










A ニッケル201溶接手順品質チェックリスト is not just a shop-floor form. In practice, it is the control point between a sound weld and a failure that only shows up after pickling, leak testing, or early service exposure. Engineers who work with commercially pure nickel know the problem well: Nickel 201 is weldable, but it is also unforgiving when surface contamination, poor fit-up, or loose parameter control are allowed into the job. A useful ニッケル201溶接手順品質チェックリスト したがって、アークが発生したことを確認するだけでは不十分である。クリーン度、消耗品の規律、シールドの品質、入熱管理、溶接後の受け入れなどを、再加工を実際に防ぐ方法で検証しなければならない。.
Nickel 201 is selected because its low carbon chemistry gives it better resistance to embrittlement in elevated-temperature service than Nickel 200. That advantage can be wasted quickly if the weld area is contaminated by sulfur-bearing compounds, free iron, oil, paint, zinc, lead, or shop dirt. When I review a ニッケル201溶接手順品質チェックリスト, 私は、大きな欠陥の小さな原因を、高価なNCRになる前にキャッチできるかどうかを見てみたい。.

ニッケル201溶接手順品質チェックリストが重要な理由
その理由は ニッケル201溶接手順品質チェックリスト 純ニッケルの溶接欠陥のほとんどは、不可思議 な冶金的事象ではなく、工程管理上の欠陥であ る。ニッケル201は、洗浄が不十分だと気孔ができやす い。厚い部分を冷やし過ぎると、融 着が不足することがある。また、溶接界面に低融点汚染物質が存在す ると、ホット・ショート現象に悩まされることもあ る。言い換えれば、溶接品質はトーチを始動する前 に決まることが多い。.
QAの観点から、チェックリストはチームに5つのことを確認させるべきである。第一に、母材が正しく、追跡可能であること。第二に、接合部の準備が寸法的に正しく、汚れ、バリ、埋め込み異物がないこと。塩素系溶剤、汚れた研磨剤、炭素鋼に使用したことのあるブラシは使用できません。第4に、金属フィラーとシールドガスは、 承認されたWPSに適合していなければならない。第五に、検査基準は、溶接後に「許容できる外観」 が主観的な議論にならない程度に明確に定義され なければならない。.
ニッケル201溶接手順における溶接前管理 品質チェックリスト
堅牢な ニッケル201溶接手順品質チェックリスト はフィットアップの前に始まる。材料の識別は最初の関門である。ヒートナンバー、等級、厚さ、図面の改訂はすべて、ジョブ・トラベラーと照合する必要があります。プロジェクトに腐食に敏感な化学薬品が使用される場合は、特別な表面仕上げ、洗浄基準、製造後の取り扱いに関する指示が適用されるかどうかも確認する。.
接合部の準備は、次に重要な管理である。ニッケル201は、正確なエッジの準備と一貫したルート開口部から利益を得ます。嵌合のばらつきが大きいと、貫通が不 安定になり、ビード形状も安定しません。機械的に準備された開先部には、金属の巻き込みがないことが望ましく、汚染された砥石で安易にタッチアップすべきではありません。専用の研磨剤は、純ニッケル製アセンブリーを廃棄するコストに比べれば、わずかなコストです。.
クリーニングは、多くのチームが行っている以上に注目に値する。その ニッケル201溶接手順品質チェックリスト は、開先 面と隣接する溶接部の両方から、オイル、グ リース、マーカーインク、塗料、水分、酸化物、店 舗の屑を取り除くことを明確に要求すべきである。ニッケルの場合、“必要に応じ て清掃する ”といった漠然とした指示よりも、継手の 両側の清掃幅を明確にする方が望ましい。良いチェックリストは具体的である。工具の種類、溶剤を使 用する場合はその種類、糸くずの出ない拭き取り要 件、新しいステンレス専用ワイヤーブラシと専用 の非金属パッドのどちらが必須かを明記してい る。.
店舗用実用QAテーブル
| チェックポイント | QAが検証すべきこと | 典型的な受け入れ基準 | なぜニッケル201が重要なのか |
|---|---|---|---|
| 素材のアイデンティティ | 熱数、合金等級、厚さ、トレーサビリティ | PO、ドローイング、WPSに対応 | グレードの取り違えや誤ったサービス・パフォーマンスを防ぐ |
| 共同準備 | ベベル角、ランド、ルートギャップ、エッジの状態 | WPSの許容範囲内、バリや汚れのないエッジ | 安定した浸透と安定した融合 |
| 表面の清浄度 | オイル、グリース、塗料、酸化物、マーカー、水分の除去 | 明るく、乾燥した、汚染のない溶接部 | ポロシティとコンタミネーションクラックのリスクを低減 |
| 工具の分別 | ブラシ、研磨剤、クランプ、専用または保護されたベンチ | 炭素鋼の汚染源なし | 埋め込み鉄と下流の腐食問題を回避 |
| フィラーメタル・コントロール | 正しいフィラーの分類、保管、状態 | 認可された充填剤、清浄、乾燥、損傷なし | 溶接の完全性と化学的制御をサポート |
| シールドガス | ガスの種類、純度、流量、ホースの状態 | WPSに従って;乱流のない安定したシールド | 酸化と気孔の発生を防ぐ |
| パラメータの準備 | 電流、極性、トラベルアプローチ、インターパス制御 | 認証されたWPS範囲に設定 | ビードプロファイル、フュージョン、ディストーションをコントロール |
| フィッティングアップとタッキング | アライメント、タッククオリティ、タッククリーニング | 鋲にひび割れや汚れはない。 | 不良鋲はしばしば隠れた欠陥の原因になる |
ニッケル201溶接手順における工程内および溶接後の管理 品質チェックリスト
溶接が始まると ニッケル201溶接手順品質チェックリスト は、準備の管理から工程の安定性へと移行すべきである。GTAWは、ルート制御ときれいなビード外観 のために、特に薄いゲージや高純度加工品に好 まれることが多い。どのプロセスを使用するにせよ、作業者は 不必要なウィービング、不安定なアーク長、過度 な熱集中を避ける必要がある。ニッケル 201は、トーチの取り扱いが杜撰であると報われな い。スムーズなビードシーケンス、安定したシ ールド、規律正しいインターパスの実践は、余分 な熱で欠陥を「洗い流そう」とするよりも、通常よ り良い結果をもたらす。.
パス間清浄はオプションではありません。スラグ、色合い、スパッター、およびパス間の 取り扱い汚染は、次のパスの溶着前に除去しなければ ならない。鋲が酸化または汚染されている場合は、単に 溶接金属の下に埋めるのではなく、適切にドレッシング する必要がある。ドレッシングは ニッケル201溶接手順品質チェックリスト アークストライクは、ハイスペック機器では回避可能な修理箇所となるためである。.
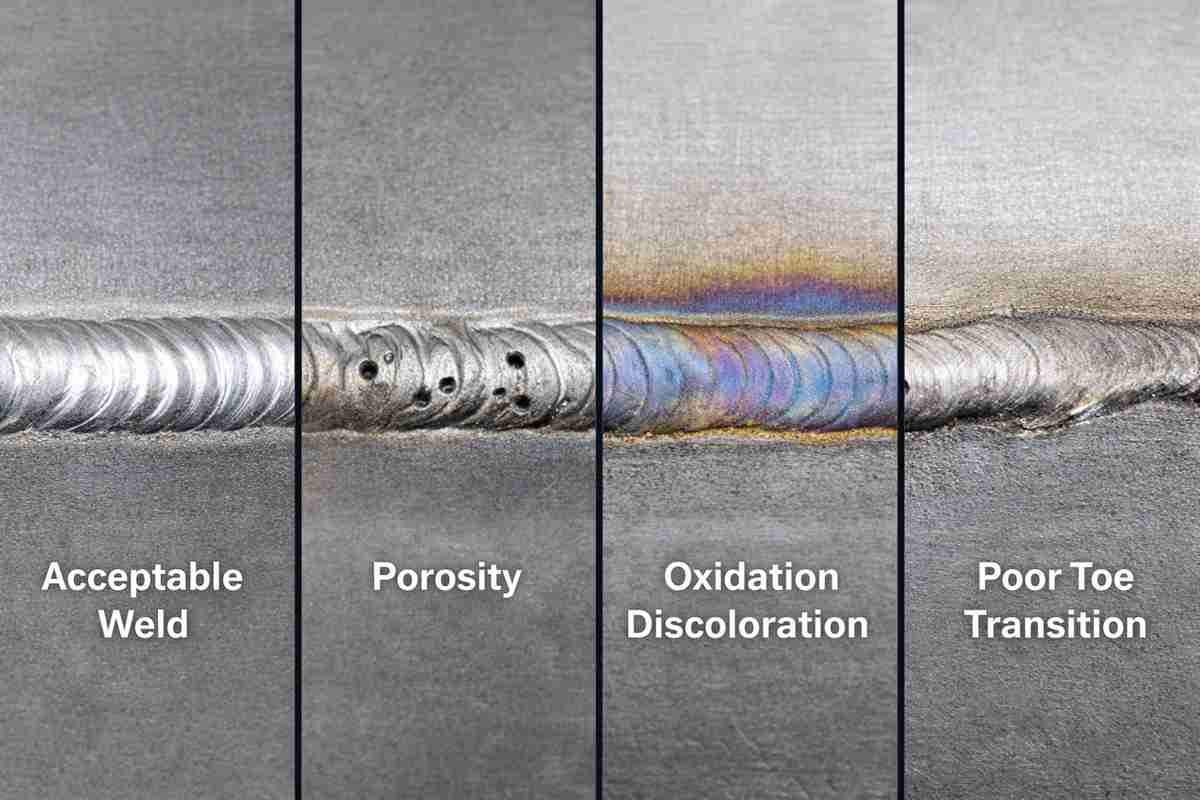
溶接後、最初に行うのは目視検査だが、これは外観検査ではなく、技術検査であるべきだ。私は、ビードの連続性、トウの移行、補強、アンダーカット、クレーターの状態、アークストライクの痕跡、酸化色、表面の気孔の兆候などを見る。重要な加工品については、PT、リークテスト、寸法検証を行うこともある。使用条件が厳しい場合は、溶接の外観と同 じく、書類の品質も重要である。弱い ニッケル201溶接手順品質チェックリスト なぜなら、実際の観察結果、修理箇所、充填剤バッチ、関連する場合はガスバッチ、検査官のサインオフを記録せず、「OK」だけを記録するからである。.
溶接後の洗浄と取り扱いです。完成したばかりのニッケル溶接品を、汚れた ベンチの上を引きずったり、炭素鋼の研磨作業の隣 に保管したりしてはならない。優秀な溶接工がいても、溶接後の規律が悪けれ ば、不合格率は高いままです。最高の ニッケル201溶接手順品質チェックリスト は、ラストパスを超えてコントロールを拡大することで、このギャップを埋める。.
最終的なエンジニアリングの収穫
良い ニッケル201溶接手順品質チェックリスト は、装飾的なものではなく、実用的なものである。溶接士、検査官、製造技師に、溶接前、溶接中、 溶接後に何を管理しなければならないかを、 正確に伝えるものである。この合金の場合、清浄度はハウスキーピングの 問題ではなく、冶金学的要件である。工具の分別は官僚主義ではなく、欠陥防止である。パラメータ管理は外観だけでなく、融 着、耐気孔性、使用上の信頼性に関わる。.
新しいWPSを認定する場合、繰り返される修理のトラブルシューティングを行う場合、あるいはファブリケーターを監査する場合、チェックリストから始めてください。多くの工場では、そこに真の根本原因が隠れています。そして、もしあなたのチームが、より用途に特化した ニッケル201溶接手順品質チェックリスト 圧力部品、熱交換器製造、または腐食性化学サービスについては、継手の設計、厚さ、充填材の選択、および使用条件を以下の連絡先までお送りください。 28ニッケル テクニカルレビューを受けることは、生産開始前にリスクを軽減する最短の方法であることが多い。.
関連Q&A
Q1: ニッケル201は通常、溶接前に予熱が必要ですか?
ほとんどの場合、大幅な予熱は必要ない。それよりも重要なのは、接合部が乾燥し、清潔で、結露していないことである。過度の予熱は、酸化のリスクを高め、はめ込みの取り扱いを不安定にすることで、良好なコントロールに逆効果となることがある。.
Q2: ニッケル201の溶接における最大の品質リスクは何ですか?
表面汚染は通常、主要なリスクである。硫黄、油、塗料、亜鉛、鉛、遊離鉄、さらには汚れた手袋でさえ、多孔質、濡れ性の悪さ、ひび割れに関連する問題を引き起こす可能性があり、事後に診断するのは高くつく。.
Q3: ニッケル201溶接手順品質チェックリストに、 溶接後のNDTを含めるべきか。
クリティカルサービスについては、そうである。チェックリストは、目視検査で十分な場合と、PT、リークテスト、寸法検査、またはプロジェクト固有の追加検査が必要な場合を定義すべきである。正しい答えは、サービスの重大性、規格要件、顧客仕様によって異なる。.