エンジニアが議論するとき インコネル718 バルブボディの溶接フィラーメタル選択, 、本当の問いは単に「どれが ワイヤー 「化学組成が一致していること」。バルブ本体、特に石油・ガス用途における肉厚の耐圧部品の場合、溶加材の選定は、溶接金属の強度、割れリスク、希釈率、溶接後熱処理、そして場合によってはNACE/APIの硬度制限といった要素が交差する点で行われます。 合金718は、高強度、耐食性、良好な溶接性を兼ね備えているため、こうした環境下で広く使用されているが、ニオブの偏析、ラベス相の形成、あるいは熱影響部(HAZ)の微細亀裂が発生すると、溶接継手の性能が低下する可能性がある。.
だからこそ、経験豊富な溶接技術者はカタログのページから始めることはありません。彼らは接合部の機能から検討を始めるのです。溶接部は圧力境界の内側にあるか?図面では、時効処理後の母材に近い強度が要求されているか? バルブ本体は鍛造718か、API/NACE 718か、あるいは既に時効処理済みの材料の補修か?接合部は完全に718対718か、それとも積層構造のどこかに異種材料の継手部があるか?これらの疑問が解決されるまでは、どの溶加材の推奨も不完全なものとなります。.
718バルブボディにおけるフィラーの選定を実際に左右する要因は何か
バルブボディの修理に関しては、実用的な選択肢は主に2つに絞られます。1つ目は、 マッチング性のある、時効硬化型フィラー, 、通常は AWS A5.14 ERNiFeCr-2 / UNS N07718, …これは、認定された熱処理工程を経た後、完成した溶接部が合金718と同等の強度レベルを維持する必要がある場合に使用されます。 Special Metals社によると、INCONEL Filler Metal 718は、Alloy 718、706、およびX-750の溶接を目的としており、溶接金属は時効硬化が可能で、母材と同等の機械的特性を有する。.
2つ目のルートは 過合金化ニッケル・クロム・モリブデン溶加材, 、最も一般的なのは ERNiCrMo-3(アロイ625系), 、異種材接合の場合、重ね溶接やバター溶接を行う場合、あるいは718溶接ビードの強度一致に伴う製造上のリスクが、完全な強度一致の必要性を上回る場合に使用されます。スペシャル・メタルズ社は、Filler Metal 625を、以下のような多くの異種材接合において明確に推奨しています。 ニッケル合金, 、炭素鋼、低合金鋼、ステンレス鋼のほか、肉盛やオーバーレイ加工にも使用されます。.

ERNiFeCr-2が最適な選択である場合
溶接部が 718対718、圧力境界、および強度限界, 通常、最初に評価すべき溶加材はERNiFeCr-2です。これは単なる宣伝文句ではなく、金属学的な事実です。718用溶加材は時効硬化するように設計されています。『Special Metals』の製品仕様書では、これをERNiFeCr-2として記載しており、最小引張強度は 165 ksi(1138 MPa) 経年劣化状態において。まさにこの理由から、設計基準において軟質な代替溶接金属ではなく718クラスの強度が想定されているバルブボディの、完全被覆突合せ溶接、断面再構築、または認定修理手順において、本材が依然として理にかなった選択肢となっているのです。.
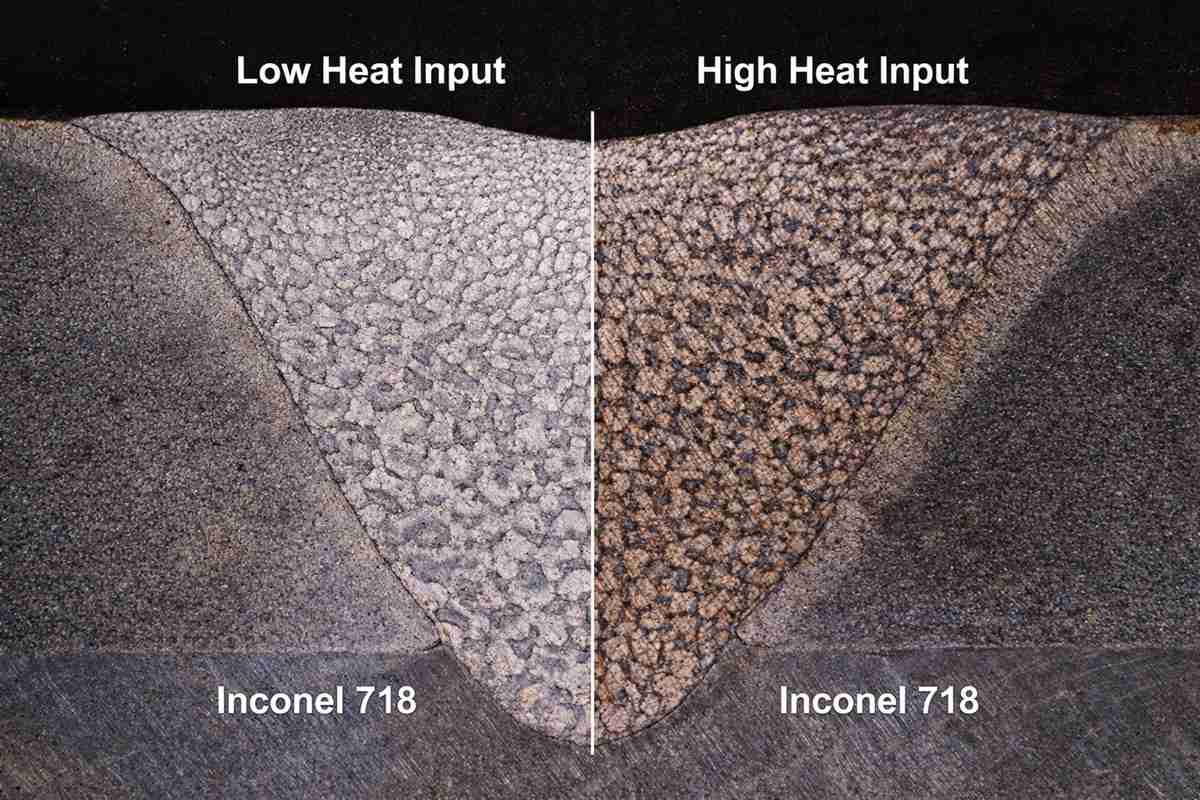
しかし、化学組成が適合しているからといって、溶接時の挙動が許容されるわけではない。合金718の溶接に関する文献は、この点について明確に述べている。すなわち、入熱を適切に制御しなければ、溶込み金属や熱影響部(HAZ)において、偏析、レーブス相の形成、熱割れ、および液相変態に伴う損傷が生じる恐れがある。 また、関連文献では、入熱を低く抑え、冷却速度を速めることで、これらの問題を軽減できると指摘されている。現場での実務上、718用溶加材を使用する際は、手順を厳守する必要がある。すなわち、接合面の清掃、ビードサイズの制御、溶接ビードの蛇行の抑制、そして極めて安定した組付けが求められる。なぜなら、厚いバルブボディは拘束力を生み出し、あらゆる金属組織上の欠陥を増幅させてしまうからである。.
ERNiCrMo-3がより賢明な技術的選択となる場合
ERNiCrMo-3は、用途が ない 溶接金属に、時効処理済みの718と同様の特性を完全に発揮させることを求めている。スペシャル・メタルズ社は、フィラーメタル625を多くの異種金属接合に適したNi-Cr-Mo系溶加材として挙げ、その局所腐食に対する高い耐性を指摘している。製品データシートに記載されているその最小引張強度は 105 ksi (724 MPa), これは立派な数値ではあるが、経年変化した718系溶加材のクラスには明らかに及ばない。この差は重要である。 718レベルの荷重に耐えることが期待される構造用圧力境界溶接において、625系溶加材の使用は通常、妥協案となります。しかし、バター層、移行継手、オーバーレイ、あるいは局所的な強度不整合の補修においては、これはしばしば極めて合理的な妥協案となります。.
多くの購入者が見落としがちな点があります: 625型フィラー材は、多くの場合、製造上のリスクを低減しますが、溶接ビードの性能範囲も変化させます. バルブ本体の溶接部が最大応力経路の外側にある場合、あるいは異種材の接合であり、耐食性や耐クラック性が、時効処理後の強度の一致よりも重要視される場合には、ERNiCrMo-3を採用する方が技術的に適切な判断となる可能性があります。 溶接に関する文献では、高モリブデン含有の溶加材が718溶接部の割れ傾向を抑制するのに役立つとも指摘されており、これは多くの工場が困難な修理にこれらを好んで用いる理由とも一致している。.
| バルブ本体溶接シナリオ | 好ましいフィラーメタル | なぜ一般的に好まれるのか | リリース前に確認すべき事項 |
|---|---|---|---|
| 完全溶込みの718-718圧力境界溶接 | ERNiFeCr-2 | 時効硬化性あり。合金718の溶接用。強度マッチングに最も適した方法 | 最終PWHT経路、引張強度の目標値、硬度、希釈率、非破壊検査の合格基準 |
| 拘束度の高い領域における厚肉部718の補修 | ERNiFeCr-2、ただし厳密に管理されたGTAW/WPSでのみ | 718クラスの最終的なプロパティの可能性を残す | 厚さ、き裂の抑制、熱影響部(HAZ)の状態、修復深度に関するPQR |
| 718からステンレスまたは低合金鋼への移行に関する詳細 | ERNiCrMo-3 | さまざまな異種接合に適している | 時効処理を施した718鋼よりも溶接金属の強度が低いこと、使用応力経路、規格適合性 |
| 最終加工・接合前のバターリングまたはオーバーレイ | ERNiCrMo-3 | 鉄系材料のオーバーレイや表面処理に広く用いられている | 希釈、層厚、最終的な界面の化学的性質 |
| 局所的な、強度を合わせないシールまたは接合部の補修 | しばしばERNiCrMo-3 | 718の全強度が不要な場合、加工の自由度が高まる | 修復された領域が圧力エンベロープの内側にあるかどうか |
上記の表は、718および625溶加材に関するメーカーのデータ、ならびに718溶接に関する既刊文献(割れ、偏析、入熱感度に関するもの)に基づき、最も妥当な選定基準をまとめたものである。.
多くのチームが見落としがちな点:単なる埋め草ではなく、最終的な仕上がり
表面的には、フィラーの選定は単なる消耗品の選択のように見えます。しかし実際には、それは 最終条件に関する質問. 合金718は、焼なまし状態または時効硬化状態で溶接可能ですが、溶接後の熱処理方法によって最終的な溶接部の特性は異なります。 718の溶接に関する指針の中には、単純な溶接後時効処理サイクルを行うことで溶着部を強化できる一方で、溶着線付近には比較的強度の低い領域が残る場合があることが指摘されている。バルブボディの場合、これは、実際の熱処理手順と溶接後の受入特性を確定する前に、溶接ワイヤを承認してはならないことを意味する。.
この点は、サワー環境やAPI/NACE関連のバルブ工事において、さらに重要性を増します。 Special Metals 社によると、油田用途向けの 718 は NACE MR0175 の硬度要件に基づいて製造されており、石油・ガス分野に製品を供給するサプライヤーは、API/NACE 718 を腐食性環境下での加圧および圧力制御機器に適した材料であると説明しています。 したがって、バルブ本体に関しては、溶接作業が終了しても溶接の判断は終わっていません。化学成分や放射線検査(RT)の結果だけでなく、硬度、強度、および使用環境に基づいて、溶接状態の適格性を確認する必要があります。.
溶接プロセスの選択も重要です。公表されているレビュー研究によると、高品質な718接合部の製造には依然としてGTAWが広く用いられていますが、高い入熱量は、より深刻な偏析やラベスの形成と直接関連しています。そのため、拘束されたバルブボディの修理においては、堆積速度を追求するよりも、入熱量を厳格に管理した保守的なGTAW手順の方が、多くの場合、より安全であると言えます。 私の経験上、多くの「溶加材の選択ミス」による不具合は、実際には熱入力の過多、希釈、あるいは修理手順の不備といった問題であり、単に溶加材の問題として認識されているに過ぎない。.
結論
多くの場合 同一合金製、強度が重要なバルブボディの溶接部, 、技術的に正しい出発点は ERNiFeCr-2. について 異種接合、バターリング、オーバーレイ、あるいは、718鋼の完全な強度一致よりも耐クラック性や耐食性の余裕がより重要となる補修, ERNiCrMo-3 多くの場合、それがより良い選択となります。正解は、最も幅広い用途を謳うフィラー材ではありません。実際の溶接サイクルと熱処理工程を経た後も、強度、硬度、耐クラック性、および使用条件の要件を満たし続けるフィラー材こそが正解なのです。.
チームで新しいバルブボディのWPSを承認する場合、修理手順のトラブルシューティングを行う場合、あるいはプロジェクトリリースに向けた配線オプションを比較検討する場合、, 28ニッケル 早期に関与すべきである。つまり、溶加材を購入する前であり、最初のひび割れ修理箇所が非破壊検査(NDE)から戻ってきてからではない。.
関連Q&A
Q1. ERNiCrMo-3は、インコネル718製のバルブ本体の補修に使用できますか?
はい、ただし修理が ない 溶接ビードの強度が、時効処理済み718鋼の強度と完全に一致することが求められる。ERNiCrMo-3は異種材料の接合や肉盛溶接に広く用いられており、強度の整合性よりも割れ許容度や耐食性が優先される場合、賢明な修復材料の選択肢となり得る。.
Q2. 718バルブボディの突合せ溶接において、ERNiFeCr-2は標準的な溶加材ですか?
同種合金で、圧力容器用途であり、強度が重要な要件となるほとんどのケースにおいては、その通りです。これは718専用の溶加材であり、時効硬化性があり、メーカーのデータによれば、適切な熱処理サイクルを経た後の母材と同等の特性を持つとされています。.
Q3. 718製バルブボディの溶接部において、溶接後の時効処理を行うことで、自動的に完全な物性が回復しますか?
必ずしもそうとは限りません。溶接後の時効処理によって溶着部を強化することは可能ですが、溶接線付近の最終的な物性分布は、溶接および熱処理の全工程によって決まります。重要なバルブ本体については、溶加材の分類のみに基づいて推測するのではなく、手順認定によって確認する必要があります。.


