Comment choisir Hastelloy C-276 pour le service de gaz acide n'est pas une question de catalogue. C'est une question de corrosion et de fissuration à laquelle il faut répondre avant que la première bobine ne soit fabriquée ou que le premier train de tubes ne soit mis en place. Dans les projets réels, les ingénieurs perdent rarement de l'argent parce qu'un alliage semble faible sur le papier. Ils perdent de l'argent parce que le service s'est avéré plus humide, plus chaud, plus riche en chlorures ou plus variable que ne le laissait supposer l'examen de la fiche technique. L'alliage C-276, communément spécifié comme Hastelloy C-276 et désigné UNS N10276, est intéressant parce que sa chimie Ni-Cr-Mo-W combine une forte résistance à la corrosion localisée, à l'attaque assistée par les chlorures et à la fissuration en milieu acide, tandis que ses très faibles teneurs en carbone et en silicium aident à préserver la résistance à la corrosion de la zone de soudure.
La première discipline consiste à cesser de traiter le “gaz acide” comme un environnement unique. La norme ISO 15156 indique clairement que les environnements contenant du H2S peuvent endommager les métaux par de multiples mécanismes de fissuration, notamment la fissuration sous contrainte due au sulfure, la fissuration par corrosion sous contrainte, la fissuration induite par l'hydrogène et les dommages liés à l'hydrogène. Le glossaire de SLB souligne un point que de nombreuses spécifications négligent : la corrosion acide est liée au sulfure d'hydrogène associé à l'eau ou dissous dans l'eau. C'est pourquoi un flux acide sec et un flux acide humide ne doivent jamais être criblés de la même manière.
Pourquoi les alliages standard ne sont pas adaptés à l'utilisation de gaz acides
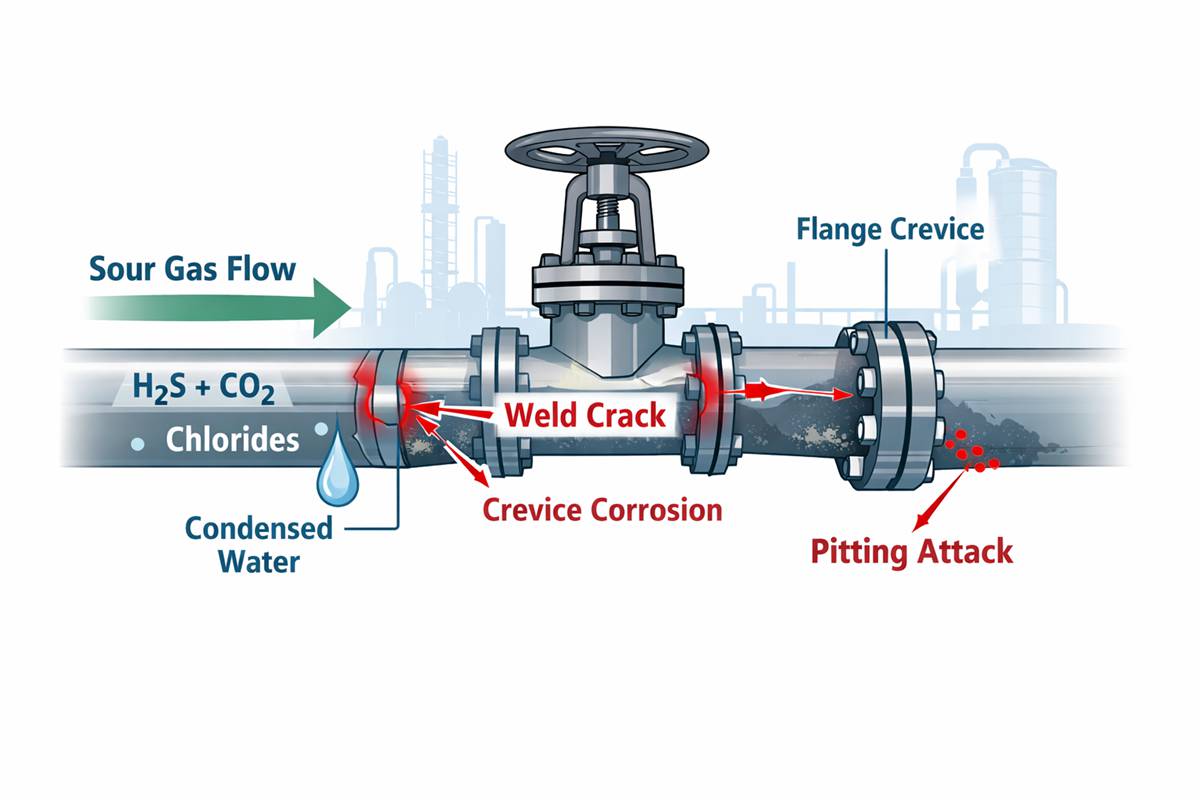
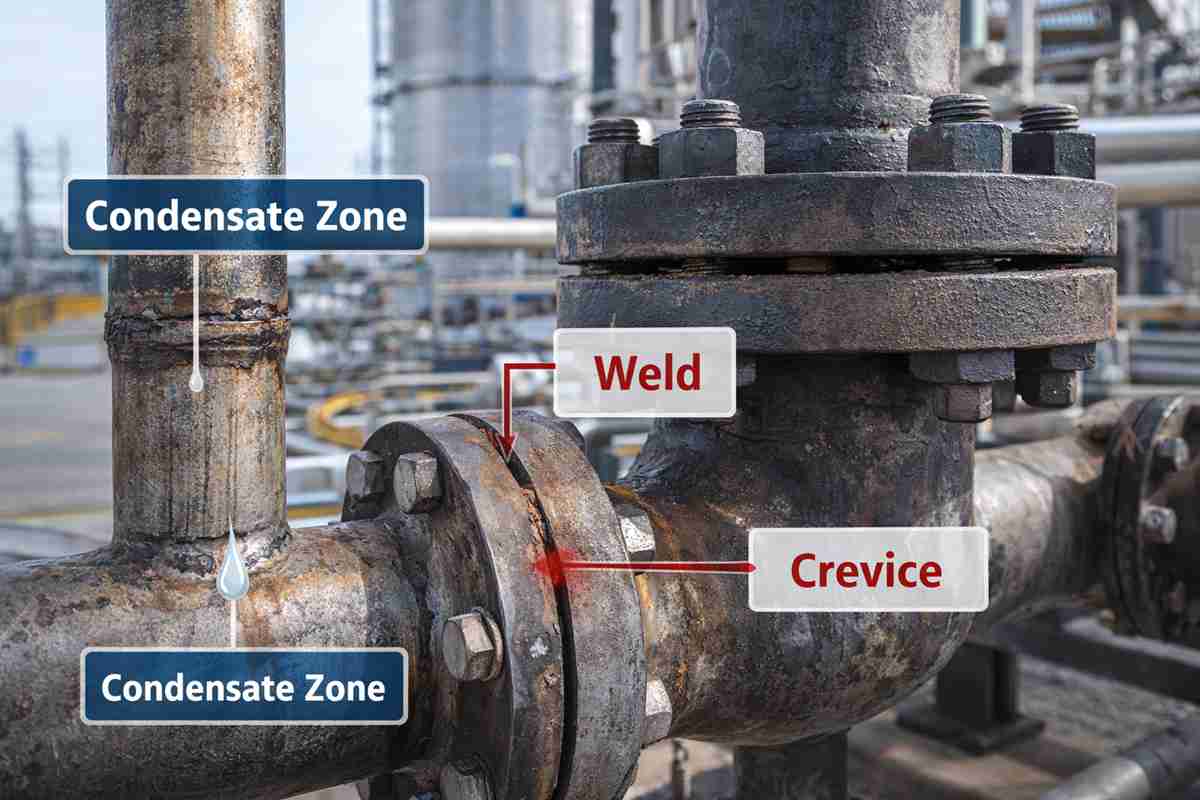
Le service des gaz acides devient difficile lorsque plusieurs mécanismes se chevauchent. Le H2S augmente le risque de fissuration. Le CO2 abaisse le pH une fois qu'une phase aqueuse apparaît. Les chlorures poussent le système vers la corrosion par piqûres et crevasses, en particulier au niveau des joints d'étanchéité, des dépôts, des pattes mortes et des géométries de soudure blindées. Les variations de température et de pression peuvent créer de la condensation exactement là où la conception prévoyait un service sec. C'est pourquoi les ingénieurs qui ne spécifient que la composition nominale du gaz sous-estiment souvent la métallurgie. La norme ISO 15156 a été rédigée pour la sélection des matériaux dans les installations de production de pétrole et de gaz et d'adoucissement du gaz naturel contenant du H2S, précisément parce que la conséquence d'une erreur n'est pas seulement la perte de métal, mais aussi la fissuration fragile ou assistée par l'environnement.
L'alliage C-276 attire l'attention parce que sa composition chimique est exceptionnellement équilibrée pour ces environnements mixtes. Haynes indique que la composition nominale est à peu près équilibrée en Ni, 16% Cr, 16% Mo, 4% W, le carbone étant maintenu à 0,01% maximum. De même, Special Metals souligne que la teneur élevée en molybdène améliore la résistance à la corrosion localisée et que la faible teneur en carbone réduit la précipitation de carbure pendant le soudage, ce qui permet à la zone affectée thermiquement de conserver sa résistance à la corrosion. Haynes indique également que le C-276 est très résistant à la fissuration sous contrainte par le sulfure et à la fissuration par corrosion sous contrainte dans les environnements pétroliers acides.
Comment choisir l'Hastelloy C-276 pour le service des gaz acides : commencer par la phase aqueuse
Ma première question de sélection est simple : Le métal sera-t-il réellement exposé à un environnement humide et acide ? Si la réponse est non, et que le flux est sec de manière fiable au cours du démarrage, de l'arrêt, de l'arrêt et des points froids, le C-276 peut être inutile. Si la réponse est oui - ou pire, “généralement sec, mais du condensat peut se former” - la décision change rapidement. Dans le cas d'un service acide humide, il ne s'agit plus seulement d'une sélection contre la corrosion générale. Il s'agit de lutter contre l'apparition de fissures, l'attaque localisée par les chlorures et la durabilité de la zone de soudure.
La deuxième question est de savoir si les chlorures ne sont qu'une simple contamination de fond ou une véritable variable de conception. C'est là que le C-276 se distingue souvent des alliages inférieurs. Dans les essais Haynes sous chlorure ferrique acidifié à 6 pt.% selon ASTM G48, le C-276 a montré une température critique de piqûre de 150°C et une température critique de crevasse de 55°C, contre 100°C et 40°C pour l'alliage 625, et des valeurs bien plus basses pour le 254SMO et le 316L. Cela ne signifie pas que le chlorure ferrique est synonyme de gaz acide, bien entendu. Mais c'est un indicateur très utile de la marge que l'alliage apporte lorsque les condensats contenant du chlorure et les géométries de crevasses font partie du service réel.
La troisième question est de savoir si la construction soudée est inévitable. Dans la réalité interentreprises, c'est généralement le cas. La longue histoire industrielle du C-276 s'explique en partie par le fait qu'il a été l'un des premiers alliages Ni-Cr-Mo corroyés à réduire les problèmes de soudage grâce à une teneur en carbone et en silicium extrêmement faible. Haynes recommande d'éviter un apport de chaleur excessif, d'utiliser des cordons de soudure plutôt que des techniques de tissage large, et d'utiliser un gaz d'appoint à l'argon 100% sur la passe racine pour le GTAW ou le GMAW. Pour les pièces travaillées à froid, Haynes note également qu'il est important de procéder à un nouveau recuit lorsque l'allongement de la fibre extérieure dépasse 7% si l'on souhaite obtenir des performances optimales en matière de corrosion. En d'autres termes, le C-276 est indulgent par rapport aux normes des alliages de nickel, mais il ne tolère pas une fabrication bâclée.
| Facteur de sélection | Pourquoi c'est important pour le service des gaz acides | Lorsqu'il vous pousse vers le C-276 | Note pratique d'ingénierie |
|---|---|---|---|
| Exposition au H2S humide | La corrosion acide et les dommages liés au H2S sont liés à une phase aqueuse | De l'eau condensée, des résidus d'eau ou un mouillage intermittent sont attendus. | Examiner le démarrage, l'arrêt et la condensation dans les points froids - pas seulement le fonctionnement normal |
| CO2 + condensat à faible pH | L'eau acide augmente la gravité de la corrosion | Le CO2 est présent avec le H2S et l'eau libre | Modélisation du pH et de la chimie de la condensation, et non de la seule composition du gaz |
| Chlorures | Entraîne la corrosion par piqûres et crevasses dans les zones stagnantes ou protégées | La contamination de l'eau produite, de la saumure ou des condensats riches en chlorure est crédible. | Focus sur brides, les interfaces de joints, les filetages, les dépôts et les pattes mortes |
| Fabrication soudée | Le comportement du HAZ détermine souvent la durée de vie sur le terrain | Les bobines, les buses, les recouvrements, les joints de tube à tube ou les soudures de réparation sont inévitables. | Contrôle de l'apport de chaleur, de la propreté, de la sélection des produits d'apport et du gaz de protection |
| Conséquences importantes d'un échec | Le coût élevé de l'alliage peut être justifié par sa fiabilité | Le risque de fuite, le coût de l'arrêt, l'exposition au risque HSE ou l'inaccessibilité de l'équipement sont élevés. | Évaluer le coût du cycle de vie, et pas seulement le prix initial des matériaux |
| Gaz acides secs uniquement | L'absence de phase aqueuse signifie que le risque de corrosion peut être beaucoup plus faible. | Le service reste sec dans tous les états de fonctionnement | Ne pas sur-spécifier le C-276 sans vérifier les scénarios de mouillage réels. |
Cette liste de contrôle est dérivée du cadre de fissuration de la norme ISO 15156, de la définition de l'état humide-H2S de SLB et des données des fournisseurs sur le comportement du C-276 au chlorure, à la soudure et au service corrosif.
Quand l'Hastelloy C-276 est l'alliage idéal pour les gaz acides
Dans la pratique, je me sens à l'aise pour recommander l'utilisation de l'Hastelloy C-276 pour les gaz acides lorsque l'environnement n'est pas simplement acide, mais qu'il l'est également. humide sulfureux plus chlorureux plus géométriquement crevassé ou dominé par la soudure. C'est dans cette combinaison que les aciers inoxydables ordinaires disparaissent rapidement et qu'un alliage de nickel plus résistant à la corrosion s'avère rentable. Special Metals va jusqu'à dire que l'alliage C-276 est l'un des meilleurs matériaux pour la récupération et la manipulation du gaz naturel acide contenant du H2S, généralement du CO2, et des chlorures. Les données publiées par l'entreprise sur les champs pétrolifères montrent également qu'il n'y a pas eu de fissuration sous contrainte due aux sulfures lors d'essais sur des anneaux en C effectués à température ambiante, à une limite d'élasticité de 100%, dans 5% de NaCl plus 0,5% d'acide acétique saturé d'H2S. La même publication indique que l'alliage est répertorié dans la norme NACE MR0175 pour les applications pétrolières et gazières.
Cela dit, les bons ingénieurs ne spécifient pas le C-276 par réflexe. Si le principal critère est la résistance plutôt que la marge de corrosion, ou si la sévérité du chlorure est modeste, d'autres matériaux peuvent être utilisés. alliages de nickel ou des qualités d'acier inoxydable à haute performance peuvent s'avérer plus économiques après une qualification adéquate. Par ailleurs, la norme ISO 15156 ne remplace pas les codes de conception et ne s'applique pas automatiquement à tous les environnements en aval. Pour effectuer une sélection judicieuse, il faut encore examiner ensemble la température, les pressions partielles, la chimie de l'eau, la vitesse, la géométrie des crevasses, la voie de soudage et la forme du produit.
Conclusion
Alors, comment choisir l'Hastelloy C-276 pour un service de gaz acide ? Commencez par vous demander si le service est vraiment aigreur humide, Il s'agit de savoir si les chlorures et les crevasses font partie de l'exposition réelle, et si les zones soudées contrôleront la durée de vie des actifs. Si la réponse à ces questions est positive, le C-276 n'est souvent pas une mise à niveau coûteuse ; c'est un matériau de réduction des risques dont la base technique est très défendable. Si vous examinez des tubes, des tuyauteries soudées, des garnitures de vannes ou des composants d'échangeurs pour le gaz acide humide, l'étape suivante la plus judicieuse n'est pas de demander une liste d'alliages génériques, mais de demander une liste d'alliages spécifiques aux conditions. Il s'agit de demander un examen métallurgique spécifique à la phase aqueuse, au niveau de chlorure, aux détails de soudure et au procédé de fabrication.
Questions et réponses connexes
1. L'Hastelloy C-276 est-il toujours nécessaire pour le service de gaz acide ?
Non. Si le service est véritablement sec et reste sec pendant le démarrage, l'arrêt et les conditions de perturbation, le C-276 peut être excessif. La décision devient beaucoup plus forte lorsque le H2S est combiné avec de l'eau libre ou des condensats, des chlorures, des fissures et des constructions soudées.
2. Pourquoi le C-276 est-il souvent préféré à l'acier inoxydable dans les gaz acides humides ?
Parce que le gaz acide humide est rarement un problème de “corrosion générale”. La fissuration liée au H2S, les piqûres dues au chlorure, l'attaque des crevasses et la durabilité des zones de soudure sont autant d'éléments importants. Les données de Haynes montrent que le C-276 présente des seuils de corrosion par piqûres et par crevasses bien plus élevés que le 316L et le 254SMO lors d'essais agressifs au chlorure.
3. Quel est le point de fabrication le plus souvent omis lors de la spécification du C-276 ?
Le choix de l'alliage ne représente que la moitié du travail. Un apport de chaleur excessif, un mauvais blindage, une contamination et un travail à froid non revu peuvent éroder la marge de corrosion que vous pensiez avoir acquise. Haynes recommande spécifiquement une préparation propre des joints, un gaz de protection à l'argon pour les passes de racine en GTAW/GMAW, et d'éviter un apport de chaleur excessif.


