Lorsque les ingénieurs recherchent des Hastelloy C-276 sélection des métaux d'apport pour le soudage des corps de vanne, Ils posent rarement une question générique sur le soudage. En général, le corps de vanne est déjà sur l'établi, le fluide de service est agressif, le défaut se trouve inconfortablement près d'une poche de siège ou d'un alésage de tige, et quelqu'un du service des achats demande si un métal d'apport au nickel plus courant peut “faire le même travail”. Dans cette situation, le choix du métal d'apport n'est pas un exercice de catalogue. Il s'agit d'une décision relative à la conception de la corrosion qui s'inscrit dans le cadre d'une décision relative à la procédure de soudage. HASTELLOY C-276, UNS N10276, a été développé en tant qu'alliage Ni-Cr-Mo-W à faible teneur en carbone et en silicium, spécifiquement pour maintenir la soudabilité tout en conservant une forte résistance aux chlorures, aux acides oxydants et réducteurs, et à l'attaque par crevasses.
Pour la plupart des travaux de fabrication et de réparation des corps de soupapes, la réponse de base est simple : utilisez métal d'apport C-276 assorti-Cela signifie que AWS A5.14 ERNiCrMo-4 pour le GTAW/GMAW et AWS A5.11 ENiCrMo-4 pour le SMAW. Haynes et Special Metals indiquent tous deux que l'agent d'apport C-276 est le produit consommable prévu pour le soudage du C-276, pour les assemblages dissemblables avec des aciers inoxydables et d'autres aciers inoxydables. alliages de nickel, Le métal de soudure déposé doit être aussi proche que possible de la composition chimique de l'alliage de base (nickel-chrome-molybdène-tungstène). C'est le bon point de départ, car le métal de soudure déposé doit rester aussi proche que possible de la chimie de l'alliage de base (nickel-chrome-molybdène-tungstène), et pas seulement “quelque part dans la famille du nickel”.”
Pourquoi les corps de vanne sont-ils moins tolérants que les coupons plats ?
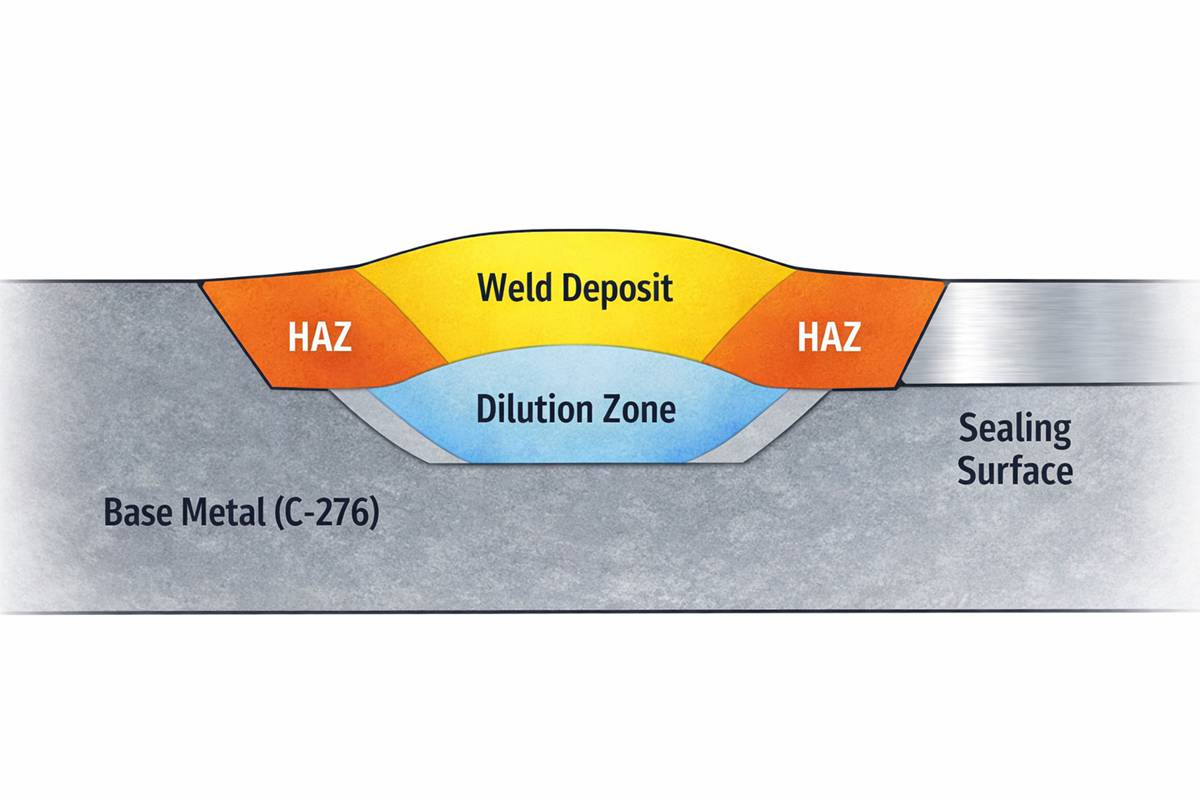
Un coupon de plaque peut cacher une décision de remplissage médiocre. Ce n'est généralement pas le cas d'un corps de vanne. La géométrie est plus épaisse, les contraintes sont plus élevées, la dilution peut changer rapidement au niveau des racines et des coins, et les conditions de service sanctionnent souvent la moindre perte de résistance à la corrosion par piqûres ou par crevasses. Si l'on ajoute une réparation locale de la coulée, une rectification du mélange, une tolérance d'usinage ou un essai hydraulique en aval, la marge se réduit. C'est pourquoi je n'aime pas la substitution occasionnelle de l'alliage 625 dans les travaux de robinetterie en C-276 simplement parce que le stock est disponible. Les données de Haynes sur la corrosion montrent que le C-276 est plus performant que l'alliage 625 dans des conditions d'acide chlorhydrique et sulfurique à plus forte concentration, et les données publiées sur le chlorure ferrique montrent également une meilleure performance en matière de piqûres et de crevasses. En d'autres termes, l'utilisation d'un produit d'apport en nickel faiblement allié pour des raisons de commodité peut tranquillement déplacer le dépôt de soudure vers le côté faible de l'équilibre de la corrosion.
Un autre détail compte dans le travail réel en atelier : même si le métal soudé en C-276 reste très résistant à la corrosion, il n'est pas identique à un produit corroyé homogène. Haynes note explicitement que les microstructures des soudures sont inhomogènes et peuvent donc présenter des taux de corrosion légèrement plus élevés que le métal de base corroyé, même si les performances globales restent excellentes. Pour les corps de vanne, c'est une raison supplémentaire de minimiser la dilution, d'éviter les apports de chaleur inutiles et de maintenir la chimie du métal déposé aussi proche que possible du système résistant à la corrosion prévu.
Sélection du métal d'apport de soudage Hastelloy C-276 pour les corps de vanne : la matrice pratique
| Scénario du corps de soupape | Métal d'apport recommandé | Pourquoi ce choix est-il préférable ? | Note pratique d'ingénierie |
|---|---|---|---|
| Soudures de fabrication C-276 à C-276 | ERNiCrMo-4 / ENiCrMo-4 | Meilleure correspondance chimique avec le système Ni-Cr-Mo-W de l'alliage de base | Norme de premier choix pour les magasins qualifiés WPS |
| Réparation locale d'un corps de vanne C-276 près du siège ou de l'alésage | ERNiCrMo-4, de préférence par GTAW pour le contrôle | Dilution plus faible et meilleur placement des billes qu'avec une approche de champ à dépôt élevé | Priorité au contrôle des contours, au ressuage entre les étapes et à la surépaisseur d'usinage |
| C-276 à l'acier inoxydable ou à un autre alliage Ni-Cr-Mo | Généralement ERNiCrMo-4 après qualification WPS | Données du fabricant concernant le produit d'apport C-276 pour le soudage de matériaux dissemblables | Surveiller la dilution du côté des produits non alliés ; une réduction de la teneur en beurre peut être justifiée |
| C-276 recouvrement/placage sur des éléments en acier | ERNiCrMo-4 | Publiée comme convenant au recouvrement et au bardage lorsque la résistance à la corrosion est nécessaire. | La chimie de la première couche est la plus importante, car c'est là que la dilution est la plus forte |
| Réparation sur le terrain lorsque le GTAW n'est pas pratique | ENiCrMo-4 (SMAW) | La chimie d'appariement est toujours maintenue | Ne l'utilisez qu'en cas d'élimination disciplinée du laitier et de contrôle du profil. |
| Service sévère des vannes de chlorure/acide mixte/chlore humide | Ne pas rétrograder par défaut ; rester avec le remplisseur C-276 | Le C-276 présente une meilleure résistance à la corrosion publiée que le 625 dans plusieurs milieux sévères. | La substitution d'un produit d'obturation doit faire l'objet d'un examen de la corrosion, et non d'un raccourci d'achat. |
Les classifications des produits d'apport dans le tableau sont basées sur les données de soudage de Haynes et de Métaux Spéciaux. L'ordre de priorité basé sur des scénarios - en particulier l'accent mis sur le GTAW pour la réparation locale des corps de vanne, le contrôle de la dilution et le conservatisme du côté de la corrosion - est la conclusion technique qui découle de ces données.
Des détails de procédure qui comptent plus que l'étiquette de la boîte
Le bon produit d'apport peut toujours échouer dans le cadre d'une mauvaise procédure. Pour le C-276, Haynes recommande des surfaces de joints propres et dégraissées, un gaz de soutien argon 100% pour la passe racine en GTAW ou GMAW, la pratique du cordon plutôt que le tissage large, l'évitement d'une vitesse de déplacement lente sur les sections minces, et le contrôle de la température interpasse généralement à 200°F / 93°C ou moins. Il est également déconseillé de réduire les contraintes post-soudure dans les 1200°F / 650°C Si un traitement thermique est nécessaire, le recuit de mise en solution publié est 2050°F / 1121°C suivi d'un refroidissement rapide. Il ne s'agit pas de petits détails. Ils influencent directement la performance de la corrosion, la distorsion et le risque de transformer une réparation en une boucle de reprise.
Pour les corps de vanne en particulier, je divise normalement la décision en trois questions. Premièrement, s'agit-il d'une réparation avec le même alliage ou la soudure va-t-elle être fortement diluée par une fixation en acier, une bague d'appui ou une couche de beurre antérieure ? Deuxièmement, le service est-il régi par une corrosion générale ou par une attaque localisée au niveau des fissures et des zones stagnantes ? Troisièmement, le recuit de mise en solution après réparation est-il réaliste compte tenu de la géométrie de la pièce, de la tolérance dimensionnelle et de l'usinage du siège en aval ? Si la réponse à la deuxième question est “l'attaque localisée est importante” et si la réponse à la troisième question est “pas de recuit complet réaliste”, l'adéquation avec ERNiCrMo-4 devient encore plus importante. Il s'agit d'un choix technique conservateur. Il protège le métal de la soudure que vous laissez en service, et non l'enduit que vous souhaiteriez avoir déposé.
Un mot sur le choix du procédé. Le GTAW est généralement l'option la plus propre pour les passes à la racine, la réparation de défauts de précision et tout ce qui est proche d'une zone d'étanchéité usinée. Le GMAW peut être très efficace dans les travaux qualifiés en atelier une fois que le mode de transfert et le gaz de protection sont maîtrisés. Le SMAW reste utile pour les travaux sur le terrain, mais sur les corps de vanne, il exige plus de discipline dans l'élimination du laitier, le mélange de redémarrage et le nettoyage des parois latérales. En d'autres termes, le meilleur choix de métal d'apport pour les corps de vanne n'est jamais seulement une question de chimie ; il s'agit de la chimie, de la qualité du dépôt et du contrôle de la dilution. Les paramètres de soudage C-276 publiés par Haynes et les conseils sur les gaz de protection renforcent ce point très clairement.

Recommandation finale
Ma recommandation est simple, et elle tient la route devant les ingénieurs, les inspecteurs et les utilisateurs finaux : pour Sélection du métal d'apport de soudage Hastelloy C-276 pour les corps de vanne, commencer par ERNiCrMo-4 / ENiCrMo-4 et ne s'éloigner de cette ligne de base que lorsqu'un WPS qualifié, une chimie de service réelle et une analyse de dilution le justifient clairement. Ne laissez pas la disponibilité du stock décider de la conception de la corrosion. Dans les travaux de robinetterie, le dépôt de soudure est souvent la métallurgie locale la plus exposée de l'ensemble du composant.
Si votre équipe est en train de qualifier un nouveau WPS de réparation ou de comparer le mastic C-276 au 625 pour un vrai travail sur un corps de vanne, le moyen le plus rapide d'éviter une erreur coûteuse est de passer en revue cinq points avant le soudage : la spécification du matériau de base, le milieu de service, l'itinéraire du processus, l'épaisseur de la section et les critères d'acceptation. C'est exactement le type d'assistance technique qu'un acheteur sérieux devrait demander avant de passer commande.
Questions et réponses connexes
1) Puis-je utiliser ERNiCrMo-3 au lieu de ERNiCrMo4 pour un corps de vanne en Hastelloy C-276 ?
Il peut faire une soudure, mais il ne doit pas être le choix par défaut. Pour les corps de vanne en C-276, l'ERNiCrMo-4 est plus proche et préserve mieux le profil de corrosion Ni-Cr-Mo-W prévu. Une substitution doit être justifiée par une chimie de service réelle et une procédure qualifiée, et non par la seule disponibilité de l'agent d'apport.
2) Le procédé SMAW est-il acceptable pour la réparation d'un corps de vanne C-276 ?
Oui. L'ENiCrMo-4 est l'électrode enrobée correspondante pour le SMAW, et les fabricants la publient pour le soudage C-276. Mais pour les corps de vanne, en particulier autour de la géométrie d'étanchéité, le GTAW est souvent préféré car il permet un contrôle plus étroit du placement des cordons, de la dilution et du nettoyage.
3) Quelle est la plus grosse erreur de soudage sur les corps de vanne C-276 ?
En pratique, ce n'est généralement pas l'amorçage de l'arc qui est en cause. C'est l'utilisation d'un mauvais produit d'apport ou le fait de laisser l'apport de chaleur et la dilution dériver jusqu'à ce que le métal de soudure final ne reflète plus l'intention de la conception de la corrosion. Sur le C-276, le contrôle interpasse, les cordons de soudure, les surfaces propres et la sélection des produits d'apport sont plus importants que ne l'admettent de nombreux ateliers.