Quando os engenheiros discutem Inconel 718 seleção de metal de adição para corpos de válvulas, the real question is not simply “which fio matches the chemistry.” For valve bodies, especially thick-wall pressure-containing parts in oil and gas service, filler selection sits at the intersection of weld-metal strength, cracking risk, dilution, post-weld heat treatment, and sometimes NACE/API hardness limits. Alloy 718 is popular in these environments because it combines high strength, corrosion resistance, and good weldability, but welded joints can still lose performance if niobium segregation, Laves phase formation, or HAZ microfissuring are allowed to develop.
That is why experienced welding engineers do not start with a catalog page. They start with the joint function. Is the weld inside the pressure boundary? Does the drawing require near-parent-metal strength after aging? Is the valve body forged 718, API/NACE 718, or a repair on previously aged material? Is the joint fully 718-to-718, or is there a dissimilar transition piece somewhere in the stack-up? Until those questions are answered, any filler recommendation is incomplete.
What really governs filler selection on 718 valve bodies
For most valve body work, the decision narrows to two practical routes. The first is a matching, age-hardenable filler, typically AWS A5.14 ERNiFeCr-2 / UNS N07718, used when the finished weld must stay close to Alloy 718 strength levels after the qualified heat-treatment route. Special Metals states that INCONEL Filler Metal 718 is intended for welding Alloy 718, 706, and X-750, and that the weld metal is age hardenable with mechanical properties comparable to the base metals.
The second route is an over-alloyed Ni-Cr-Mo filler, most commonly ERNiCrMo-3 (Alloy 625 type), used when the joint is dissimilar, when overlay or buttering is involved, or when the fabrication risk attached to a matching 718 weld deposit outweighs the need for full strength matching. Special Metals explicitly positions Filler Metal 625 for many dissimilar joints involving ligas de níquel, carbon steels, low-alloy steels, and stainless steels, and also for surfacing and overlay work.

When ERNiFeCr-2 is the right answer
If the weld is 718-to-718, pressure-boundary, and strength-critical, ERNiFeCr-2 is usually the first filler to evaluate. That is not marketing language; it is metallurgy. The 718 filler is designed to age harden. The Special Metals product sheet lists it as ERNiFeCr-2 and shows a minimum tensile strength of 165 ksi (1138 MPa) in the aged condition. This is exactly why it remains the logical choice for fully loaded butt welds, section rebuilds, or qualified repair procedures on valve bodies where the design basis assumes 718-class strength rather than a softer substitute weld metal.
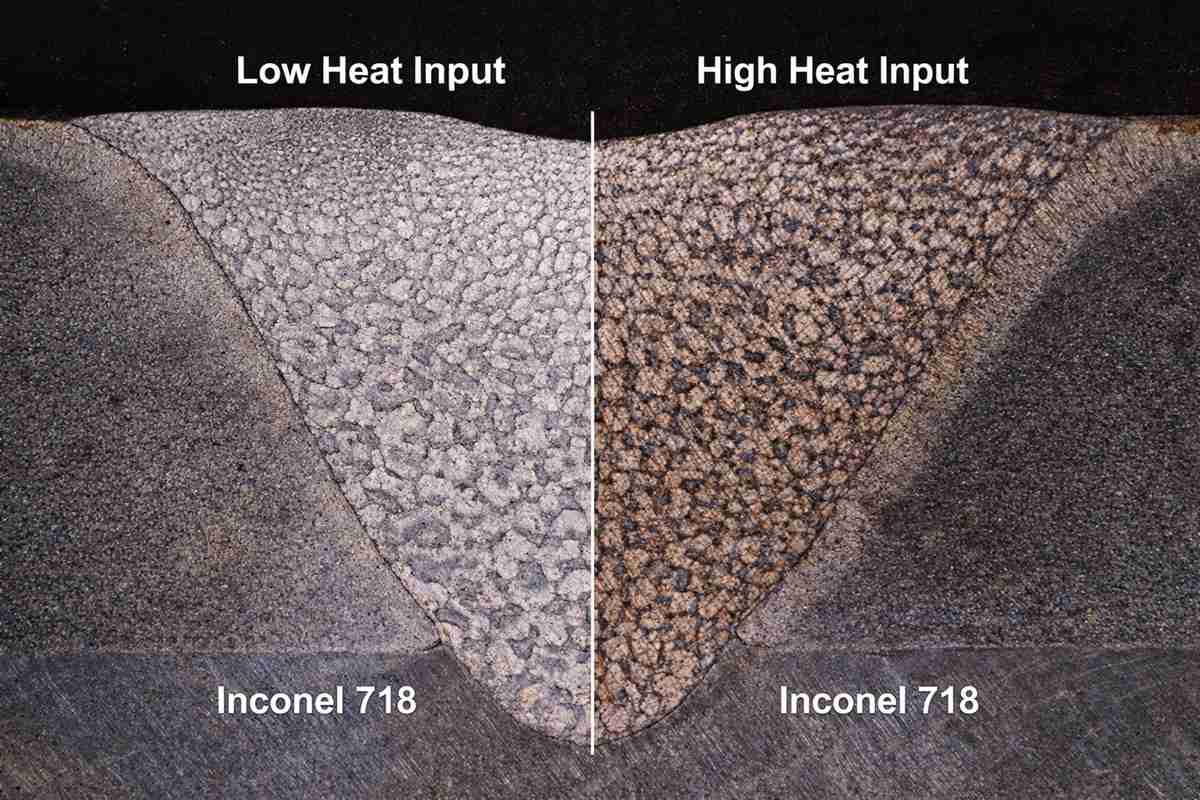
But matching chemistry is not the same as forgiving fabrication behavior. Literature on Alloy 718 welding is clear on this point: the weld metal and HAZ can suffer from segregation, Laves phase formation, hot cracking, and liquation-related damage if heat input is not controlled. The review literature also notes that lower heat input and faster cooling help reduce these issues. In practical shop terms, a 718 filler demands procedural discipline—clean joint faces, controlled bead size, limited weave, and very stable fit-up—because thick valve bodies create restraint that magnifies every metallurgical mistake.
When ERNiCrMo-3 is the smarter engineering choice
ERNiCrMo-3 becomes attractive when the application is não asking the weld metal to fully behave like aged 718. Special Metals lists Filler Metal 625 as a Ni-Cr-Mo filler suited to many dissimilar joints and notes its strong resistance to localized corrosion. Its minimum tensile strength on the product sheet is 105 ksi (724 MPa), which is respectable, but clearly well below the aged 718 filler class. That gap matters. For a structural pressure-boundary weld expected to carry 718-level load, 625-type filler is usually a compromise. For butter layers, transition joints, overlays, or localized non-strength-matching repairs, it is often a very rational compromise.
This is the nuance many buyers miss: 625-type filler often reduces fabrication risk, but it also changes the performance envelope of the weld deposit. If a valve body weld is outside the highest-stress path, or if the joint is dissimilar and corrosion resistance plus crack tolerance matter more than matched post-age strength, ERNiCrMo-3 may be the better engineering decision. The welding literature also notes that high-Mo fillers can help restrain cracking tendencies in 718 weldments, which aligns with why many shops prefer them for difficult repairs.
| Cenário de soldadura do corpo da válvula | Metal de enchimento preferido | Why it is usually preferred | What must be verified before release |
|---|---|---|---|
| Full-penetration 718-to-718 pressure-boundary weld | ERNiFeCr-2 | Age hardenable; intended for Alloy 718 welding; closest route to strength matching | Final PWHT route, tensile target, hardness, dilution, NDE acceptance |
| Thick-section 718 repair in a high-restraint zone | ERNiFeCr-2, but only with tightly controlled GTAW/WPS | Keeps the possibility of 718-class final properties | Representative PQR on thickness, crack control, HAZ condition, repair depth |
| 718 to stainless or low-alloy transition detail | ERNiCrMo-3 | Better suited to many dissimilar joints | Lower weld-metal strength than aged 718, service stress path, code acceptance |
| Buttering or overlay before final machining/joining | ERNiCrMo-3 | Commonly used for overlaying and surfacing on ferrous materials | Dilution, layer thickness, final interface chemistry |
| Localized non-strength-matching seal or attachment repair | Frequentemente ERNiCrMo-3 | More fabrication latitude where full 718 strength is unnecessary | Whether the repaired zone falls inside the pressure envelope |
The table above reflects the most defensible selection logic from manufacturer data on 718 and 625 filler metals and from published 718 welding literature on cracking, segregation, and heat-input sensitivity.
The part most teams under-estimate: final condition, not just filler
On paper, filler selection looks like a consumable question. In reality, it is a final-condition question. Alloy 718 may be welded in annealed or age-hardened condition, but the final weldment properties depend on the post-weld thermal route. Some guidance for 718 welding notes that a simple post-weld aging cycle can strengthen the deposit while still leaving a relatively lower-strength zone near the fusion line. For a valve body, that means you should never approve the wire before locking down the actual heat-treatment path and the acceptance properties after welding.
This point becomes even more important in sour-service or API/NACE-related valve work. Special Metals notes that 718 for oilfield applications is produced under NACE MR0175 hardness requirements, and suppliers serving the oil and gas sector describe API/NACE 718 as suitable for pressure-containing and pressure-controlling equipment in corrosive environments. So for valve bodies, the welding decision is not finished when the welder stops. You still have to qualify the welded condition against hardness, strength, and service environment—not just chemistry and RT results.
Process choice also matters. Published review work shows GTAW remains widely used for producing high-quality 718 joints, while high heat input is directly associated with more severe segregation and Laves formation. That is why, on restrained valve body repairs, a conservative GTAW procedure with disciplined heat input is often safer than chasing deposition rate. In my experience, many “wrong filler” failures are really heat-input, dilution, or repair-sequence failures wearing a filler-metal label.
Conclusão
For most same-alloy, strength-critical valve body welds, the technically correct starting point is ERNiFeCr-2. For dissimilar joints, buttering, overlay, or repairs where crack resistance and corrosion margin matter more than full 718 strength matching, ERNiCrMo-3 often becomes the better choice. The right answer is not the filler with the broadest sales claim; it is the filler that still meets strength, hardness, cracking resistance, and service requirements after your actual welding cycle and heat-treatment route.
If your team is qualifying a new valve body WPS, troubleshooting a repair procedure, or comparing wire options for a project release, 28Níquel should be involved early—before the filler metal is purchased, not after the first cracked repair comes back from NDE.
Perguntas e respostas relacionadas
Q1. Can ERNiCrMo-3 be used to repair an Inconel 718 valve body?
Yes, but only when the repair does não require the weld deposit to fully match aged 718 strength. ERNiCrMo-3 is widely used for dissimilar joints and overlays, and it can be a smart repair choice where cracking margin and corrosion resistance are prioritized over strength matching.
Q2. Is ERNiFeCr-2 the default filler for 718 valve body butt welds?
In most same-alloy, pressure-boundary, strength-critical cases, yes. It is the dedicated 718 filler classification, it is age hardenable, and manufacturer data describes its properties as comparable to the base alloy after the proper thermal cycle.
Q3. Does post-weld aging automatically restore full properties in a 718 valve body weldment?
Not automatically. Post-weld aging can strengthen the deposit, but the final property distribution near the fusion line depends on the full welding and heat-treatment sequence. For critical valve bodies, that must be confirmed by procedure qualification, not assumed from filler classification alone.


