Если вы готовите WPS для никелевого сплава, упрочненного осаждением, то Инконель X-750 контрольный список качества сварочных работ это не просто бумажная работа. Это инструмент управления технологическим процессом. В реальном производстве разница между приемлемым сварным швом и дорогостоящим ремонтом часто сводится к нескольким деталям, которые легко упустить из виду: состояние основного металла, чистота шва, выбор наполнителя, дисциплина подачи тепла и логика послесварочной термообработки. В случае с Inconel X-750 эти детали имеют большее значение, чем во многих других твердых растворах. никелевые сплавы, Поскольку ожидается, что эта марка сохранит прочность при нагреве, нагрузках и циклической эксплуатации.
Inconel X-750 - это никель-хромовый сплав, упрочняющийся в основном за счет закалки осадком. Один этот факт меняет суть разговора о сварке. Инженеры не только пытаются избежать классических дефектов плавления, таких как отсутствие плавления, пористость или кратерное растрескивание. Они также пытаются предотвратить металлургические повреждения, которые могут быть неочевидны на первый взгляд: ликвацию зоны термического влияния, склонность к образованию горячих трещин, локальное перерастяжение, концентрацию остаточных напряжений и снижение характеристик разрушения под напряжением после некачественного термического цикла. Именно поэтому серьезная Контрольный список качества сварочных работ для Inconel X-750 должно начаться до того, как будет нанесен удар по дуге.
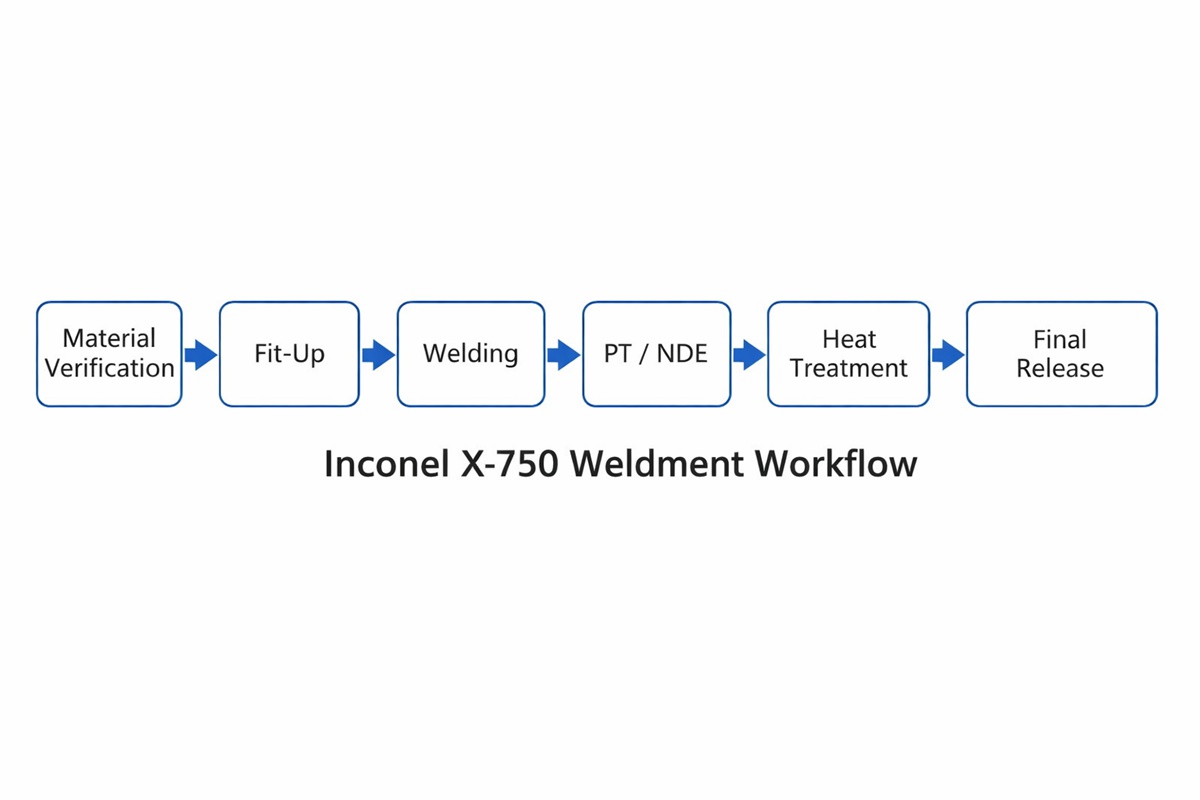
Почему важен контрольный список качества сварочных процедур для Inconel X-750
Распространенной ошибкой при поиске поставщиков и изготовлении является отношение к X-750 как к “простому никелевому сплаву”. Это не так. В цехах я видел, как за приемлемым внешним видом бусин скрывалось плохое технологическое окно. Сварной шов выглядел надежным, но впоследствии сборка не прошла проверку, потому что деталь была сварена в неправильном состоянии материала, или термический цикл не обеспечил требуемую окончательную реакцию возрастного упрочнения.
Прочный Контрольный список качества сварочных работ для Inconel X-750 должен предварительно ответить на пять технических вопросов. Во-первых, каково исходное состояние основного металла: обработанный раствором, состаренный, обработанный холодом или ранее отремонтированный? Во-вторых, соответствует ли выбранный присадочный металл требованиям эксплуатации, кодовым нормам и целевым показателям трещиностойкости? В-третьих, был ли шов очищен в соответствии со стандартами никелевых сплавов, а не углеродистых сталей? В-четвертых, контролирует ли сварщик энергию дуги, используя дисциплину "стрингер-бидс", а не широкие, перегревающие проходы? В-пятых, определен ли маршрут послесварочной термообработки в соответствии с чертежом и назначением, а не скопирован из другого семейства сплавов?

Критические меры контроля перед выпуском WPS
Наиболее важным контрольным моментом является состояние основного материала. Если возможно, X-750 следует сваривать в обработанном раствором или иным образом пригодном для сварки состоянии, а затем подвергать закалке в соответствии со спецификацией материала или чертежом детали. Сварка полностью состаренного материала не является автоматически невозможной, но она поднимает планку. Восстановительная сварка состаренных деталей должна вызывать инженерный анализ, поскольку локальное термическое отклонение может снизить свойства в зоне сварки и вокруг нее.
Следующая проблема - выбор наполнителя. Не существует универсального варианта присадки, подходящего для каждой сборки X-750. Многие производители предпочитают использовать для производственной сварки трещиностойкие никель-хромовые присадочные металлы, но окончательный выбор должен основываться на требуемой прочности, температуре эксплуатации, коррозионной среде, требованиях норм и правил, а также на любом сопряжении разнородных металлов. Хороший Контрольный список качества сварочных работ для Inconel X-750 Поэтому в нем не просто указана марка наполнителя. В нем записана инженерная основа этого наполнителя.
Очистка - это еще одна область, где плохая дисциплина разрушает в целом правильные процедуры. Сера, масло, остатки краски, грязь в цеху, загрязнение цинком, перенос меди и свинцовосодержащие маркировочные составы - все это недопустимо. Необходимо контролировать поверхности соединений, опорные поверхности, присадочную проволоку, перчатки, проволочные щетки и шлифовальные инструменты. Если тот же абразив ранее использовался на углеродистой стали, он не должен касаться X-750.
Также необходимо контролировать подачу тепла и межпроходную температуру. Для GTAW или GMAW я обычно предпочитаю стабильный, узкий профиль шарика и низкую или умеренную подачу тепла, особенно в соединениях с ограничениями. Чрезмерное плетение, большая длина дуги и плохое заполнение кратера - классические способы вызвать растрескивание в никелевых сплавах. Чистота защитного газа также имеет значение. Если стабильность дуги или смачиваемость бусин внезапно изменились, следует проверить газовую систему, прежде чем обвинять сварщика.
Таблица контроля качества сварочных процедур Inconel X-750
| Контрольная точка | Что нужно проверить | Рекомендуемый фокус качества | Риск при пропуске |
|---|---|---|---|
| Идентификация материала | Тепловое число, MTC, марка сплава, условия поставки | Проверьте фактическое состояние X-750 перед сваркой | Неправильный тепловой отклик, неудовлетворительные конечные свойства |
| Состояние основного металла | Обработанный раствором, состаренный, обработанный холодным способом, отремонтированный | Предпочтительно свариваемое состояние перед окончательным старением, если это допустимо | Снижение пластичности, сложность ремонта |
| Совместный дизайн | Корневое отверстие, угол скоса, уровень фиксации, доступ | Избегайте чрезмерного напряжения и плохого доступа к фонарю | Отсутствие плавления, растрескивание, переделка |
| Подготовка поверхности | Обезжиривание, удаление оксидов, борьба с загрязнениями | Используйте специальные инструменты для очистки никелевых сплавов | Пористость, включения, горячее растрескивание |
| Заполняющий металл | Тип сплава, диаметр, возможность отслеживания партии | Подберите шпатлевку в соответствии с процедурой обслуживания и квалификации | Несоответствие прочности, растрескивание, проблемы с коррозией |
| Параметры процесса сварки | Ток, напряжение, скорость перемещения, тепловыделение | Благоприятствуют стабильности бусины-стрингеры и контроль кратеров | Чрезмерное повреждение ОЗ, искажение |
| Управление межпроходным расстоянием | Измеренная температура в межпроходном пространстве, последовательность проходов | Поддерживайте дисциплину и ведите учет межпроходной температуры | Огрубление зерна, потеря свойств |
| Экранирование и продувка | Чистота газа, стабильность потока, настройка резака, качество продувки | Предотвращение окисления и нестабильного поведения дуги | Оксидные пленки, низкое качество бисера |
| Квалификация сварщиков и процедур | WPS, PQR, квалификационный диапазон сварщика | Проверка фактической толщины/соединения/процесса покрытия | Несоблюдение требований, отказ в проведении аудита |
| NDE и окончательная термообработка | VT, PT, RT/UT, если требуется, маршрут PWHT | Осмотр до и после термообработки по мере необходимости | Скрытые дефекты, бракованные детали в финальном выпуске |
Как применять список проверки качества сварочных процедур Inconel X-750 в цеху
Лучшие Контрольный список качества сварочных работ для Inconel X-750 может использоваться одновременно на производстве, в отделе контроля качества и в инженерной службе. Она должна начинаться на этапе приемки, а не в сварочной камере. Проверьте сертификацию материала, подтвердите состояние поставки и поместите в карантин все изделия с неясной историей предварительной термообработки. После того как работа поступит на производство, проверьте качество подгонки и ограничения. Чрезмерное усилие при подгонке часто говорит о том, что сварной шов будет нести ненужные остаточные напряжения.
Во время сварки контрольный список должен заставлять реально наблюдать за процессом, а не проставлять галочки. Поддерживает ли сварщик короткую длину дуги? Зачищаются ли прихваточные швы перед включением? Расположены ли старты и остановки вдали от зоны наибольшего напряжения? Контролируется ли шлифовка между проходами для предотвращения размазывания загрязнений по шву? Это незначительные моменты, но X-750 наказывает за небрежность.
После сварки не думайте, что чистая поверхность означает, что деталь готова к отправке. Для сварных швов из никелевых сплавов, особенно для критически важного оборудования, как правило, полезны испытания с использованием жидкого пенетранта. В зависимости от размера секции и основы кода может также потребоваться радиография или ультразвуковой контроль. Затем следует заключительный термический цикл. Именно здесь многие процедуры терпят неудачу. Послесварочная термообработка для X-750 должна поддерживать требуемую микроструктуру и механические свойства готовой детали. Общее снятие напряжения, заимствованное из практики обработки нержавеющей стали, не является приемлемым способом.
Дисциплинированный Контрольный список качества сварочных работ для Inconel X-750 также включает в себя правила ремонта. Сколько ремонтов разрешено? Каков метод выемки грунта? Допускается ли локальная зачистка? Требует ли каждый ремонт повторной ПТ перед повторной постановкой? Если речь идет о турбинном оборудовании, пружинах, ядерном оборудовании, работе с горячими газами или других работах с высокими последствиями, эти ответы должны быть написаны, а не предполагаться.
Заключение
Для изготовления сложных никелевых сплавов используется прочный Контрольный список качества сварочных работ для Inconel X-750 это один из самых быстрых способов сократить количество брака, защитить качество аудита и обеспечить долгосрочное обслуживание. Ценность не в том, что у вас больше бумажной работы. Ценность заключается в том, чтобы заставить команду проверить те немногие переменные, которые действительно контролируют металлургическое качество. Если ваш проект включает в себя пружины, крепеж, Кольца, фланцы, фурнитура для печей и другие компоненты из X-750, для которых важны целостность сварного шва и окончательная термообработка, 28Nickel поможет проанализировать состояние материала, логику присадки и структуру контрольного листа до начала производства.
Связанные вопросы и ответы
1. Можно ли сваривать Inconel X-750 в состаренном состоянии?
Да, но к этому состоянию следует относиться как к состоянию повышенного риска. Рекомендуется провести инженерный анализ, поскольку локальный нагрев при сварке может нарушить структуру, упрочненную осадками, и снизить механические характеристики в зоне ремонта.
2. Что является наибольшим риском для качества при сварке Inconel X-750?
На практике наибольший риск представляют не только видимые дефекты сварного шва. Это потеря запланированного баланса конечных свойств из-за плохого контроля состояния материала, загрязнения, теплового нагрева и послесварочной термообработки.
3. Следует ли использовать один и тот же контрольный список для GTAW и GMAW на X-750?
Основные виды металлургического контроля схожи, но контрольный список должен учитывать специфику процесса. Окна параметров, поведение защитного газа, контроль профиля шарика и техника оператора отличаются настолько, что один общий контрольный список обычно слишком слаб для критической работы.


