










A Lista de control de calidad del procedimiento de soldadura de níquel 201 No es solo un formulario de taller. En la práctica, es el punto de control que marca la diferencia entre una soldadura correcta y un fallo que solo se detecta tras el decapado, la prueba de estanqueidad o la exposición inicial durante el servicio. Los ingenieros que trabajan con níquel comercialmente puro conocen bien el problema: el níquel 201 es soldable, pero también es implacable cuando se permiten en el trabajo la contaminación superficial, un mal ajuste o un control deficiente de los parámetros. Una herramienta útil Lista de control de calidad del procedimiento de soldadura de níquel 201 debe, por tanto, hacer algo más que confirmar que se ha producido el arco. Tiene que verificar la limpieza, la disciplina de los consumibles, la calidad del blindaje, el control de la entrada de calor y la aceptación posterior a la soldadura de forma que se evite realmente la repetición del trabajo.
Se elige el níquel 201 porque su composición química, con bajo contenido en carbono, le confiere una mayor resistencia a la fragilización en condiciones de funcionamiento a altas temperaturas que el níquel 200. Esa ventaja puede perderse rápidamente si la zona de soldadura se contamina con compuestos que contienen azufre, hierro libre, aceite, pintura, zinc, plomo o suciedad del taller. Cuando reviso un Lista de control de calidad del procedimiento de soldadura de níquel 201, Quiero ver si es capaz de detectar las pequeñas causas de los grandes defectos antes de que se conviertan en costosos NCR.

Por qué es importante una lista de comprobación de la calidad del procedimiento de soldadura con níquel 201
La razón por la que un Lista de control de calidad del procedimiento de soldadura de níquel 201 La cuestión es sencilla: la mayoría de los defectos de soldadura en níquel puro son fallos de la disciplina del proceso, no misteriosos sucesos metalúrgicos. El níquel 201 es susceptible de porosidad si la limpieza es deficiente. Puede mostrar falta de fusión cuando los operarios intentan trabajar demasiado frío en secciones más gruesas. También puede sufrir un comportamiento de cortocircuito en caliente si hay contaminantes de bajo punto de fusión en la interfaz de soldadura. En otras palabras, la calidad de la soldadura se decide a menudo incluso antes de arrancar el soplete.
Desde el punto de vista del control de calidad, la lista de comprobación debe obligar al equipo a verificar cinco cosas. En primer lugar, el metal base debe ser correcto y trazable. En segundo lugar, la preparación de la unión debe ser correcta desde el punto de vista dimensional y estar libre de manchas, rebabas y materiales extraños incrustados. En tercer lugar, el método de limpieza debe ser compatible con el servicio de níquel; los disolventes clorados, los abrasivos sucios o los cepillos utilizados anteriormente en acero al carbono son inaceptables. En cuarto lugar, el metal de aportación y el gas de protección deben coincidir con la WPS aprobada. En quinto lugar, los criterios de inspección deben definirse con suficiente claridad para que el “aspecto aceptable” no se convierta en un argumento subjetivo después de la soldadura.
Controles previos a la soldadura en un procedimiento de soldadura de níquel 201 Lista de comprobación de calidad
Un robusto Lista de control de calidad del procedimiento de soldadura de níquel 201 comienza antes del montaje. La identificación del material es el primer paso. El número de colada, la calidad, el grosor y la revisión del plano deben cotejarse con la documentación del proyecto. Si el proyecto implica un servicio químico sensible a la corrosión, yo confirmaría también si se aplica algún acabado superficial especial, norma de limpieza o instrucción de manipulación posterior a la fabricación.
La preparación de la junta es el siguiente control crítico. El níquel 201 se beneficia de una preparación precisa de los bordes y de una apertura consistente de la raíz. Una amplia variación en el ajuste provoca una penetración inestable y una forma inconsistente del cordón. Los biseles preparados mecánicamente deben estar libres de metal laminado y no deben retocarse casualmente con muelas contaminadas. Los abrasivos específicos suponen un pequeño coste comparado con el coste de desguace de un ensamblaje de níquel puro.
La limpieza merece aún más atención de la que muchos equipos le prestan. En Lista de control de calidad del procedimiento de soldadura de níquel 201 debe exigir explícitamente la eliminación de aceite, grasa, tinta de rotulador, pintura, humedad, óxido y restos de taller tanto de las caras de la ranura como de la zona de soldadura adyacente. En el níquel, prefiero ver una anchura de limpieza definida a ambos lados de la junta en lugar de una instrucción vaga como “limpiar según sea necesario”. Las buenas listas de comprobación son específicas. Indican el tipo de herramienta, el tipo de disolvente si se utiliza, el requisito de limpieza sin pelusas y si es obligatorio el uso de cepillos de alambre inoxidables o almohadillas no metálicas específicas.
Práctica mesa de control de calidad para uso en taller
| Punto de control | Qué debe verificar el control de calidad | Norma de aceptación típica | Por qué es importante el níquel 201 |
|---|---|---|---|
| Identidad material | Número de colada, grado de aleación, espesor, trazabilidad | Coincide con PO, dibujo y WPS | Evita la confusión de grados y la prestación de servicios erróneos |
| Preparación conjunta | Ángulo de bisel, tierra, separación de la raíz, estado del borde | Dentro de la tolerancia WPS; sin rebabas ni bordes manchados | Penetración estable y fusión consistente |
| Limpieza de la superficie | Eliminación de aceite, grasa, pintura, óxido, rotulador y humedad | Zona de soldadura brillante, seca y libre de contaminación | Reduce la porosidad y el riesgo de agrietamiento por contaminación |
| Segregación de herramientas | Cepillos, abrasivos, pinzas, bancos dedicados o protegidos | Sin fuente de contaminación por acero al carbono | Evita el hierro incrustado y los problemas de corrosión aguas abajo |
| Control del metal de relleno | Clasificación, almacenamiento y estado correctos del relleno | Relleno aprobado; limpio, seco, sin daños | Apoya la integridad de la soldadura y el control químico |
| Gas de protección | Tipo de gas, pureza, caudal, estado de la manguera | Según WPS; blindaje estable sin turbulencias | Previene la oxidación y la porosidad |
| Disponibilidad de los parámetros | Corriente, polaridad, aproximación, control entre pasadas | Ajustar a rango WPS cualificado | Controla el perfil del cordón, la fusión y la distorsión |
| Montaje y virado | Alineación, calidad de las tachuelas, limpieza de las tachuelas | Sin tachuelas agrietadas/sucias; alineación aceptable. | Las malas tachuelas se convierten a menudo en orígenes de defectos ocultos |
Controles durante el proceso y posteriores a la soldadura en una lista de comprobación de calidad del procedimiento de soldadura de níquel 201
Una vez iniciada la soldadura, el Lista de control de calidad del procedimiento de soldadura de níquel 201 debe pasar del control de la preparación a la estabilidad del proceso. A menudo se prefiere GTAW por el control de la raíz y el aspecto limpio del cordón, especialmente en calibres más finos o en fabricaciones de servicio de alta pureza. Cualquiera que sea el proceso utilizado, el operario debe evitar el entrelazado innecesario, la longitud de arco errática y la concentración excesiva de calor. El níquel 201 no recompensa un manejo descuidado de la antorcha. Una secuencia suave de cordones, un blindaje constante y una práctica disciplinada entre pasadas suelen dar mejores resultados que tratar de “lavar” los defectos con calor adicional.
La limpieza entre pasadas no es opcional. La escoria, el tinte, las salpicaduras y la contaminación por manipulación entre pasadas deben eliminarse antes de depositar la siguiente pasada. Si un cordón de soldadura está oxidado o contaminado, se debe rectificar adecuadamente en lugar de simplemente enterrarlo bajo el metal de soldadura. En Lista de control de calidad del procedimiento de soldadura de níquel 201 también debería exigir la supervisión de los arcos voltaicos fuera de la junta, ya que se convierten en puntos de reparación evitables en equipos de alta especificación.
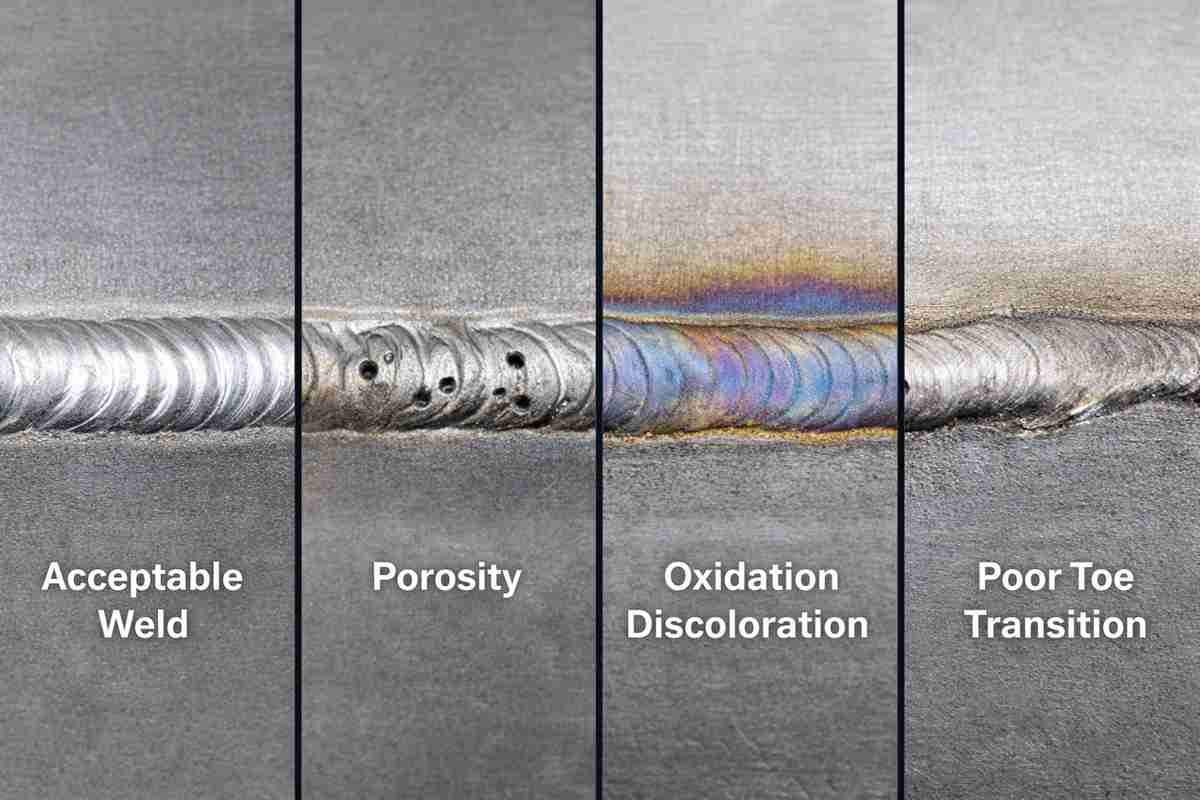
Después de soldar, la inspección visual es la primera criba, pero debe ser una inspección de ingeniería, no cosmética. Me fijo en la continuidad del cordón, la transición de la puntera, el refuerzo, la socavación, el estado del cráter, la evidencia del arco, el color de la oxidación y cualquier signo de porosidad superficial. En el caso de fabricaciones críticas, es posible que se realicen pruebas de aptitud, pruebas de estanqueidad o verificaciones dimensionales. Cuando el servicio es severo, la calidad de la documentación importa casi tanto como el aspecto de la soldadura. Una soldadura débil Lista de control de calidad del procedimiento de soldadura de níquel 201 a menudo falla en esta fase porque sólo registra “OK” en lugar de registrar las observaciones reales, los lugares de reparación, el lote de relleno, el lote de gas, si procede, y la firma del inspector.
Hay otro punto que merece especial atención: la limpieza y manipulación tras la soldadura. Las soldaduras de níquel recién terminadas no deben arrastrarse por bancos sucios ni almacenarse junto a operaciones de rectificado de acero al carbono. Si su taller tiene buenos soldadores pero una mala disciplina postsoldadura, su tasa de rechazo seguirá siendo demasiado alta. Lo mejor Lista de control de calidad del procedimiento de soldadura de níquel 201 cierra esa brecha ampliando el control más allá de la última pasada.
Conclusión final
Una buena Lista de control de calidad del procedimiento de soldadura de níquel 201 es práctico, no decorativo. Indica al soldador, al inspector y al ingeniero de producción exactamente lo que debe controlarse antes, durante y después de la soldadura. En esta aleación, la limpieza no es una cuestión interna, sino un requisito metalúrgico. La segregación de herramientas no es burocracia, sino prevención de defectos. El control de parámetros no es sólo una cuestión de apariencia, sino de fusión, resistencia a la porosidad y fiabilidad de servicio.
Si está cualificando un nuevo WPS, solucionando problemas de reparaciones repetidas o auditando a un fabricante, empiece por la lista de comprobación. En muchos talleres, es ahí donde se esconde la verdadera causa. Y si su equipo necesita una aplicación más específica Lista de control de calidad del procedimiento de soldadura de níquel 201 para piezas a presión, fabricaciones de intercambiadores de calor o servicio químico corrosivo, enviando el diseño de la junta, el grosor, la selección del relleno y la condición de servicio a 28Níquel para la revisión técnica suele ser la forma más rápida de reducir el riesgo antes de que comience la producción.
Preguntas y respuestas relacionadas
P1: ¿Niquel 201 requiere normalmente precalentamiento antes de la soldadura?
En la mayoría de los casos, no es necesario un precalentamiento importante. Lo más importante es que la junta esté seca, limpia y libre de condensación. Un precalentamiento excesivo puede ir en contra de un buen control al aumentar el riesgo de oxidación y hacer que la manipulación del ajuste sea menos estable.
P2: ¿Cuál es el mayor riesgo de calidad al soldar Níquel 201?
La contaminación superficial suele ser el principal riesgo. El azufre, el aceite, la pintura, el zinc, el plomo, el hierro libre e incluso los guantes sucios pueden desencadenar problemas de porosidad, humectación deficiente o agrietamiento que resultan caros de diagnosticar a posteriori.
P3: ¿Debería una lista de comprobación de calidad del procedimiento de soldadura de Níquel 201 incluir END posteriores a la soldadura?
Para servicios críticos, sí. La lista de comprobación debe definir cuándo es suficiente la inspección visual y cuándo se requiere una inspección PT, pruebas de estanqueidad, comprobaciones dimensionales o un examen adicional específico del proyecto. La respuesta correcta depende de la gravedad del servicio, los requisitos del código y las especificaciones del cliente.