Когда инженеры обсуждают Никель 200 выбор присадочного металла для сварки корпусов клапанов, Но реальный вопрос редко звучит так: “Какая проволока может расплавить этот шов?”. Лучше спросить: какой присадочный материал сохранит коррозионные характеристики, будет контролировать пористость, выдержит ограничения на бобышках и фланцевых переходах и при этом оставит зону сварки, которая в процессе эксплуатации будет вести себя как основной сплав? Это различие имеет значение. Никель 200 - это коммерчески чистый деформируемый никель с содержанием Ni около 99,6% и хорошей свариваемостью, но как только температура эксплуатации поднимается выше 600°F / 315°C, проблема углерода становится более серьезной, и никель 201 часто становится предметом обсуждения из-за его меньшего риска графитизации.
Для корпусов клапанов выбор наполнителя - это не просто решение о расходных материалах. Это металлургическое решение, связанное со средой, сечением стенки, способом литья или ковки, ограничением швов, разбавлением и философией ремонта. Корпус клапана имеет более толстое сечение, чем лист или труба, более резкие изменения геометрии вокруг седловых карманов и отверстий и гораздо меньше допусков на скрытое отсутствие плавления. Никелевые сплавы Также обычно требуется больший угол включения, более широкое корневое отверстие и меньшая площадь, чем при сварке углеродистой или нержавеющей стали, поскольку характеристики проплавления отличаются. Кроме того, сварка никеля очень чувствительна к загрязнению серой и другими элементами с низкой точкой плавления, которые могут вызвать горячее растрескивание вблизи линии сплавления.
Почему корпуса клапанов делают выбор наполнителя более сложным
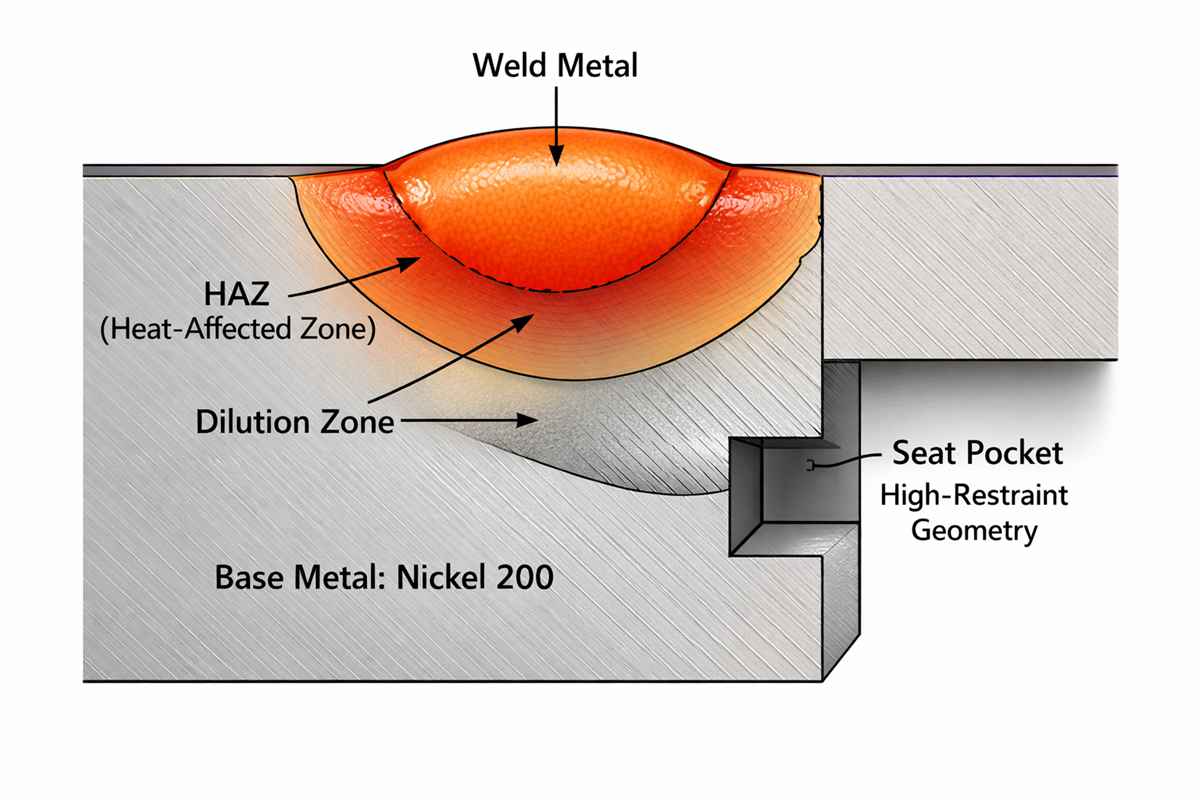
Плоский купон может заставить многие процедуры выглядеть лучше, чем они есть на самом деле. Для корпусов клапанов это не так. В реальном сварном шве корпуса ограничение быстро нарастает на переходах от ступицы к корпусу, на горловинах капота и в местах локального ремонта после механической обработки. Расплавленная никелевая сварочная ванна не отличается особой щепетильностью, и последствия неправильного выбора наполнителя обычно не проявляются на сварочном стенде; они проявляются позже в виде пористости, междендритных трещин, переделки при радиографии или красителе пенетранта, или, что еще хуже, коррозионного несоответствия при работе в щелочной среде. Именно поэтому опытные производители не выбирают наполнитель только по привычке. Они начинают с требуемого коррозионного поведения на смачиваемой стороне, а затем работают в обратном направлении.
Присадка первого выбора для большинства сварных швов корпуса клапана из никеля 200
Для большинства производственных сварных швов на никеле 200 или никеле 201 исходной точкой по умолчанию остается ERNi-1 для GTAW/GMAW/PAW и ENi-1 для полевого ремонта SMAW. Эта рекомендация не является произвольной. ERNi-1 специально используется для промышленно чистый никель Кованые и литые изделия, включая никель 200 и 201, а добавка титана призвана помочь контролировать пористость металла шва. ENi-1 относится к тому же семейству в форме покрытого электрода и широко используется, когда условия в цеху или доступ делают SMAW более практичным. Другими словами, если корпус клапана действительно является компонентом из никеля 200, а химический состав на стороне обслуживания должен быть близок к поведению чистого никеля, соответствующее семейство чисто никелевых присадочных материалов обычно является наиболее безопасной инженерной основой.
Команды попадают в беду, когда считают, что “подходящий” всегда означает “лучший”, независимо от геометрии и условий эксплуатации. Для тонких никелевых листов с небольшими ограничениями автогенная сварка может быть приемлемой. Однако в корпусах клапанов я редко рекомендую строить процедуру на основе автогенных проходов, если только соединение не очень легкое, доступ к нему отличный, а квалификационные данные уже подтверждают результат. Корпус клапана имеет слишком большое изменение сечения и слишком большой штраф за усадочные напряжения. Наполнитель нужен не только для того, чтобы заполнить канавку; он нужен для стабилизации металлургии и профиля сварного шва.
Когда несоответствующий наполнитель может быть оправдан
Есть случаи, когда несовпадающий заполнитель становится разумным, но они условные, а не по умолчанию. Например, ERNiCu-7 обычно используется для никель-медных систем и может применяться в разнородных соединениях с никелем 200 и медно-никелевыми семействами. Это делает его процедурным вариантом, если корпус клапана соединяется с переходным компонентом никель-медь или Cu-Ni. Но для полностью смачиваемого корпуса клапана из никеля 200, работающего в щелочных средах или средах высокой чистоты, отказ от использования чисто никелевых присадочных материалов должен быть обоснован необходимостью эксплуатации и подтвержден квалификацией, поскольку химический состав сварочного наплава уже не эквивалентен основному сплаву.
Та же логика применима к “более прочным” или высоколегированным никелевым наполнителям, которые иногда выбирают для облегчения сварки. Они могут помочь в специальных соединениях разнородных металлов, но они также меняют картину гальванических и коррозионных процессов. При работе с арматурой коррозионное несоответствие часто обходится дороже, чем трудности сварки. Шарик, который прекрасно выглядит в цехе изготовления, все равно может оказаться неправильным, если химический состав смачиваемой поверхности отклоняется от того, что ожидает технологическая среда. Вот почему выбор присадочного металла для корпусов клапанов всегда должен быть связан с рабочей средой, а не только с удобством сварщика.
Таблица сравнения металлов-наполнителей для корпусов клапанов Nickel 200
Приведенная ниже таблица отражает инженерную логику, которую используют большинство команд при рассмотрении Выбор присадочного металла для сварки никеля 200 для корпусов клапанов.
| Вариант заполнения | Типичный процесс / классификация | Наилучшее применение в корпусах клапанов | Главное преимущество | Главное предостережение | Инженерная рекомендация |
|---|---|---|---|---|---|
| ERNi-1 | GTAW / GMAW / PAW, AWS A5.14 | Производственная сварка кованых или литых корпусов клапанов из никеля 200/201 | Наиболее близкое к чистому никелю химическое семейство; хорошая коррозионная совместимость; Ti помогает контролировать пористость | По-прежнему чувствителен к загрязнению и разбавлению | Наполнитель первого выбора для большинства магазинных процедур |
| ENi-1 | SMAW, AWS A5.11 | Полевые сварные швы, ремонтные швы или участки с ограниченным доступом к GTAW | Практичен для технического обслуживания и локального ремонта; совместим с семейством Nickel 200/201 | Шлакоудаление и контроль тепловыделения в большей степени зависят от геометрии клапана | Лучшая альтернатива для полевых работ/ремонта, когда требуется SMAW |
| Автогенная сварка | GTAW без наполнителя | Очень тонкие, малозаметные детали только из никеля | Отсутствие несоответствия наполнителя | Плохое прилегание секций корпуса клапана с ограничениями; повышенный риск возникновения проблем, связанных с усадкой | Обычно избегайте использования в качестве основного корпуса клапана |
| ERNiCu-7 | GTAW / GMAW / SAW | Разнородные соединения с деталями из никеля 200 и Cu-Ni / никель-медь | Полезный переходный наполнитель в правильной разнородной сборке | Металл сварного шва больше не является чисто никелевым; тщательно проверьте совместимость с коррозией и эксплуатацией | Используйте только тогда, когда этого действительно требует конструкция соединения |
Практический выбор рабочего процесса, который реально используют инженеры
Мое эмпирическое правило простое. Сначала проверьте, действительно ли корпус клапана изготовлен из никеля 200 в смысле эксплуатации, или же расчетная температура и условия процесса действительно указывают на никель 201. Никель 200 отлично работает во многих коррозионных средах, особенно в едких щелочах, но как только температура переходит в диапазон, где стабильность углерода имеет значение, становится важной более низкоуглеродистая марка. Если этот вопрос не решен, выбор присадки преждевременен.
Во-вторых, если корпус изготовлен из никеля 200, а химический состав смачиваемого материала должен оставаться близким к коммерчески чистому никелю, то следует квалифицировать около ERNi-1 в качестве основного корня и заполняющего металла. Для ремонта в полевых условиях или локальной реставрации квалифицируйте ENi-1. В-третьих, относитесь к чистоте как к переменной сварки, а не как к детали домашнего хозяйства: сера, фосфор, свинец, висмут и подобные загрязняющие вещества являются классическими факторами, способствующими образованию трещин в сварных швах из никелевых сплавов. Специальные инструменты, чистые перчатки, незагрязненные растворители и контроль за пылью в цеху не являются факультативными.
В-четвертых, следите за разбавлением. Если в корпусе клапана Nickel 200 есть разнородные переходы, замасленные участки или ранее отремонтированные места, химический состав при первых проходах может размываться быстрее, чем ожидают многие команды. Это особенно актуально вблизи креплений, насадок или переходов из углеродистой стали. На бумаге в WPS может быть указан никель 200, а на самом деле в корневой зоне осадок может быть уже другим. В-пятых, спроектируйте соединение с учетом поведения никеля: достаточный угол канавки, достаточное раскрытие корня и контролируемое, последовательное проникновение. Корпуса клапанов наказывают узкопазовым оптимизмом.

Окончательный инженерный вид
Итак, каков краткий ответ на Выбор присадочного металла для сварки никеля 200 для корпусов клапанов? В большинстве случаев начните с ERNi-1 для сварки в цеху и ENi-1 для ремонта SMAW, а затем оспорить этот базовый уровень только в том случае, если соединение разнородное, химический состав оправдывает использование другого осадка или квалификационные данные доказывают, что другой путь лучше. Для корпусов клапанов выбор наполнителя должен в первую очередь обеспечивать коррозионную стойкость, во вторую - прочность шва, а в третью - удобство работы в цехе. Если изменить этот порядок, то обычно за это приходится расплачиваться повторными работами или отказом в обслуживании.
Если вы покупаете поковки, отливки, прутки или сварочные материалы из никеля 200 для производства клапанов, самый быстрый способ избежать фальсификаций - проанализировать четыре исходных параметра: рабочую среду, расчетную температуру, способ изготовления корпуса и процесс сварки. Как только они станут ясными, выбор наполнителя станет гораздо менее загадочным. Если хотите, я могу превратить эту статью в более коммерческая версия блога B2B, a версия целевой страницы продукта, или Версия FAQ, оптимизированная под сниппеты Google для 28 никеля.
Связанные вопросы и ответы
1) Всегда ли ERNi-1 является лучшим наполнителем для корпусов клапанов из никеля 200?
Не всегда, но это наиболее распространенный базовый вариант для сварки корпусов клапанов из никеля 200/201, поскольку он относится к семейству чисто никелевых присадок и предназначен для этих сплавов. Отклоняйтесь от него только в тех случаях, когда это оправдано условиями эксплуатации или конструкцией разнородных соединений.
2) Следует ли мне переходить с никеля 200 на никель 201 для высокотемпературных клапанов?
Если температура эксплуатации поднимается выше 600°F / 315°C, этот вопрос становится важным. Никель 201 содержит меньше углерода и более устойчив к охрупчиванию, связанному с графитизацией, при повышенной температуре.
3) Можно ли сваривать корпуса клапанов из никеля 200 с разнородными металлами?
Да, но присадочный материал должен выбираться с учетом фактической комбинации разнородных материалов и требуемого коррозионного поведения зоны сварки. Например, ситуации перехода никель-медь могут оправдать ERNiCu-7, но это не делает его выбором по умолчанию для смачиваемого тела из чистого никеля 200.


