Quando os engenheiros discutem Níquel 200 seleção de metal de adição para corpos de válvulas, A verdadeira questão raramente é “Que fio pode fundir esta junta?” A melhor pergunta é: qual o material de enchimento que preservará o desempenho da corrosão, controlará a porosidade, sobreviverá à restrição em saliências e transições de flanges e ainda deixará uma zona de soldadura que se comporta como a liga de origem em serviço? Esta distinção é importante. O níquel 200 é níquel forjado comercialmente puro com cerca de 99,6% Ni e boa soldabilidade, mas quando a temperatura de serviço sobe acima de cerca de 600°F / 315°C, o problema do carbono torna-se mais sério e o níquel 201 entra frequentemente na conversa devido ao seu menor risco de grafitização.
Para corpos de válvulas, a escolha do material de enchimento não é apenas uma decisão de consumíveis. É uma decisão metalúrgica ligada ao material, à secção da parede, à rota de fundição ou forjamento, à restrição de juntas, à diluição e à filosofia de reparação. Um corpo de válvula tem secções mais espessas do que uma chapa ou um tubo, alterações de geometria mais abruptas em torno das bolsas de sede e das portas e muito menos tolerância para a falta de fusão oculta. Ligas de níquel também necessitam tipicamente de um ângulo de inclusão maior, uma abertura de raiz mais larga, e um terreno mais pequeno do que os designs de aço carbono ou inoxidável, porque as caraterísticas de penetração são diferentes. Além disso, a soldadura de níquel é altamente sensível à contaminação por enxofre e outros elementos de baixo ponto de fusão que podem provocar fissuras a quente perto da linha de fusão.
Porque é que os corpos das válvulas tornam a seleção do material de enchimento mais exigente
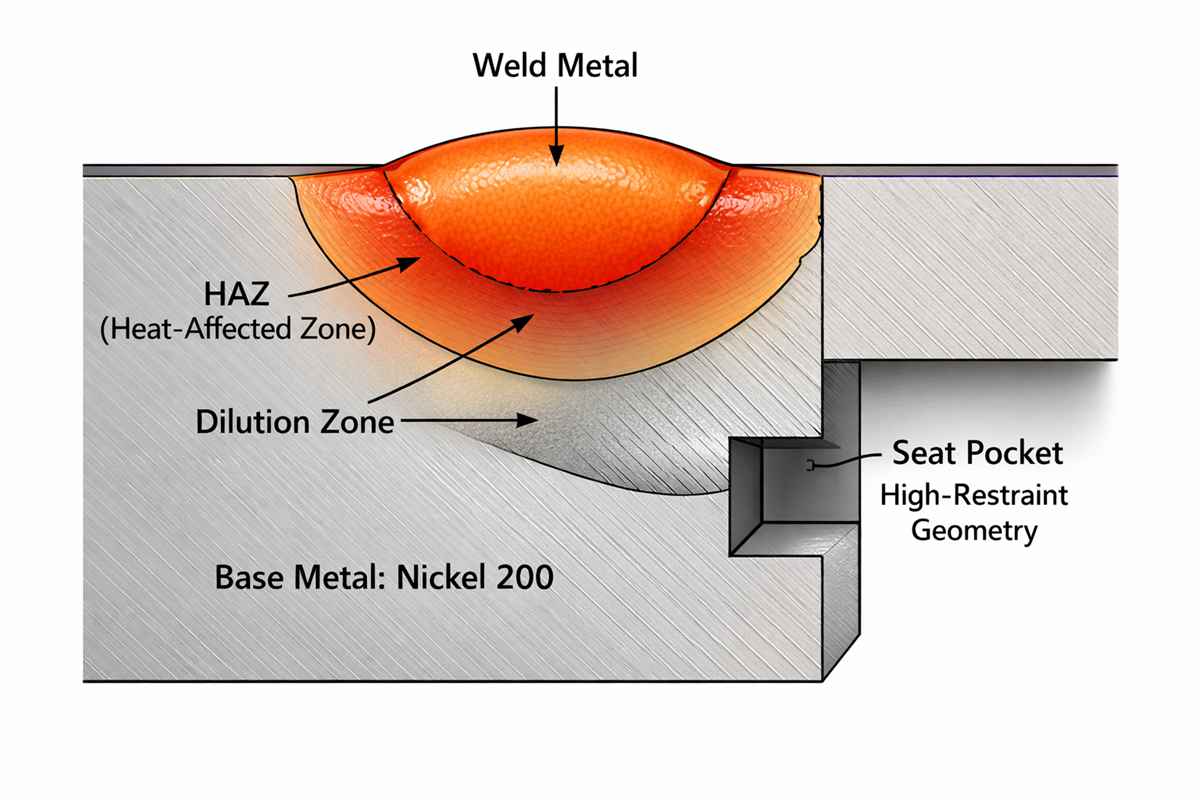
Um cupão plano pode fazer com que muitos procedimentos pareçam melhores do que realmente são. Os corpos de válvula não o fazem. Numa soldadura de corpo real, a restrição aumenta rapidamente nas transições entre o cubo e o casco, nos pescoços do castelo e em torno de reparações locais após a maquinagem. A poça de fusão de níquel fundido não é especialmente indulgente e a consequência de uma má seleção do material de enchimento não é normalmente dramática no banco de soldadura; aparece mais tarde como porosidade, fissuras interdendríticas, retrabalho durante a radiografia ou penetração de corante ou, pior ainda, incompatibilidade de corrosão em serviço cáustico. É por isso que os fabricantes experientes não selecionam o material de enchimento apenas pelo hábito. Começam pelo comportamento de corrosão exigido no lado húmido e depois trabalham para trás no procedimento.
O material de enchimento de primeira escolha para a maioria das soldaduras de corpos de válvulas de Níquel 200
Para a maioria das soldaduras de produção em Níquel 200 ou Níquel 201, o ponto de partida predefinido continua a ser ERNi-1 para GTAW/GMAW/PAW e PTi-1 para a reparação em campo por SMAW. Esta recomendação não é arbitrária. O ERNi-1 é utilizado especificamente para níquel comercialmente puro produtos forjados e fundidos, incluindo o níquel 200 e 201, e a adição de titânio destina-se a ajudar a controlar a porosidade do metal de soldadura. O ENi-1 serve a mesma família na forma de elétrodo revestido e é amplamente utilizado quando as condições da oficina ou o acesso tornam a SMAW mais prática. Por outras palavras, se o corpo da válvula for realmente um componente de níquel 200 e a química do lado do serviço precisar de se manter próxima do comportamento do níquel puro, uma família de enchimento de níquel puro correspondente é normalmente a base de engenharia mais segura.
O problema das equipas é assumirem que “igual” significa sempre “melhor”, independentemente da geometria e do serviço. Em chapas de níquel finas e de baixa restrição, a soldadura autogénea pode ser aceitável. No entanto, em corpos de válvulas, raramente recomendo a construção de um procedimento em torno de passes autogéneos, a menos que a junta seja muito leve, o acesso seja excelente e os dados de qualificação já comprovem o resultado. Um corpo de válvula tem demasiadas alterações de secção e demasiada penalização por tensão de retração. O enchimento não está lá apenas para preencher o sulco; está lá para estabilizar a metalurgia e o perfil da solda.
Quando se justifica uma obturação não correspondente
Há casos em que um preenchimento sem correspondência se torna razoável, mas são condicionais e não predefinidos. Por exemplo, ERNiCu-7 é normalmente utilizado para sistemas de níquel-cobre e pode ser aplicado em juntas dissimilares envolvendo famílias de níquel 200 e cobre-níquel. Isto torna-o uma opção de procedimento se o corpo da válvula estiver a ser unido a um componente de transição níquel-cobre ou a um acessório Cu-Ni. Mas para um corpo de válvula de níquel 200 totalmente molhado em serviço cáustico ou de alta pureza, o afastamento da família de enchimento de níquel puro deve ser justificado pela necessidade do serviço e confirmado pela qualificação, porque a química do depósito de solda já não é equivalente à liga de base.
A mesma lógica aplica-se às cargas de níquel “mais fortes” ou mais altamente ligadas, por vezes escolhidas para facilitar a soldadura. Podem ajudar em juntas especiais de metais dissimilares, mas também alteram o quadro galvânico e de corrosão. No trabalho com válvulas, a incompatibilidade de corrosão é muitas vezes mais cara do que a dificuldade de soldadura. Um cordão que parece bonito na oficina de fabrico pode ser o cordão errado se a química da superfície molhada se desviar do que o meio de processo espera. É por isso que a seleção do metal de adição para corpos de válvulas deve estar sempre ligada ao meio de serviço e não apenas ao conforto do soldador.
Tabela de comparação de metais de adição para corpos de válvulas de Níquel 200
O quadro seguinte reflecte a lógica de engenharia que a maioria das equipas utiliza ao analisar Seleção de metal de enchimento de soldadura de níquel 200 para corpos de válvulas.
| Opção de enchimento | Processo típico / classificação | Melhor caso de utilização em corpos de válvulas | Principal vantagem | Precaução principal | Recomendação de engenharia |
|---|---|---|---|---|---|
| ERNi-1 | GTAW / GMAW / PAW, AWS A5.14 | Soldadura de produção de corpos de válvulas forjados ou fundidos em níquel 200/201 | Família química prática mais próxima do níquel puro; boa compatibilidade com a corrosão; o Ti ajuda a controlar a porosidade | Ainda sensível à contaminação e à diluição | Enchimento de primeira escolha para a maioria dos procedimentos de oficina |
| PTi-1 | SMAW, AWS A5.11 | Soldaduras de campo, soldaduras de reparação ou áreas com acesso limitado a GTAW | Prático para manutenção e reparação local; compatível com a família Nickel 200/201 | A remoção de escórias e o controlo da entrada de calor dependem mais da geometria da válvula | Melhor alternativa de campo/reparação quando é necessário SMAW |
| Soldadura autogénea | GTAW sem enchimento | Apenas pormenores de níquel muito finos e de baixa restrição | Não há incompatibilidade de enchimento | Mau ajuste para as secções do corpo da válvula retidas; maior risco de problemas relacionados com o encolhimento | Normalmente, evitar como procedimento para o corpo da válvula principal |
| ERNiCu-7 | GTAW / GMAW / SAW | Juntas dissimilares envolvendo peças de níquel 200 e Cu-Ni / níquel-cobre | Material de enchimento de transição útil na montagem dissimilar correta | O metal de soldadura já não é do tipo níquel puro; verificar cuidadosamente a compatibilidade entre corrosão e serviço | Utilizar apenas quando a conceção da junta o exigir verdadeiramente |
Fluxo de trabalho de seleção prática que os engenheiros realmente utilizam
A minha regra geral é simples. Primeiro, verifique se o corpo da válvula é realmente de níquel 200 no sentido de serviço, ou se a temperatura de projeto e as condições do processo apontam realmente para o níquel 201. O níquel 200 é excelente em muitos ambientes corrosivos, especialmente em álcalis cáusticos, mas quando a temperatura entra na gama em que a estabilidade do carbono é importante, o grau de carbono inferior torna-se importante. Se essa questão não estiver resolvida, a seleção da carga é prematura.
Em segundo lugar, se a carroçaria for de níquel 200 e a química da zona húmida tiver de se manter próxima do níquel comercialmente puro, qualificar cerca de ERNi-1 como raiz primária e metal de enchimento. Para reparação no terreno ou restauro local, qualificar PTi-1. Em terceiro lugar, trate a limpeza como uma variável de soldadura e não como um pormenor de manutenção: enxofre, fósforo, chumbo, bismuto e contaminantes semelhantes são contribuintes clássicos para a fissuração em soldaduras de ligas de níquel. Ferramentas dedicadas, luvas limpas, solventes não contaminados e controlo do pó da oficina não são opcionais neste caso.
Quarto, cuidado com a diluição. Se um corpo de válvula de Níquel 200 incluir uma transição dissimilar, uma área untada com manteiga ou um local previamente reparado, a química nas primeiras passagens pode desviar-se mais rapidamente do que muitas equipas esperam. Isto é particularmente relevante perto de fixações de aço-carbono, acessórios ou extremidades de transição. No papel, a WPS pode dizer Níquel 200; na área real da raiz, o depósito pode já ser outra coisa. Quinto, projete a junta para o comportamento do níquel: ângulo de ranhura adequado, abertura de raiz suficiente e penetração controlada e consistente. Os corpos das válvulas são muito exigentes em termos de otimismo de ranhuras estreitas.

Vista final de engenharia
Então, qual é a resposta curta para Seleção de metal de enchimento de soldadura de níquel 200 para corpos de válvulas? Na maioria dos casos, comece com ERNi-1 para soldadura em oficina e PTi-1 para a reparação por SMAW e, em seguida, desafiar essa linha de base apenas quando a junta for dissimilar, a química do serviço justificar um depósito diferente ou os dados de qualificação provarem que outra via é melhor. Para corpos de válvulas, a seleção do material de enchimento deve proteger em primeiro lugar o comportamento à corrosão, em segundo lugar a solidez da soldadura e em terceiro lugar a conveniência da oficina. Se inverter esta ordem, normalmente paga-se mais tarde em retrabalho ou falha de serviço.
Se estiver a comprar peças forjadas, peças fundidas, barras ou consumíveis de soldadura de Níquel 200 para o fabrico de válvulas, a forma mais rápida de evitar falsos começos é rever em conjunto quatro factores: meio de serviço, temperatura de projeto, rota de fabrico do corpo e processo de soldadura. Uma vez esclarecidas estas questões, a seleção do material de enchimento torna-se muito menos misteriosa. Se quiser, posso transformar este artigo num versão mais comercial do blogue B2B, a versão da página de destino do produto, ou um Versão das FAQ optimizada para Google-snippet para 28Nickel.
Perguntas e respostas relacionadas
1) O ERNi-1 é sempre o melhor material de enchimento para corpos de válvulas de Níquel 200?
Nem sempre, mas é a linha de base de primeira escolha mais comum para a soldadura em oficina de corpos de válvulas de Níquel 200/201 porque pertence à família de enchimento de níquel puro e destina-se a essas ligas. Só se deve desviar desta linha de base quando as condições de serviço ou a conceção de uma junta dissimilar justificarem a alteração.
2) Devo mudar do níquel 200 para o níquel 201 para o serviço de válvulas a alta temperatura?
Se a temperatura de serviço for superior a cerca de 600°F / 315°C, esta questão torna-se importante. O níquel 201 tem menos carbono e é mais resistente à fragilização relacionada com a grafitização a temperaturas elevadas.
3) Os corpos das válvulas de níquel 200 podem ser soldados a metais diferentes?
Sim, mas o material de enchimento deve ser escolhido em função da combinação dissimilar real e do comportamento de corrosão exigido para a zona de soldadura. Por exemplo, as situações de transição níquel-cobre podem justificar o ERNiCu-7, mas isso não faz dele a escolha padrão para um corpo molhado de níquel 200 puro.


