Wurzelöffnung und einen kleineren Steg als bei Kohlenstoffstahl oder rostfreiem Stahl, da die Einbrandeigenschaften anders sind. Darüber hinaus ist das Nickelschweißen sehr empfindlich gegenüber Verunreinigungen durch Schwefel und andere niedrigschmelzende Elemente, die zu Heißrissen in der Nähe der Schmelzlinie führen können.
Warum Ventilkörper die Auswahl des Füllers erschweren
Ein flacher Coupon kann viele Verfahren besser aussehen lassen, als sie tatsächlich sind. Bei Ventilkörpern ist das nicht der Fall. Bei einer echten Schweißnaht an einem Ventilgehäuse kommt es an den Übergängen von der Nabe zur Schale, an den Hälsen der Ventilhaube und bei lokalen Reparaturen nach der Bearbeitung schnell zu Verformungen. Das Schweißbad aus geschmolzenem Nickel verzeiht nicht viel, und die Folgen einer schlechten Wahl des Schweißzusatzes sind in der Regel auf der Schweißbank nicht dramatisch; sie zeigen sich später in Form von Porosität, interdendritischen Rissen, Nacharbeit bei Röntgenaufnahmen oder Farbeindringverfahren oder schlimmer noch, als Korrosionsanomalien im Laugenbetrieb. Aus diesem Grund wählen erfahrene Verarbeiter den Zusatzwerkstoff nicht nur aus Gewohnheit aus. Sie gehen vom gewünschten Korrosionsverhalten auf der benetzten Seite aus und arbeiten sich dann rückwärts in das Verfahren ein.
Der Füllstoff erster Wahl für die meisten Nickel-200-Ventilgehäuse-Schweißnähte
Für die meisten Produktionsschweißungen an Nickel 200 oder Nickel 201 ist der Standardstartpunkt immer noch ERNi-1 für GTAW/GMAW/PAW und ENi-1 für die SMAW-Reparatur vor Ort. Diese Empfehlung ist nicht willkürlich. ERNi-1 wird speziell verwendet für handelsübliches Reinnickel Knet- und Gussprodukte, einschließlich Nickel 200 und 201, und der Titanzusatz soll helfen, die Porosität des Schweißguts zu kontrollieren. ENi-1 dient der gleichen Familie in Form einer ummantelten Elektrode und wird häufig verwendet, wenn die Bedingungen in der Werkstatt oder der Zugang SMAW praktischer machen. Mit anderen Worten: Wenn das Ventilgehäuse wirklich ein Nickel-200-Bauteil ist und die Chemie auf der Service-Seite nahe am Verhalten von reinem Nickel bleiben muss, ist eine passende Familie von Zusatzwerkstoffen aus reinem Nickel normalerweise die sicherste technische Grundlage.
Die Teams geraten in Schwierigkeiten, wenn sie davon ausgehen, dass “passend” immer “am besten” bedeutet, unabhängig von der Geometrie und der Verwendung. Bei dünnen Nickelblechen mit geringen Spannungen kann autogenes Schweißen akzeptabel sein. Bei Ventilgehäusen empfehle ich jedoch selten, ein Verfahren auf autogenes Schweißen aufzubauen, es sei denn, die Verbindung ist sehr leicht, die Zugänglichkeit ist ausgezeichnet und die Qualifikationsdaten haben das Ergebnis bereits bestätigt. Bei einem Ventilgehäuse gibt es zu viele Querschnittsänderungen und zu viele Nachteile durch Schrumpfungsspannungen. Der Füllstoff ist nicht nur dazu da, die Nut zu füllen, sondern auch, um die Metallurgie und das Schweißprofil zu stabilisieren.
Wann ein nicht übereinstimmender Füllstoff gerechtfertigt sein kann
Es gibt Fälle, in denen eine nicht übereinstimmende Füllung sinnvoll ist, aber diese sind bedingt, nicht standardmäßig. Zum Beispiel, ERNiCu-7 wird üblicherweise für Nickel-Kupfer-Systeme verwendet und kann bei ungleichen Verbindungen mit Nickel 200 und Kupfer-Nickel-Familien eingesetzt werden. Das macht es zu einer verfahrenstechnischen Option, wenn das Ventilgehäuse mit einer Nickel-Kupfer-Übergangskomponente oder einem Cu-Ni-Aufsatz verbunden wird. Für ein voll benetztes Nickel-200-Ventilgehäuse im Laugen- oder Reinstbetrieb sollte die Abkehr von der Familie der Reinnickel-Zusatzwerkstoffe jedoch durch die Erfordernisse des Betriebs gerechtfertigt und durch eine Qualifizierung bestätigt werden, da die Chemie des Schweißguts nicht mehr mit der Grundlegierung übereinstimmt.
Die gleiche Logik gilt für “stärkere” oder höher legierte Nickelfüllstoffe, die manchmal gewählt werden, um das Schweißen zu erleichtern. Sie können bei speziellen Verbindungen unterschiedlicher Metalle hilfreich sein, aber sie verändern auch das galvanische und korrosive Bild. Bei Armaturen sind Korrosionsfehler oft teurer als Schweißprobleme. Eine Raupe, die in der Werkstatt schön aussieht, kann trotzdem die falsche Raupe sein, wenn sich die Chemie der benetzten Oberfläche von dem unterscheidet, was das Prozessmedium erwartet. Deshalb sollte die Wahl des Schweißzusatzes für Ventilgehäuse immer mit dem Betriebsmedium und nicht nur mit dem Komfort des Schweißers zusammenhängen.
Schweißzusatzwerkstoff-Vergleichstabelle für Nickel-200-Ventilgehäuse
Die folgende Tabelle zeigt die technische Logik, die die meisten Teams bei der Überprüfung anwenden Nickel 200 Schweißzusatzwerkstoffauswahl für Ventilgehäuse.
| Option Füllstoff | Typischer Prozess / Klassifizierung | Bester Anwendungsfall bei Ventilkörpern | Hauptvorteil | Wichtigste Warnung | Technische Empfehlung |
|---|---|---|---|---|---|
| ERNi-1 | GTAW / GMAW / PAW, AWS A5.14 | Produktionsschweißen von Ventilgehäusen aus Nickel 200/201 in Knet- oder Gussausführung | Chemische Familie, die in der Praxis dem reinen Nickel am nächsten kommt; gute Korrosionsverträglichkeit; Ti hilft, die Porosität zu kontrollieren | Nach wie vor empfindlich gegenüber Kontamination und Verdünnung | Füllstoff der ersten Wahl für die meisten Werkstattverfahren |
| ENi-1 | SMAW, AWS A5.11 | Schweißungen vor Ort, Reparaturschweißungen oder Bereiche mit eingeschränktem WIG-Zugang | Praktisch für Wartung und Reparatur vor Ort; kompatibel mit der Nickel 200/201 Familie | Schlackenentfernung und Steuerung der Wärmezufuhr hängen stärker von der Ventilgeometrie ab | Beste Alternative vor Ort/Reparatur, wenn SMAW erforderlich ist |
| Autogenes Schweißen | GTAW ohne Füllstoff | Nur sehr dünne, zurückhaltende Nickeldetails | Keine Abweichung der Füllung | Schlechte Passform für eingespannte Ventilkörperteile; höheres Risiko von schrumpfungsbedingten Problemen | Normalerweise als Hauptventilkörperverfahren vermeiden |
| ERNiCu-7 | GTAW / GMAW / SÄGE | Unähnliche Verbindungen mit Nickel 200 und Cu-Ni / Nickel-Kupfer-Teilen | Nützlicher Übergangsfüller in der richtigen unähnlichen Baugruppe | Schweißgut ist nicht mehr rein nickelhaltig; Korrosions-/Betriebsfestigkeit sorgfältig prüfen | Nur verwenden, wenn die Konstruktion der Verbindung es wirklich erfordert |
Praktische Auswahlverfahren, die Ingenieure tatsächlich nutzen
Meine Faustregel ist einfach. Prüfen Sie zunächst, ob das Ventilgehäuse wirklich aus Nickel 200 besteht, oder ob die Auslegungstemperatur und die Prozessbedingungen wirklich auf Nickel 201 hindeuten. Nickel 200 eignet sich hervorragend für viele korrosive Umgebungen, insbesondere für Laugen, aber sobald die Temperatur in den Bereich kommt, in dem die Kohlenstoffstabilität eine Rolle spielt, wird die Sorte mit niedrigerem Kohlenstoffgehalt wichtig. Wenn diese Frage nicht geklärt ist, ist die Wahl des Füllstoffs verfrüht.
Zweitens, wenn der Körper aus Nickel 200 besteht und die benetzte Chemie in der Nähe von handelsüblichem reinem Nickel bleiben muss, qualifizieren sich um ERNi-1 als primäre Wurzel und Füllmetall. Für die Reparatur vor Ort oder die lokale Wiederherstellung qualifizieren ENi-1. Drittens ist die Sauberkeit eine Variable beim Schweißen und kein Detail der Haushaltsführung: Schwefel, Phosphor, Blei, Wismut und ähnliche Verunreinigungen sind klassische Faktoren, die zur Rissbildung bei Schweißnähten aus Nickellegierungen beitragen. Geeignete Werkzeuge, saubere Handschuhe, nicht kontaminierte Lösungsmittel und die Kontrolle des Werkstattstaubs sind hier keine Option.
Viertens: Achten Sie auf die Verdünnung. Wenn ein Nickel-200-Ventilkörper einen unähnlichen Übergang, einen gebutterten Bereich oder eine zuvor reparierte Stelle aufweist, kann die Chemie bei den ersten Durchgängen schneller abdriften, als viele Teams erwarten. Dies ist besonders in der Nähe von Armaturen, Anbauteilen oder Übergängen aus Kohlenstoffstahl der Fall. Auf dem Papier mag auf der WPS Nickel 200 stehen; im tatsächlichen Wurzelbereich kann die Ablagerung bereits eine andere sein. Fünftens: Entwerfen Sie die Verbindung so, dass sie sich wie Nickel verhält: angemessener Nutwinkel, ausreichende Wurzelöffnung und kontrolliertes, gleichmäßiges Eindringen. Ventilkörper bestrafen den Optimismus der engen Rillen.

Endgültige technische Ansicht
Was ist also die kurze Antwort auf Nickel 200 Schweißzusatzwerkstoffauswahl für Ventilgehäuse? In den meisten Fällen beginnen Sie mit ERNi-1 für Werkstattschweißen und ENi-1 für die Stumpfschweißreparatur und stellen diese Basis nur dann in Frage, wenn die Verbindung unähnlich ist, die chemische Zusammensetzung eine andere Auftragung rechtfertigt oder die Qualifikationsdaten beweisen, dass eine andere Methode besser ist. Bei Ventilgehäusen sollte die Wahl des Schweißzusatzes in erster Linie das Korrosionsverhalten schützen, in zweiter Linie die Festigkeit der Schweißnaht und in dritter Linie die Werkstattfreundlichkeit. Wenn man diese Reihenfolge umkehrt, zahlt man in der Regel später mit Nacharbeit oder Betriebsausfällen dafür.
Wenn Sie Schmiedeteile, Gussteile, Stangen oder Schweißzusatzwerkstoffe aus Nickel 200 für die Armaturenherstellung kaufen, können Sie Fehlentwicklungen am schnellsten vermeiden, wenn Sie vier Faktoren gemeinsam prüfen: Betriebsmedium, Auslegungstemperatur, Herstellungsart des Körpers und Schweißverfahren. Wenn diese Punkte geklärt sind, ist die Auswahl des Schweißzusatzes nicht mehr so rätselhaft. Wenn Sie möchten, kann ich diesen Artikel als nächstes zu einem kommerziellere B2B-Blog-Version, a Produkt Landing Page Version, oder eine Google-Snippet-optimierte FAQ-Version für 28Nickel.
Verwandte Fragen und Antworten
1) Ist ERNi-1 immer der beste Füllstoff für Nickel-200-Ventilgehäuse?
Nicht immer, aber meistens ist es die erste Wahl für das Werkstattschweißen von Nickel 200/201-Ventilkörpern, da es zur Familie der Reinnickel-Zusatzwerkstoffe gehört und für diese Legierungen vorgesehen ist. Weichen Sie nur dann davon ab, wenn die Betriebsbedingungen oder die Konstruktion ungleicher Verbindungen eine Änderung rechtfertigen.
2) Sollte ich für Hochtemperaturarmaturen von Nickel 200 auf Nickel 201 wechseln?
Wenn die Betriebstemperatur über 315°C / 600°F liegt, wird diese Frage wichtig. Nickel 201 hat einen geringeren Kohlenstoffgehalt und ist widerstandsfähiger gegen graphitierungsbedingte Versprödung bei erhöhter Temperatur.
3) Können Nickel-200-Ventilgehäuse an unterschiedliche Metalle geschweißt werden?
Ja, aber der Schweißzusatzwerkstoff muss entsprechend der tatsächlichen unähnlichen Kombination und dem erforderlichen Korrosionsverhalten der Schweißzone ausgewählt werden. So können beispielsweise Nickel-Kupfer-Übergangssituationen ERNiCu-7 rechtfertigen, aber das macht es nicht zur Standardwahl für einen mit reinem Nickel 200 benetzten Körper.


