When engineers search for Hastelloy C-276 welding filler metal selection for valve bodies, they are rarely asking a generic welding question. Usually, a valve body is already on the bench, the service fluid is aggressive, the defect sits uncomfortably close to a seat pocket or stem bore, and someone in purchasing is asking whether a more common nickel filler can “do the same job.” In that situation, filler metal selection is not a catalog exercise. It is a corrosion-design decision wrapped inside a welding procedure decision. HASTELLOY C-276, UNS N10276, was developed as a low-carbon, low-silicon Ni-Cr-Mo-W alloy specifically to maintain weldability while keeping strong resistance to chlorides, oxidizing and reducing acids, and crevice attack.
For most valve-body fabrication and repair work, the baseline answer is straightforward: use matching C-276 filler metal—that means AWS A5.14 ERNiCrMo-4 for GTAW/GMAW and AWS A5.11 ENiCrMo-4 for SMAW. Haynes and Special Metals both identify C-276 filler as the intended consumable for welding C-276, for dissimilar joints to stainless steels and other nickel alloys, and for overlay/cladding where enhanced corrosion resistance is required. That is the correct starting point because the deposited weld metal needs to stay as close as practical to the base alloy’s nickel-chromium-molybdenum-tungsten chemistry, not merely “somewhere in the nickel family.”
Why valve bodies are less forgiving than flat coupons
A plate coupon can hide a mediocre filler decision. A valve body usually cannot. The geometry is thicker, restraint is higher, dilution can change rapidly at root areas and corners, and the service condition often punishes even a small loss in pitting or crevice-corrosion resistance. Add local casting repair, blend grinding, machining allowance, or a downstream hydrotest, and the margin gets smaller. That is why I do not like the casual substitution of alloy 625 filler in C-276 valve work just because stock is available. Haynes’ corrosion data show that C-276 outperforms alloy 625 in higher-concentration hydrochloric and sulfuric acid conditions, and its published ferric-chloride data also show better pitting and crevice performance. In other words, using a lower-alloyed nickel filler for convenience can quietly move the weld deposit to the weak side of the corrosion balance.
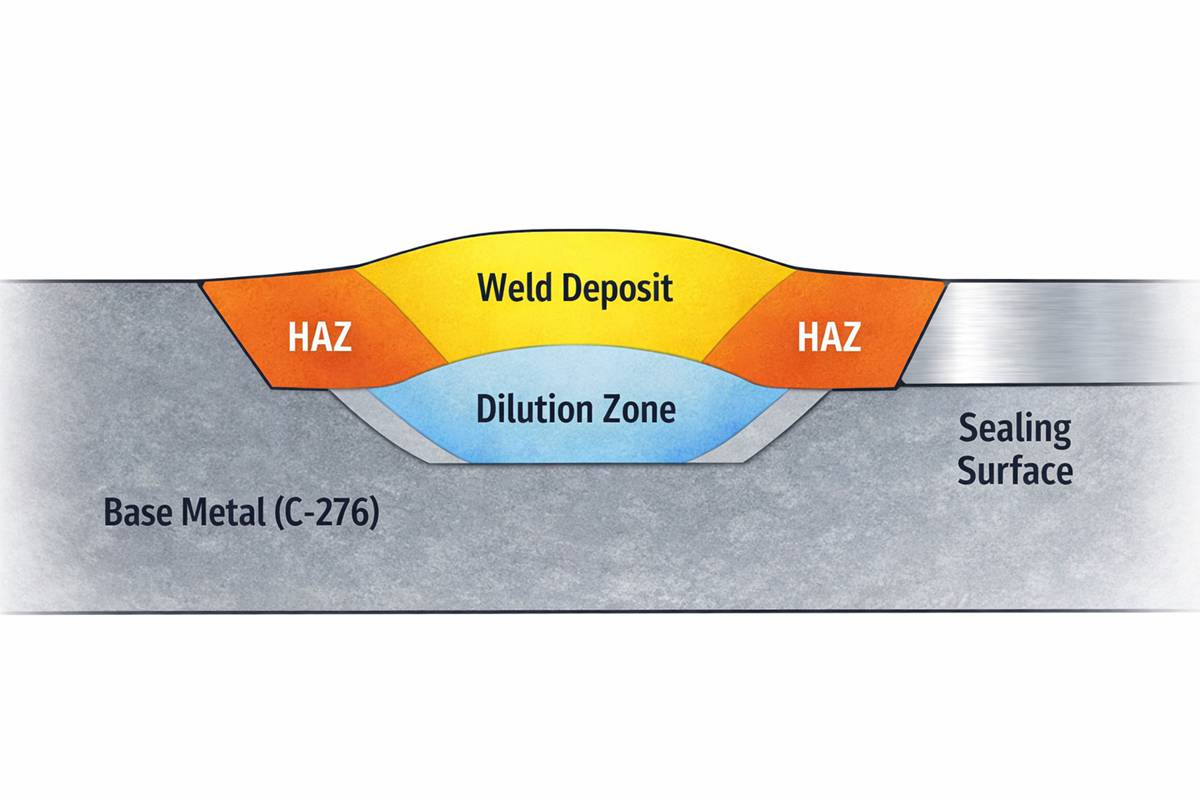
There is another detail that matters in real shop work: even when C-276 weld metal remains highly corrosion resistant, welded metal is still not identical to homogeneous wrought product. Haynes explicitly notes that weld microstructures are inhomogeneous and therefore can show somewhat higher corrosion rates than wrought base metal, even though the overall performance remains excellent. For valve bodies, that is one more reason to minimize dilution, avoid unnecessary heat input, and keep the chemistry of the deposited metal as close as possible to the intended corrosion-resistant system.
Hastelloy C-276 welding filler metal selection for valve bodies: the practical matrix
| Valve-body scenario | Recommended filler metal | Why this is the preferred choice | Practical engineering note |
|---|---|---|---|
| C-276 to C-276 fabrication welds | ERNiCrMo-4 / ENiCrMo-4 | Best chemical match to the base alloy’s Ni-Cr-Mo-W system | Standard first choice for qualified shop WPS |
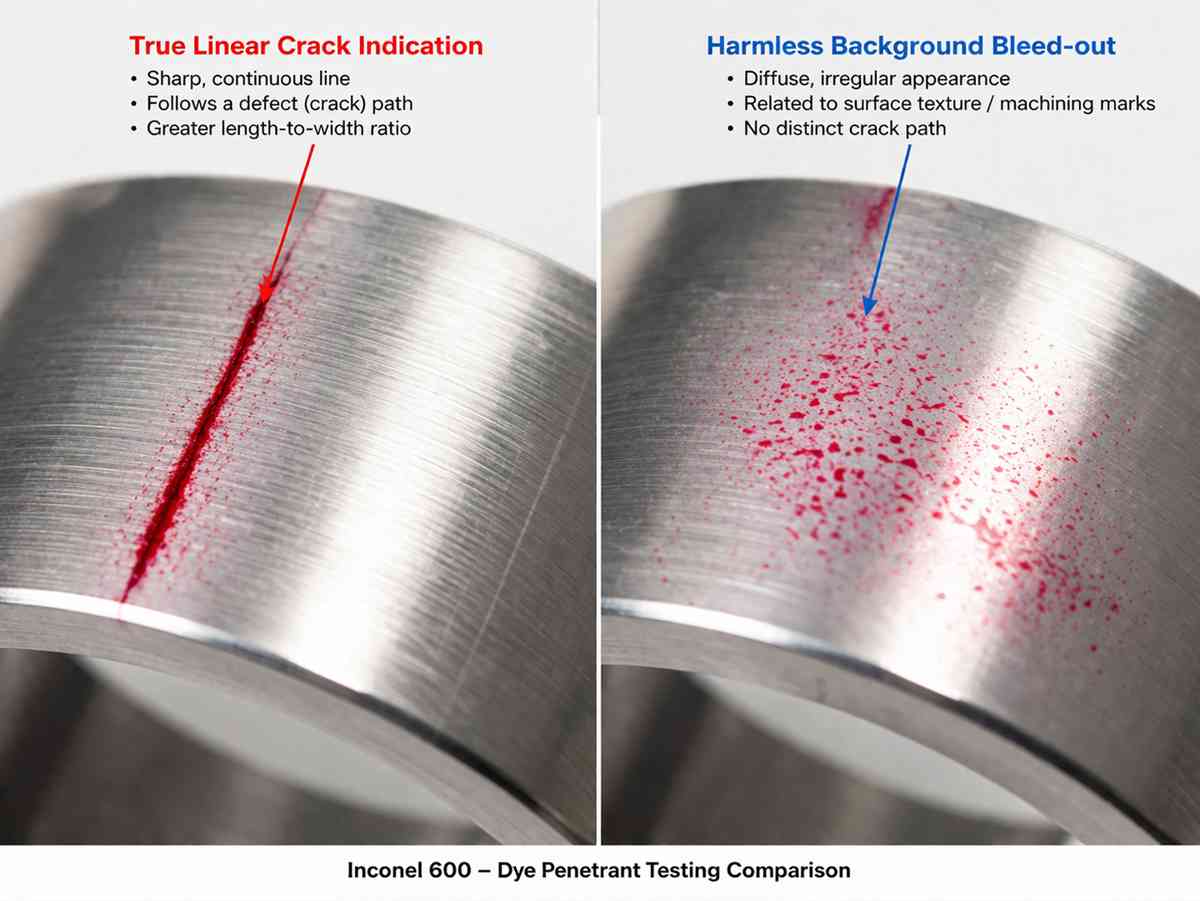
| Local repair of a C-276 valve body near seat or bore | ERNiCrMo-4, preferably via GTAW for control | Lower dilution and better bead placement than a high-deposition field approach | Prioritize contour control, PT between stages, and machining allowance |
| C-276 to stainless steel or another Ni-Cr-Mo alloy | Usually ERNiCrMo-4 after WPS qualification | Manufacturer data support C-276 filler for dissimilar welding | Watch dilution from the non-alloy side; buttering may be justified |
| C-276 overlay/cladding on steel components | ERNiCrMo-4 | Published as suitable for overlay and cladding where corrosion resistance is needed | First-layer chemistry matters most because dilution is highest there |
| Field repair where GTAW is impractical | ENiCrMo-4 (SMAW) | Matching chemistry is still maintained | Use it only with disciplined slag removal and profile control |
| Severe chloride/mixed-acid/wet chlorine valve service | Do not downgrade by default; stay with C-276 filler | C-276 has stronger published corrosion performance than 625 in several severe media | Filler substitution should require a corrosion review, not a purchasing shortcut |
The filler classifications in the table are grounded in Haynes and Special Metals welding data. The scenario-based prioritization—especially the emphasis on GTAW for local valve-body repair, dilution control, and corrosion-side conservatism—is the engineering conclusion that follows from those data.
Procedure details that matter more than the box label
The right filler can still fail in the wrong procedure. For C-276, Haynes recommends clean, degreased joint surfaces, 100% argon backing gas for the root pass in GTAW or GMAW, stringer-bead practice rather than wide weaving, avoidance of slow travel speed on thin sections, and interpass temperature control generally at 200°F / 93°C or below. It also advises against post-weld stress relief in the 1200°F / 650°C range; if heat treatment is required, the published solution anneal is 2050°F / 1121°C followed by rapid cooling. Those are not small details. They directly influence corrosion performance, distortion, and the risk of turning a repair into a rework loop.
For valve bodies specifically, I normally divide the decision into three questions. First, is this a true same-alloy repair, or is the weld going to see strong dilution from a steel attachment, backing ring, or previous butter layer? Second, is the service governed by general corrosion, or by localized attack at crevices and stagnant zones? Third, is post-repair solution annealing realistic for the part geometry, dimensional tolerance, and downstream seat machining? If the answer to the second question is “localized attack matters,” and the answer to the third is “no realistic full re-anneal,” then matching ERNiCrMo-4 becomes even more important. That is the conservative engineering choice. It protects the weld metal you actually leave behind in service, not the filler you wish you had deposited.
A short word on process selection. GTAW is usually the cleanest option for root passes, precision defect excavation repair, and anything close to a machined sealing area. GMAW can be very efficient in qualified shop work once transfer mode and shielding gas are under control. SMAW remains useful for field work, but on valve bodies it demands more discipline in slag removal, restart blending, and sidewall cleanup. In other words, the best filler metal selection for valve bodies is never only about chemistry; it is chemistry plus deposit quality plus dilution control. Haynes’ published C-276 welding parameters and shielding-gas guidance reinforce that point very clearly.

Final recommendation
My recommendation is simple, and it holds up well in front of engineers, inspectors, and end users: for Hastelloy C-276 welding filler metal selection for valve bodies, start with ERNiCrMo-4 / ENiCrMo-4 and only move away from that baseline when a qualified WPS, actual service chemistry, and dilution analysis clearly justify it. Do not let stock availability decide corrosion design. In valve work, the weld deposit is often the most exposed local metallurgy in the whole component.
If your team is qualifying a new repair WPS or comparing C-276 filler against 625 for a real valve-body job, the fastest way to avoid an expensive mistake is to review five items before welding: base material spec, service medium, process route, section thickness, and acceptance criteria. That is exactly the kind of technical support a serious buyer should ask for before placing the order.
Related Q&A
1) Can I use ERNiCrMo-3 instead of ERNiCrMo-4 for a Hastelloy C-276 valve body?
It can make a weld, but it should not be the default choice. For C-276 valve bodies, ERNiCrMo-4 is the closer match and better preserves the intended Ni-Cr-Mo-W corrosion profile. A substitution needs justification from actual service chemistry and a qualified procedure, not filler availability alone.
2) Is SMAW acceptable for repairing a C-276 valve body?
Yes. ENiCrMo-4 is the matching covered electrode for SMAW, and manufacturers publish it for C-276 welding. But for valve bodies, especially around sealing geometry, GTAW is often preferred because it gives tighter control over bead placement, dilution, and cleanup.
3) What is the biggest welding mistake on C-276 valve bodies?
In practice, it is usually not the arc striking. It is using the wrong filler or letting heat input and dilution drift until the final weld metal no longer reflects the corrosion design intent. On C-276, interpass control, stringer beads, clean surfaces, and matching filler selection matter more than many shops admit.