Cuando los ingenieros discuten Níquel 200 selección del metal de aportación de soldadura para cuerpos de válvulas, la verdadera pregunta rara vez es “¿Qué alambre puede fundir esta unión?”. La mejor pregunta es: ¿qué material de aportación preservará el comportamiento frente a la corrosión, controlará la porosidad, sobrevivirá a la restricción en resaltes y transiciones de bridas y, aun así, dejará una zona de soldadura que se comporte como la aleación madre en servicio? Esta distinción es importante. El níquel 200 es níquel forjado comercialmente puro con un 99,6% Ni y buena soldabilidad, pero una vez que la temperatura de servicio supera los 600°F / 315°C, el problema del carbono se agrava y el níquel 201 suele entrar en la conversación por su menor riesgo de grafitización.
En el caso de los cuerpos de válvula, la elección del material de relleno no es sólo una decisión sobre consumibles. Es una decisión metalúrgica ligada a los medios, la sección de pared, la ruta de fundición o forja, la restricción de la unión, la dilución y la filosofía de reparación. Un cuerpo de válvula tiene secciones más gruesas que una chapa o un tubo, cambios geométricos más bruscos alrededor de las cavidades del asiento y los puertos, y mucha menos tolerancia a la falta oculta de fusión. Aleaciones de níquel también suelen necesitar un ángulo incluido mayor, una abertura de raíz más ancha y un terreno más pequeño que los diseños de acero al carbono o inoxidable, porque las características de penetración son diferentes. Además, la soldadura de níquel es muy sensible a la contaminación por azufre y otros elementos de bajo punto de fusión que pueden provocar fisuras en caliente cerca de la línea de fusión.
Por qué los cuerpos de válvula hacen más exigente la selección de llenadoras
Un cupón plano puede hacer que muchos procedimientos parezcan mejores de lo que realmente son. Los cuerpos de válvulas no. En una soldadura de cuerpo real, la restricción se acumula rápidamente en las transiciones del cubo a la carcasa, en los cuellos del capó y alrededor de las reparaciones locales después del mecanizado. El baño de níquel fundido no es especialmente indulgente, y la consecuencia de una mala selección del relleno no suele ser dramática en el banco de soldadura; aparece más tarde en forma de porosidad, grietas interdendríticas, reprocesado durante la radiografía o la penetración de colorante, o peor aún, desajuste por corrosión en servicio cáustico. Por este motivo, los fabricantes experimentados no seleccionan la masilla sólo por costumbre. Parten del comportamiento frente a la corrosión requerido en el lado húmedo y luego trabajan hacia atrás en el procedimiento.
La masilla de primera elección para la mayoría de las soldaduras de cuerpos de válvulas de níquel 200
Para la mayoría de las soldaduras de producción en Níquel 200 o Níquel 201, el punto de partida por defecto sigue siendo ERNi-1 para GTAW/GMAW/PAW y ENi-1 para la reparación de campo SMAW. Esta recomendación no es arbitraria. ERNi-1 se utiliza específicamente para níquel comercialmente puro productos de forja y fundición, incluidos el níquel 200 y 201, y la adición de titanio tiene por objeto ayudar a controlar la porosidad del metal de soldadura. El ENi-1 sirve para la misma familia en forma de electrodo revestido y se utiliza ampliamente cuando las condiciones del taller o el acceso hacen que el SMAW sea más práctico. En otras palabras, si el cuerpo de la válvula es realmente un componente de Níquel 200 y la composición química del lado de servicio debe aproximarse al comportamiento del níquel puro, la familia de aportación de níquel puro correspondiente suele ser la base de ingeniería más segura.
Donde los equipos tienen problemas es en asumir que “igualar” siempre significa “mejor”, independientemente de la geometría y el servicio. En chapas de níquel finas y con pocas restricciones, la soldadura autógena puede ser aceptable. Sin embargo, en cuerpos de válvulas, rara vez recomiendo crear un procedimiento basado en pasadas autógenas a menos que la unión sea muy ligera, el acceso sea excelente y los datos de cualificación ya demuestren el resultado. Un cuerpo de válvula tiene demasiados cambios de sección y demasiada penalización por tensión de contracción. El relleno no está ahí sólo para rellenar la ranura; está ahí para estabilizar la metalurgia y el perfil de la soldadura.
Cuándo puede estar justificado un relleno no coincidente
Hay casos en los que un relleno no coincidente resulta razonable, pero son condicionales, no por defecto. Por ejemplo, ERNiCu-7 se utiliza habitualmente para sistemas de níquel-cobre y puede aplicarse en uniones disimilares en las que intervienen familias de níquel 200 y cobre-níquel. Esto lo convierte en una opción de procedimiento si el cuerpo de la válvula se une a un componente de transición níquel-cobre o a un accesorio Cu-Ni. Pero para un cuerpo de válvula de Níquel 200 totalmente humedecido en servicio cáustico o de alta pureza, el abandono de la familia de aportación de níquel puro debe justificarse por la necesidad del servicio y confirmarse mediante cualificación, porque la química del depósito de soldadura ya no es equivalente a la aleación base.
La misma lógica se aplica a los rellenos de níquel “más fuertes” o más aleados que a veces se eligen para facilitar la soldadura. Pueden ayudar en uniones especiales de metales distintos, pero también cambian el panorama galvánico y de corrosión. En el trabajo de válvulas, el desajuste por corrosión suele ser más caro que la dificultad de soldadura. Un cordón que parece bonito en el taller de fabricación puede ser el cordón equivocado si la química de la superficie mojada se desvía de lo que espera el medio del proceso. Por este motivo, la selección del metal de aportación para los cuerpos de las válvulas debe estar siempre ligada al medio de servicio, no sólo a la comodidad del soldador.
Tabla comparativa de metales de aportación para cuerpos de válvulas de níquel 200
La siguiente tabla refleja la lógica de ingeniería que utilizan la mayoría de los equipos al revisar Selección del metal de aportación de níquel 200 para cuerpos de válvulas.
| Opción de relleno | Proceso típico / clasificación | El mejor caso de uso en cuerpos de válvulas | Principal ventaja | Precaución principal | Recomendación de ingeniería |
|---|---|---|---|---|---|
| ERNi-1 | GTAW / GMAW / PAW, AWS A5.14 | Soldadura de producción de cuerpos de válvulas de níquel 200/201 forjados o fundidos | Familia química más parecida en la práctica al níquel puro; buena compatibilidad con la corrosión; el Ti ayuda a controlar la porosidad | Sigue siendo sensible a la contaminación y la dilución | Relleno de primera elección para la mayoría de los procedimientos de taller |
| ENi-1 | SMAW, AWS A5.11 | Soldaduras de campo, soldaduras de reparación o áreas con acceso limitado a GTAW | Práctico para el mantenimiento y la reparación local; compatible con la familia Nickel 200/201 | La eliminación de escorias y el control de la entrada de calor dependen más de la geometría de la válvula | La mejor alternativa de campo/reparación cuando es necesario SMAW |
| Soldadura autógena | GTAW sin relleno | Sólo detalles de níquel muy finos y de baja contención | Sin desajuste de relleno | Mal ajuste de las secciones del cuerpo de la válvula sujetas; mayor riesgo de problemas relacionados con el encogimiento. | Suele evitarse como procedimiento de cuerpo de válvula principal |
| ERNiCu-7 | GTAW / GMAW / SAW | Uniones disimilares de piezas de Níquel 200 y Cu-Ni / níquel-cobre | Relleno de transición útil en el ensamblaje disímil adecuado | El metal de soldadura ya no es de tipo níquel puro; compruebe cuidadosamente la compatibilidad con la corrosión y el servicio. | Utilizar sólo cuando el diseño de la junta realmente lo requiera |
Flujo de trabajo de selección práctica que los ingenieros utilizan realmente
Mi regla general es sencilla. En primer lugar, verifique si el cuerpo de la válvula es realmente de Níquel 200 en el sentido de servicio, o si la temperatura de diseño y las condiciones de proceso apuntan realmente hacia el Níquel 201. El Níquel 200 es excelente en muchos entornos corrosivos, especialmente en álcalis cáusticos, pero una vez que la temperatura entra en el rango en el que la estabilidad del carbono es importante, el grado de carbono inferior se vuelve importante. Si esta cuestión no se resuelve, la elección del material de relleno es prematura.
En segundo lugar, si el cuerpo es de níquel 200 y la química humedecida debe permanecer cercana al níquel comercialmente puro, calificar alrededor de ERNi-1 como raíz primaria y metal de relleno. Para la reparación sobre el terreno o la restauración local, calificar ENi-1. En tercer lugar, hay que considerar la limpieza como una variable de la soldadura, no como un detalle de mantenimiento: el azufre, el fósforo, el plomo, el bismuto y otros contaminantes similares son factores clásicos que contribuyen al agrietamiento en las soldaduras de aleaciones de níquel. Las herramientas específicas, los guantes limpios, los disolventes no contaminados y el control del polvo del taller no son opcionales en este caso.
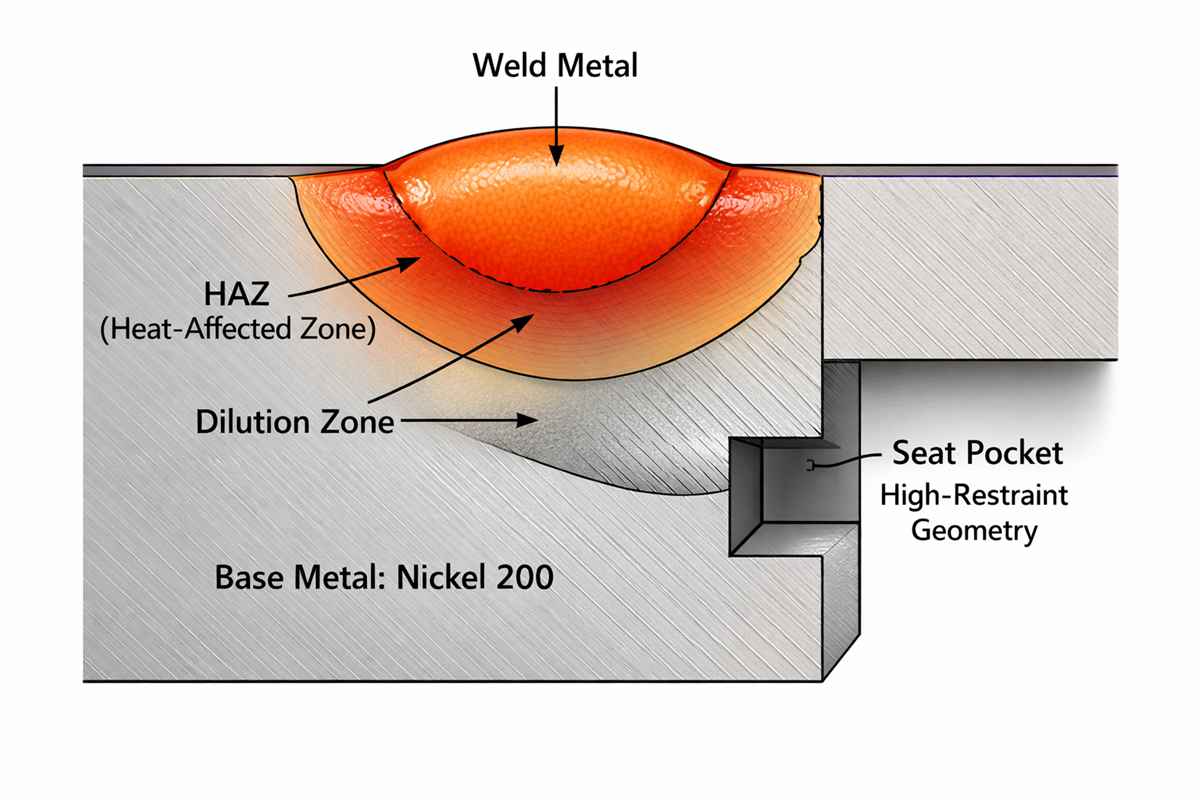
Cuarto, cuidado con la dilución. Si el cuerpo de una válvula de Níquel 200 incluye una transición disímil, una zona untada con mantequilla o un lugar previamente reparado, la química en las primeras pasadas puede desviarse más rápido de lo que muchos equipos esperan. Esto es especialmente importante cerca de accesorios de acero al carbono, fijaciones o extremos de transición. Sobre el papel, la WPS puede decir Níquel 200; en la zona de la raíz real, el depósito puede ser ya otra cosa. En quinto lugar, hay que diseñar la unión para que se comporte con el níquel: ángulo de ranura adecuado, suficiente abertura de la raíz y penetración controlada y uniforme. Los cuerpos de las válvulas castigan el optimismo de las ranuras estrechas.

Vista final de ingeniería
Entonces, ¿cuál es la respuesta corta a Selección del metal de aportación de níquel 200 para cuerpos de válvulas? En la mayoría de los casos, empiece por ERNi-1 para soldadura en taller y ENi-1 para la reparación SMAW, y luego cuestionar esa línea de base sólo cuando la unión sea disímil, la química de servicio justifique un depósito diferente, o los datos de cualificación demuestren que otra ruta es mejor. Para los cuerpos de válvulas, la selección del relleno debe proteger en primer lugar el comportamiento frente a la corrosión, en segundo lugar la solidez de la soldadura y en tercer lugar la comodidad del taller. Si se invierte este orden, se suele pagar más tarde con repeticiones o fallos de servicio.
Si va a comprar piezas de forja, fundición, barra o consumibles de soldadura de Níquel 200 para la fabricación de válvulas, la forma más rápida de evitar falsos comienzos es revisar cuatro datos a la vez: medio de servicio, temperatura de diseño, ruta de fabricación del cuerpo y proceso de soldadura. Una vez que estén claros, la selección del material de relleno tendrá mucho menos misterio. Si lo desea, a continuación puedo convertir este artículo en un versión blog B2B más comercial, a versión de la página de destino del producto, o un Versión FAQ optimizada para los snippets de Google para 28Níquel.
Preguntas y respuestas relacionadas
1) ¿Es siempre ERNi-1 la mejor masilla para cuerpos de válvulas de Níquel 200?
No siempre, pero es la base de primera elección más común para la soldadura en taller de cuerpos de válvulas de Níquel 200/201 porque pertenece a la familia de las masillas de níquel puro y está pensada para esas aleaciones. Desviarse de ella sólo cuando las condiciones de servicio o el diseño de la junta disímil justifiquen el cambio.
2) ¿Debo cambiar el Níquel 200 por el Níquel 201 para el servicio de válvulas a alta temperatura?
Si la temperatura de servicio supera los 600°F / 315°C, la cuestión adquiere importancia. El níquel 201 tiene menos carbono y es más resistente a la fragilización relacionada con la grafitización a temperaturas elevadas.
3) ¿Pueden soldarse los cuerpos de las válvulas Nickel 200 a metales distintos?
Sí, pero el material de aportación debe elegirse en función de la combinación disímil real y del comportamiento frente a la corrosión requerido de la zona de soldadura. Por ejemplo, las situaciones de transición níquel-cobre pueden justificar ERNiCu-7, pero eso no lo convierte en la elección por defecto para un cuerpo húmedo de Níquel 200 puro.


