










A Lista di controllo della qualità della procedura di saldatura del nichel 201 is not just a shop-floor form. In practice, it is the control point between a sound weld and a failure that only shows up after pickling, leak testing, or early service exposure. Engineers who work with commercially pure nickel know the problem well: Nickel 201 is weldable, but it is also unforgiving when surface contamination, poor fit-up, or loose parameter control are allowed into the job. A useful Lista di controllo della qualità della procedura di saldatura del nichel 201 deve quindi fare di più che confermare l'avvenuta accensione dell'arco. Deve verificare la pulizia, la disciplina dei materiali di consumo, la qualità della schermatura, il controllo dell'apporto di calore e l'accettazione post-saldatura in modo da prevenire effettivamente la rilavorazione.
Nickel 201 is selected because its low carbon chemistry gives it better resistance to embrittlement in elevated-temperature service than Nickel 200. That advantage can be wasted quickly if the weld area is contaminated by sulfur-bearing compounds, free iron, oil, paint, zinc, lead, or shop dirt. When I review a Lista di controllo della qualità della procedura di saldatura del nichel 201, Voglio vedere se è in grado di individuare le piccole cause dei grandi difetti prima che diventino costose NCR.

Perché è importante una lista di controllo della qualità della procedura di saldatura al nichel 201
Il motivo per cui un Lista di controllo della qualità della procedura di saldatura del nichel 201 La questione è semplice: la maggior parte dei difetti di saldatura nel nichel puro sono fallimenti della disciplina di processo, non eventi metallurgici misteriosi. Il nichel 201 è suscettibile di porosità se la pulizia è scarsa. Può presentare una mancanza di fusione quando gli operatori cercano di lavorare troppo a freddo sulle sezioni più spesse. Può anche soffrire di un comportamento di cortocircuito a caldo se all'interfaccia di saldatura sono presenti contaminanti a bassa fusione. In altre parole, la qualità della saldatura è spesso decisa prima ancora di avviare la torcia.
Dal punto di vista dell'AQ, la lista di controllo deve costringere il team a verificare cinque cose. In primo luogo, il metallo di base deve essere corretto e rintracciabile. In secondo luogo, la preparazione del giunto deve essere dimensionalmente corretta e priva di sbavature, bave e materiale estraneo incorporato. In terzo luogo, il metodo di pulizia deve essere compatibile con il servizio di nichel; solventi clorurati, abrasivi sporchi o spazzole precedentemente utilizzate per l'acciaio al carbonio sono inaccettabili. Quarto, il metallo d'apporto e il gas di schermatura devono corrispondere alla WPS approvata. Quinto, i criteri di ispezione devono essere definiti in modo sufficientemente chiaro affinché l“”aspetto accettabile" non diventi un argomento soggettivo dopo la saldatura.
Controlli pre-saldatura in una procedura di saldatura al nichel 201 Lista di controllo di qualità
Un robusto Lista di controllo della qualità della procedura di saldatura del nichel 201 inizia prima del montaggio. L'identificazione del materiale è il primo passo. Il numero di calore, la qualità, lo spessore e la revisione del disegno devono essere verificati con il viaggiatore del lavoro. Se il progetto prevede un servizio chimico sensibile alla corrosione, confermerei anche l'eventuale applicazione di una finitura superficiale speciale, di uno standard di pulizia o di istruzioni per la manipolazione successiva alla fabbricazione.
La preparazione del giunto è il successivo controllo critico. Il nichel 201 trae vantaggio da una preparazione accurata dei bordi e da un'apertura costante delle radici. Un'ampia variazione di adattamento favorisce una penetrazione instabile e una forma incoerente del cordone. Gli smussi preparati meccanicamente devono essere privi di metallo laminato e non devono essere ritoccati casualmente con mole contaminate. Gli abrasivi dedicati rappresentano un costo minimo rispetto a quello della rottamazione di un gruppo di nichel puro.
La pulizia merita un'attenzione ancora maggiore di quella che molte squadre le dedicano. Il Lista di controllo della qualità della procedura di saldatura del nichel 201 dovrebbe richiedere esplicitamente la rimozione di olio, grasso, inchiostro di pennarello, vernice, umidità, ossido e residui di lavorazione sia dalle facce della scanalatura che dalla zona di saldatura adiacente. Sul nichel, preferisco vedere una larghezza di pulizia definita su entrambi i lati del giunto piuttosto che un'istruzione vaga come “pulire come richiesto”. Le buone liste di controllo sono specifiche. Indicano il tipo di utensile, il tipo di solvente se utilizzato, l'obbligo di pulire senza pelucchi e l'obbligo di utilizzare spazzole metalliche fresche per il solo acciaio inossidabile o tamponi non metallici dedicati.
Tavolo QA pratico per l'uso in negozio
| Punto di controllo | Cosa deve verificare la QA | Standard di accettazione tipico | Perché è importante su Nickel 201 |
|---|---|---|---|
| Identità materiale | Numero di calore, grado di lega, spessore, tracciabilità | Corrisponde a PO, disegno e WPS | Previene la confusione dei gradi e l'errata esecuzione del servizio |
| Preparazione congiunta | Angolo di smussatura, terra, distanza dalla radice, condizione del bordo | All'interno della tolleranza WPS; nessuna sbavatura o bordo sbavato | Penetrazione stabile e fusione costante |
| Pulizia della superficie | Olio, grasso, vernice, ossido, pennarello, umidità rimossi | Zona di saldatura luminosa, asciutta e priva di contaminazione | Riduce la porosità e il rischio di fessurazione da contaminazione |
| Segregazione degli utensili | Spazzole, abrasivi, pinze, banchi dedicati o protetti | Nessuna fonte di contaminazione dell'acciaio al carbonio | Evita il ferro incorporato e i problemi di corrosione a valle |
| Controllo del metallo d'apporto | Classificazione corretta del riempimento, conservazione, condizione | Riempitivo approvato; pulito, asciutto, non danneggiato | Supporta l'integrità della saldatura e il controllo della chimica |
| Gas di schermatura | Tipo di gas, purezza, portata, condizioni del tubo flessibile | Per WPS; schermatura stabile senza turbolenze | Previene l'ossidazione e la porosità |
| Prontezza dei parametri | Corrente, polarità, avvicinamento alla corsa, controllo dell'interasse | Impostare la gamma WPS qualificata | Controlla il profilo del tallone, la fusione e la distorsione |
| Montaggio e imbastitura | Allineamento, qualità della puntura, pulizia della puntura | Nessun chiodo incrinato o sporco; allineamento accettabile | I chiodi scadenti spesso diventano difetti nascosti |
Controlli in-process e post-saldatura in una procedura di saldatura al nichel 201 Lista di controllo della qualità
Una volta iniziata la saldatura, il Lista di controllo della qualità della procedura di saldatura del nichel 201 dovrebbe passare dal controllo della preparazione alla stabilità del processo. Il TIG è spesso preferito per il controllo delle radici e per l'aspetto pulito del cordone, soprattutto su spessori più sottili o su manufatti di elevata purezza. Qualunque sia il processo utilizzato, l'operatore deve evitare inutili intrecci, lunghezza d'arco irregolare ed eccessiva concentrazione di calore. Il nichel 201 non premia una gestione approssimativa della torcia. Una sequenza regolare di cordoni, una schermatura costante e una pratica disciplinata di interpassaggio danno di solito risultati migliori rispetto al tentativo di “lavare via” i difetti con un calore supplementare.
La pulizia tra le passate non è facoltativa. Scorie, macchie, spruzzi e contaminazione da manipolazione tra le passate devono essere rimossi prima di depositare la passata successiva. Se una puntina è ossidata o contaminata, deve essere rivestita in modo appropriato e non semplicemente seppellita sotto il metallo saldato. Il Lista di controllo della qualità della procedura di saldatura del nichel 201 dovrebbe anche richiedere il monitoraggio degli archi voltaici al di fuori del giunto, poiché questi diventano punti di riparazione evitabili su apparecchiature ad alto livello di specializzazione.
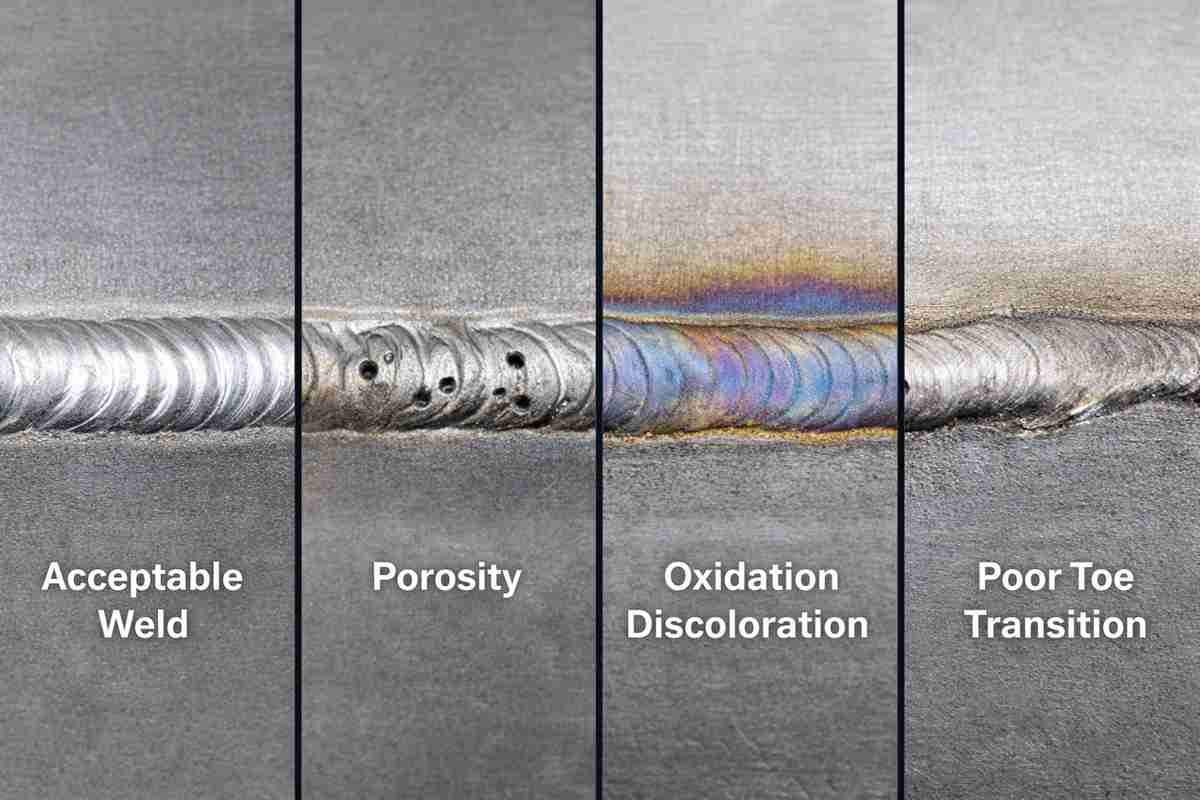
Dopo la saldatura, l'ispezione visiva è il primo esame, ma deve essere un'ispezione tecnica, non estetica. Osservo la continuità del cordone, la transizione della punta, il rinforzo, il sottosquadro, le condizioni del cratere, l'evidenza dell'arco, il colore dell'ossidazione e qualsiasi segno di porosità superficiale. Per i manufatti critici, possono seguire PT, prove di tenuta o verifiche dimensionali. Quando il servizio è severo, la qualità della documentazione è importante quasi quanto l'aspetto della saldatura. Una saldatura debole Lista di controllo della qualità della procedura di saldatura del nichel 201 spesso fallisce in questa fase perché registra solo “OK” invece di registrare le osservazioni effettive, i punti di riparazione, il lotto di riempimento, il lotto di gas se pertinente e la firma dell'ispettore.
Un altro punto merita di essere sottolineato: la pulizia e la manipolazione post-saldatura. Le saldature al nichel appena completate non devono essere trascinate su banchi sporchi o conservate accanto a operazioni di rettifica dell'acciaio al carbonio. Se la vostra officina ha buoni saldatori ma una scarsa disciplina post-saldatura, il vostro tasso di scarto rimarrà comunque troppo alto. I migliori Lista di controllo della qualità della procedura di saldatura del nichel 201 colma questo divario estendendo il controllo oltre l'ultimo passaggio.
Il risultato finale dell'ingegneria
Un buon Lista di controllo della qualità della procedura di saldatura del nichel 201 è pratico, non decorativo. Indica al saldatore, all'ispettore e all'ingegnere di produzione esattamente cosa deve essere controllato prima, durante e dopo la saldatura. In questa lega, la pulizia non è un problema di pulizia, ma un requisito metallurgico. La segregazione degli utensili non è burocrazia, ma prevenzione dei difetti. Il controllo dei parametri non riguarda solo l'aspetto estetico, ma anche la fusione, la resistenza alla porosità e l'affidabilità del servizio.
Se state qualificando un nuovo WPS, risolvendo problemi di riparazioni ripetute o controllando un fabbricante, iniziate dalla lista di controllo. In molte officine, è lì che si nasconde la vera causa principale. E se il vostro team ha bisogno di una lista di controllo più specifica per l'applicazione Lista di controllo della qualità della procedura di saldatura del nichel 201 per le parti in pressione, per le costruzioni di scambiatori di calore o per il servizio chimico corrosivo, inviando il progetto del giunto, lo spessore, la selezione dello stucco e le condizioni di servizio a 28Nickel per la revisione tecnica è spesso il modo più rapido per ridurre i rischi prima dell'inizio della produzione.
Domande e risposte correlate
D1: Il nichel 201 richiede normalmente un preriscaldamento prima della saldatura?
Nella maggior parte dei casi non è necessario un preriscaldamento sostanziale. L'importante è che il giunto sia asciutto, pulito e privo di condensa. Un preriscaldamento eccessivo può essere contrario a un buon controllo, aumentando il rischio di ossidazione e rendendo meno stabile la manipolazione del montaggio.
D2: Qual è il rischio maggiore per la qualità quando si salda il nichel 201?
La contaminazione superficiale è di solito il rischio principale. Zolfo, olio, vernice, zinco, piombo, ferro libero e persino guanti sporchi possono provocare porosità, scarsa bagnatura o problemi di fessurazione che sono costosi da diagnosticare a posteriori.
D3: La lista di controllo della qualità di una procedura di saldatura al nichel 201 deve includere l'NDT post-saldatura?
Per i servizi critici, sì. La lista di controllo deve definire quando è sufficiente l'ispezione visiva e quando sono necessari PT, test di tenuta, controlli dimensionali o ulteriori esami specifici per il progetto. La risposta corretta dipende dalla gravità del servizio, dai requisiti del codice e dalle specifiche del cliente.