Cuando los ingenieros discuten Inconel 718 selección del metal de aportación de soldadura para cuerpos de válvulas, la verdadera pregunta no es simplemente “cuál cable ”se adapta a las características químicas». En el caso de los cuerpos de válvulas, especialmente las piezas de pared gruesa que contienen presión en aplicaciones de petróleo y gas, la selección del material de aportación se sitúa en la intersección entre la resistencia del metal de soldadura, el riesgo de agrietamiento, la dilución, el tratamiento térmico posterior a la soldadura y, en ocasiones, los límites de dureza de NACE/API. La aleación 718 es muy utilizada en estos entornos porque combina alta resistencia, resistencia a la corrosión y buena soldabilidad, pero las uniones soldadas pueden perder rendimiento si se permite que se desarrollen segregación de niobio, formación de la fase de Laves o microfisuras en la zona afectada por el calor (HAZ).
Por eso los ingenieros de soldadura con experiencia no empiezan por una página del catálogo. Empiezan por la función de la unión. ¿Se encuentra la soldadura dentro de la pared sometida a presión? ¿Exige el plano una resistencia cercana a la del metal base tras el envejecimiento? ¿El cuerpo de la válvula es de acero forjado 718, API/NACE 718, o se trata de una reparación sobre material previamente envejecido? ¿La unión es íntegramente de 718 a 718, o hay una pieza de transición de material diferente en algún punto del conjunto? Hasta que no se respondan estas preguntas, cualquier recomendación sobre el material de aportación será incompleta.
¿Qué es lo que realmente determina la elección del material de relleno en los cuerpos de válvulas 718?
En la mayoría de los trabajos relacionados con el cuerpo de la válvula, la elección se reduce a dos opciones prácticas. La primera es una masilla de igualación endurecible por envejecimiento, por lo general AWS A5.14 ERNiFeCr-2 / UNS N07718, que se utiliza cuando la soldadura final debe mantener unos niveles de resistencia similares a los de la aleación 718 tras el proceso de tratamiento térmico homologado. Special Metals afirma que el metal de aportación INCONEL 718 está destinado a la soldadura de las aleaciones 718, 706 y X-750, y que el metal de soldadura es endurecible por envejecimiento con propiedades mecánicas comparables a las de los metales base.
La segunda ruta es una material de aportación de Ni-Cr-Mo con exceso de aleación, lo más habitual ERNiCrMo-3 (tipo Alloy 625), que se utiliza cuando la unión es de materiales diferentes, cuando se trata de una soldadura por superposición o en capa, o cuando el riesgo de fabricación asociado a un depósito de soldadura 718 a juego supera la necesidad de una resistencia total equivalente. Special Metals recomienda expresamente el metal de aportación 625 para numerosas uniones de materiales diferentes en las que intervienen aleaciones de níquel, aceros al carbono, aceros de baja aleación y aceros inoxidables, así como para trabajos de recubrimiento y superposición.

Cuando ERNiFeCr-2 es la solución adecuada
Si la soldadura es 718 a 718, límite de presión y resistencia crítica, el ERNiFeCr-2 suele ser el primer material de aportación que se evalúa. No se trata de un argumento de marketing, sino de metalurgia. El material de aportación 718 está diseñado para endurecerse por envejecimiento. La ficha técnica de Special Metals lo identifica como ERNiFeCr-2 y indica una resistencia a la tracción mínima de 165 ksi (1138 MPa) en estado envejecido. Precisamente por eso sigue siendo la opción lógica para soldaduras a tope con carga completa, reconstrucciones de secciones o procedimientos de reparación homologados en cuerpos de válvulas, en los que la base de diseño parte de una resistencia de clase 718 en lugar de un metal de soldadura sustitutivo más blando.
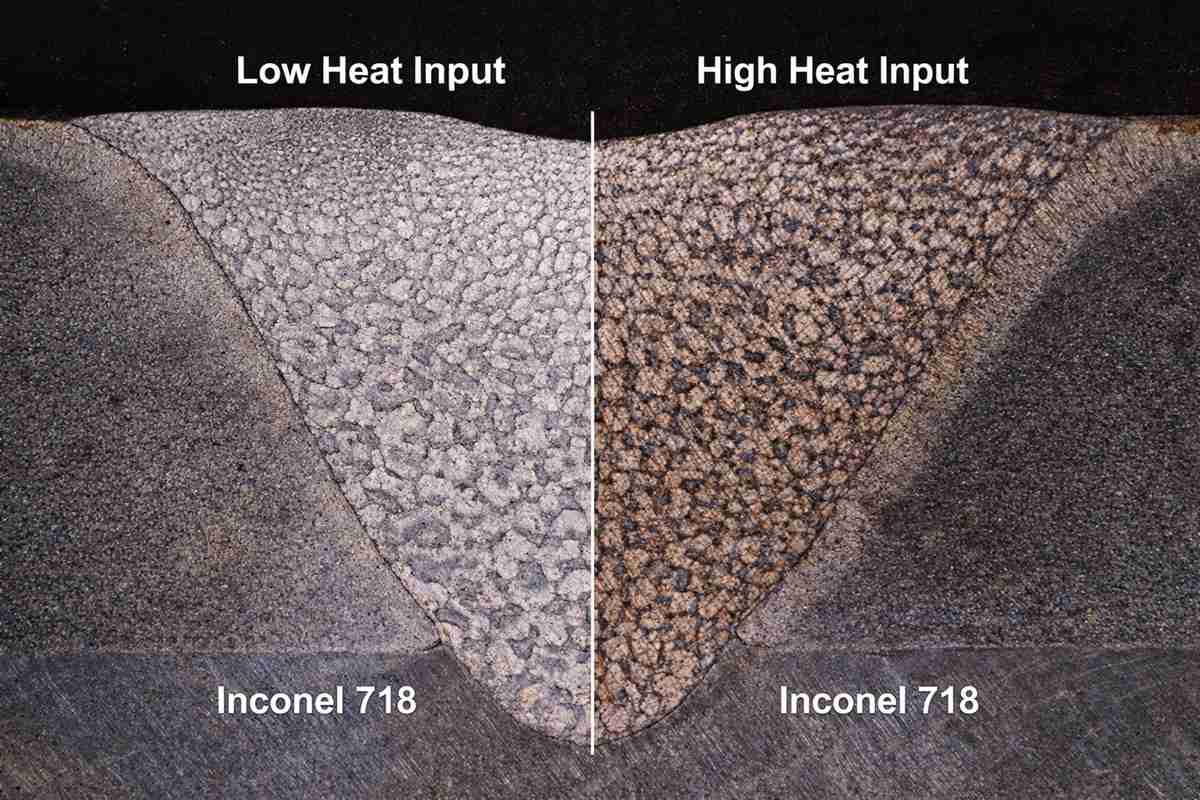
Sin embargo, que la química sea compatible no significa que el comportamiento durante la fabricación sea tolerante. La bibliografía sobre la soldadura de la aleación 718 es clara en este punto: el metal de soldadura y la zona afectada térmicamente (HAZ) pueden sufrir segregación, formación de la fase de Laves, agrietamiento en caliente y daños relacionados con la licuación si no se controla el aporte de calor. La bibliografía revisada también señala que un menor aporte de calor y un enfriamiento más rápido ayudan a reducir estos problemas. En términos prácticos de taller, un material de aportación 718 exige disciplina en los procedimientos —superficies de unión limpias, tamaño controlado del cordón, oscilación limitada y un ajuste muy estable— porque los cuerpos de válvula gruesos crean una restricción que magnifica cada error metalúrgico.
Cuando el ERNiCrMo-3 es la opción de ingeniería más acertada
El ERNiCrMo-3 resulta interesante cuando la aplicación es no con el fin de que el metal de aportación se comporte exactamente igual que el 718 envejecido. Special Metals describe el Filler Metal 625 como un metal de aportación de Ni-Cr-Mo adecuado para numerosas uniones disimilares y destaca su gran resistencia a la corrosión localizada. Su resistencia mínima a la tracción, según la ficha técnica del producto, es de 105 ksi (724 MPa), lo cual es respetable, pero está claramente muy por debajo de la clase de metal de aportación 718 envejecido. Esa diferencia es importante. Para una soldadura estructural de límite de presión que se espera que soporte una carga de nivel 718, el metal de aportación de tipo 625 suele ser una solución de compromiso. Para capas de recubrimiento, uniones de transición, recubrimientos o reparaciones localizadas que no requieren una resistencia equivalente, a menudo es una solución de compromiso muy racional.
Este es el matiz que muchos compradores pasan por alto: El relleno de tipo 625 suele reducir los riesgos de fabricación, pero también modifica las características de rendimiento del depósito de soldadura. Si la soldadura del cuerpo de la válvula se encuentra fuera de la zona de mayor tensión, o si se trata de una unión de materiales diferentes y la resistencia a la corrosión y la tolerancia a las grietas son más importantes que la resistencia tras el envejecimiento, el ERNiCrMo-3 puede ser la mejor opción desde el punto de vista técnico. La bibliografía sobre soldadura también señala que los materiales de aportación con alto contenido en Mo pueden ayudar a frenar la tendencia a la fisuración en las soldaduras de 718, lo que concuerda con el motivo por el que muchos talleres los prefieren para reparaciones difíciles.
| Escenario de soldadura del cuerpo de la válvula | Metal de aportación preferido | Por qué suele ser la opción preferida | Qué hay que comprobar antes del lanzamiento |
|---|---|---|---|
| Soldadura de límite de presión de penetración total 718 a 718 | ERNiFeCr-2 | Endurecible por envejecimiento; destinado a la soldadura de la aleación 718; la mejor opción para igualar la resistencia | Ruta final de PWHT, valor objetivo de resistencia a la tracción, dureza, dilución, aceptación de los ensayos no destructivos |
| Reparación de la 718 en un tramo de gran restricción | ERNiFeCr-2, pero solo con un proceso GTAW/WPS estrictamente controlado | Mantiene la posibilidad de que las propiedades finales pertenezcan a la clase 718 | Datos representativos sobre el espesor, el control de grietas, el estado de la zona afectada por el calor y la profundidad de reparación |
| Detalle de la transición del 718 al acero inoxidable o de baja aleación | ERNiCrMo-3 | Más adecuado para muchos tipos de uniones diferentes | Resistencia del metal de soldadura inferior a la del 718 envejecido, trayectoria de tensión en servicio, conformidad con la normativa |
| Aplicación de mantequilla o recubrimiento antes del mecanizado o ensamblaje final | ERNiCrMo-3 | Se utiliza habitualmente para recubrimientos y revestimientos sobre materiales ferrosos | Dilución, espesor de la capa, composición química final de la interfaz |
| Reparación localizada de juntas o fijaciones sin ajuste de resistencia | A menudo ERNiCrMo-3 | Mayor flexibilidad en la fabricación cuando no es necesario aprovechar al máximo la resistencia del 718 | Si la zona reparada se encuentra dentro de la envolvente de presión |
La tabla anterior refleja la lógica de selección más fundamentada a partir de los datos de los fabricantes sobre los metales de aportación 718 y 625, así como de la bibliografía publicada sobre soldadura del 718 en lo que respecta a la formación de grietas, la segregación y la sensibilidad al aporte de calor.
Lo que la mayoría de los equipos subestiman: el acabado final, no solo el relleno
Sobre el papel, la elección del material de relleno parece una cuestión de consumibles. En realidad, es una Pregunta sobre la condición final. La aleación 718 puede soldarse en estado recocido o endurecido por envejecimiento, pero las propiedades finales de la pieza soldada dependen del tratamiento térmico posterior a la soldadura. Algunas directrices para la soldadura del 718 señalan que un simple ciclo de envejecimiento posterior a la soldadura puede reforzar el depósito, al tiempo que deja una zona de resistencia relativamente menor cerca de la línea de fusión. En el caso de un cuerpo de válvula, eso significa que nunca se debe aprobar el alambre antes de fijar la ruta de tratamiento térmico real y las propiedades de aceptación tras la soldadura.
Este aspecto cobra aún más importancia en aplicaciones de válvulas para servicios ácidos o relacionadas con las normas API/NACE. Special Metals señala que el 718 para aplicaciones en yacimientos petrolíferos se fabrica según los requisitos de dureza de la norma NACE MR0175, y los proveedores del sector del petróleo y el gas describen la norma API/NACE 718 como adecuada para equipos de contención y control de presión en entornos corrosivos. Por lo tanto, en el caso de los cuerpos de válvula, la decisión sobre la soldadura no termina cuando el soldador deja de trabajar. Aún hay que evaluar el estado de la soldadura en cuanto a dureza, resistencia y entorno de servicio, y no solo en función de los resultados químicos y de los ensayos de radiografía (RT).
La elección del proceso también es importante. Los estudios publicados muestran que el GTAW sigue siendo ampliamente utilizado para producir uniones de 718 de alta calidad, mientras que un alto aporte de calor se asocia directamente con una segregación más grave y la formación de Laves. Por eso, en las reparaciones de cuerpos de válvulas con restricción, un procedimiento conservador de GTAW con un aporte de calor controlado suele ser más seguro que intentar alcanzar una alta velocidad de deposición. Según mi experiencia, muchos fallos atribuidos a un “material de aportación inadecuado” son en realidad fallos relacionados con el aporte de calor, la dilución o la secuencia de reparación, pero que se disfrazan bajo la etiqueta de «material de aportación».
Conclusión
Para la mayoría soldaduras del cuerpo de la válvula, de la misma aleación y de resistencia crítica, el punto de partida técnicamente correcto es ERNiFeCr-2. Para uniones de materiales diferentes, recubrimientos, superposiciones o reparaciones en las que la resistencia a las grietas y el margen de corrosión son más importantes que la coincidencia total de la resistencia del 718, ERNiCrMo-3 suele ser la mejor opción. La respuesta correcta no es el material de relleno que prometa las mayores ventas, sino aquel que siga cumpliendo los requisitos de resistencia, dureza, resistencia al agrietamiento y vida útil tras el ciclo de soldadura y el proceso de tratamiento térmico reales.
Si su equipo está validando un nuevo procedimiento de soldadura (WPS) para un cuerpo de válvula, resolviendo problemas en un procedimiento de reparación o comparando opciones de alambre para el lanzamiento de un proyecto, 28Níquel deberían intervenir en una fase temprana —antes de adquirir el metal de aportación, no después de que la primera reparación agrietada haya pasado por el control no destructivo—.
Preguntas y respuestas relacionadas
P1. ¿Se puede utilizar ERNiCrMo-3 para reparar el cuerpo de una válvula de Inconel 718?
Sí, pero solo cuando la reparación... no requiere que el depósito de soldadura alcance exactamente la misma resistencia que el acero 718 envejecido. El ERNiCrMo-3 se utiliza ampliamente en uniones de materiales diferentes y recubrimientos, y puede ser una opción de reparación acertada cuando se da prioridad al margen de resistencia a la fisuración y a la resistencia a la corrosión frente a la igualación de la resistencia.
P2. ¿Es el ERNiFeCr-2 el material de aportación predeterminado para las soldaduras a tope del cuerpo de válvulas 718?
En la mayoría de los casos en los que se trata de una aleación idéntica, con límites de presión y en los que la resistencia es fundamental, sí. Se trata de la clasificación específica de metal de aportación 718, es endurecible por envejecimiento y, según los datos del fabricante, sus propiedades son comparables a las de la aleación base tras el ciclo térmico adecuado.
P3. ¿El envejecimiento posterior a la soldadura restaura automáticamente todas las propiedades en una pieza soldada del cuerpo de válvula 718?
No necesariamente. El envejecimiento posterior a la soldadura puede reforzar el depósito, pero la distribución final de las propiedades cerca de la línea de fusión depende de la secuencia completa de soldadura y tratamiento térmico. En el caso de los cuerpos de válvulas críticos, esto debe confirmarse mediante la homologación del procedimiento, y no darse por sentado basándose únicamente en la clasificación del material de aportación.


