










A Liste de contrôle de la qualité de la procédure de soudage du nickel 201 Ce n’est pas simplement un formulaire d’atelier. Dans la pratique, c’est le point de contrôle qui fait la différence entre une soudure solide et une défaillance qui n’apparaît qu’après le décapage, les essais d’étanchéité ou une première exposition en service. Les ingénieurs qui travaillent avec du nickel commercialement pur connaissent bien le problème : le nickel 201 est soudable, mais il ne pardonne pas la moindre contamination de surface, un mauvais ajustement ou un contrôle imprécis des paramètres lors de la réalisation des travaux. Une méthode utile Liste de contrôle de la qualité de la procédure de soudage du nickel 201 doit donc faire plus que confirmer que l'arc a été amorcé. Il doit vérifier la propreté, la discipline en matière de consommables, la qualité du blindage, le contrôle de l'apport de chaleur et l'acceptation après soudage de manière à éviter les reprises.
Le Nickel 201 est choisi car sa composition à faible teneur en carbone lui confère une meilleure résistance à la fragilisation en service à haute température que le Nickel 200. Cet avantage peut toutefois être rapidement réduit à néant si la zone de soudure est contaminée par des composés soufrés, du fer libre, de l'huile, de la peinture, du zinc, du plomb ou des salissures d'atelier. Lorsque j'examine un Liste de contrôle de la qualité de la procédure de soudage du nickel 201, Je veux voir s'il est capable d'identifier les petites causes des gros défauts avant qu'ils ne se transforment en NCR coûteux.

L'importance d'une liste de contrôle de la qualité de la procédure de soudage du nickel 201
La raison pour laquelle un Liste de contrôle de la qualité de la procédure de soudage du nickel 201 La question est simple : la plupart des défauts de soudure dans le nickel pur sont des défaillances liées à la discipline du processus, et non des événements métallurgiques mystérieux. Le nickel 201 est susceptible de présenter des porosités si le nettoyage est insuffisant. Il peut présenter un manque de fusion lorsque les opérateurs essaient de travailler à trop basse température sur des sections plus épaisses. Il peut également présenter un comportement de court-circuit à chaud si des contaminants à bas point de fusion sont présents à l'interface de la soudure. En d'autres termes, la qualité de la soudure est souvent déterminée avant même que le chalumeau ne soit mis en marche.
Du point de vue de l'assurance qualité, la liste de contrôle doit obliger l'équipe à vérifier cinq points. Premièrement, le métal de base doit être correct et traçable. Deuxièmement, la préparation du joint doit être correcte du point de vue dimensionnel et exempte de traces, de bavures et de matériaux étrangers incrustés. Troisièmement, la méthode de nettoyage doit être compatible avec le nickel ; les solvants chlorés, les abrasifs sales ou les brosses utilisées précédemment sur l'acier au carbone sont inacceptables. Quatrièmement, le métal d'apport et le gaz de protection doivent correspondre au WPS approuvé. Cinquièmement, les critères d'inspection doivent être définis avec suffisamment de clarté pour que “l'aspect acceptable” ne devienne pas un argument subjectif après le soudage.
Contrôles avant soudage dans une procédure de soudage au nickel 201 Liste de contrôle de la qualité
Un solide Liste de contrôle de la qualité de la procédure de soudage du nickel 201 commence avant l'installation. L'identification des matériaux est la première étape. Le numéro de coulée, la qualité, l'épaisseur et la révision du dessin doivent tous être vérifiés par rapport au voyageur de commerce. Si le projet implique un service chimique sensible à la corrosion, je vérifierais également si une finition de surface spéciale, une norme de nettoyage ou une instruction de manipulation post-fabrication s'applique.
La préparation des joints est le contrôle critique suivant. Le nickel 201 bénéficie d'une préparation précise des bords et d'une ouverture régulière de la racine. Une grande variation de l'ajustement entraîne une pénétration instable et une forme de cordon incohérente. Les biseaux préparés mécaniquement doivent être exempts de métal roulé et ne doivent pas être retouchés à la légère avec des meules contaminées. Les abrasifs dédiés représentent un coût minime par rapport au coût de mise au rebut d'un assemblage en nickel pur.
Le nettoyage mérite encore plus d'attention que celle que lui accordent de nombreuses équipes. Les Liste de contrôle de la qualité de la procédure de soudage du nickel 201 devrait explicitement exiger l'élimination de l'huile, de la graisse, de l'encre des marqueurs, de la peinture, de l'humidité, de l'oxyde et des débris d'atelier à la fois sur les faces de la rainure et dans la zone de soudure adjacente. Sur le nickel, je préfère voir une largeur de nettoyage définie des deux côtés du joint plutôt qu'une instruction vague telle que “nettoyer selon les besoins”. Les bonnes listes de contrôle sont spécifiques. Elles précisent le type d'outil, le type de solvant utilisé, la nécessité d'essuyer sans pelucher et si des brosses métalliques neuves pour l'acier inoxydable ou des tampons non métalliques dédiés sont obligatoires.
Table d'assurance qualité pratique pour l'atelier
| Point de contrôle | Ce que l'assurance qualité doit vérifier | Norme d'acceptation typique | Pourquoi c'est important sur le nickel 201 |
|---|---|---|---|
| Identité matérielle | Numéro de chaleur, nuance d'alliage, épaisseur, traçabilité | Correspond à PO, dessin et WPS | Évite les mélanges de grades et les mauvaises prestations de service |
| Préparation conjointe | Angle de biseau, terre, espace entre les racines, état des arêtes | Dans les limites de la tolérance WPS ; pas de bavures ni de bords abîmés | Pénétration stable et fusion cohérente |
| Propreté de la surface | Huile, graisse, peinture, oxyde, marqueur, humidité éliminés | Zone de soudure brillante, sèche et exempte de contamination | Réduit la porosité et le risque de fissuration due à la contamination |
| Séparation des outils | Brosses, abrasifs, pinces, bancs dédiés ou protégés | Pas de source de contamination par l'acier au carbone | Évite les problèmes de fer incrusté et de corrosion en aval |
| Contrôle du métal d'apport | Classification, stockage et état corrects des remplisseurs | Produit de remplissage approuvé ; propre, sec, non endommagé | Favorise l'intégrité des soudures et le contrôle de la chimie |
| Gaz de protection | Type de gaz, pureté, débit, état du tuyau | Par WPS ; blindage stable sans turbulence | Prévient l'oxydation et la porosité |
| Disponibilité des paramètres | Courant, polarité, approche de la course, contrôle de l'interpasse | Régler sur la plage WPS qualifiée | Contrôle le profil, la fusion et la distorsion des perles |
| Mise en place et amarrage | Alignement, qualité de la sellerie, nettoyage de la sellerie | Pas de punaises fissurées/salies ; alignement acceptable | Les mauvais points d'attache deviennent souvent des origines de défauts cachés |
Contrôles en cours de fabrication et après soudage dans une procédure de soudage au nickel 201 Liste de contrôle de la qualité
Une fois le soudage commencé, le Liste de contrôle de la qualité de la procédure de soudage du nickel 201 devrait passer du contrôle de la préparation à la stabilité du processus. Le GTAW est souvent préféré pour le contrôle de la racine et l'aspect propre du cordon, en particulier pour les épaisseurs plus fines ou les fabrications de haute pureté. Quel que soit le procédé utilisé, l'opérateur doit éviter tout tissage inutile, toute longueur d'arc irrégulière et toute concentration excessive de chaleur. Le nickel 201 ne récompense pas une manipulation négligente du chalumeau. Une séquence de cordons régulière, un blindage constant et une pratique disciplinée de l'interpasse donnent généralement de meilleurs résultats que d'essayer de “laver” les défauts avec une chaleur supplémentaire.
La propreté entre les passes n'est pas facultative. Le laitier, la teinte, les éclaboussures et la contamination due à la manipulation entre les passes doivent être éliminés avant que la passe suivante ne soit déposée. Si un point d'arrêt est oxydé ou contaminé, il doit être traité correctement au lieu d'être simplement enfoui sous le métal de la soudure. Les Liste de contrôle de la qualité de la procédure de soudage du nickel 201 devrait également exiger la surveillance des coups d'arc à l'extérieur du joint, étant donné que ceux-ci deviennent des points de réparation évitables sur des équipements à haute spécification.
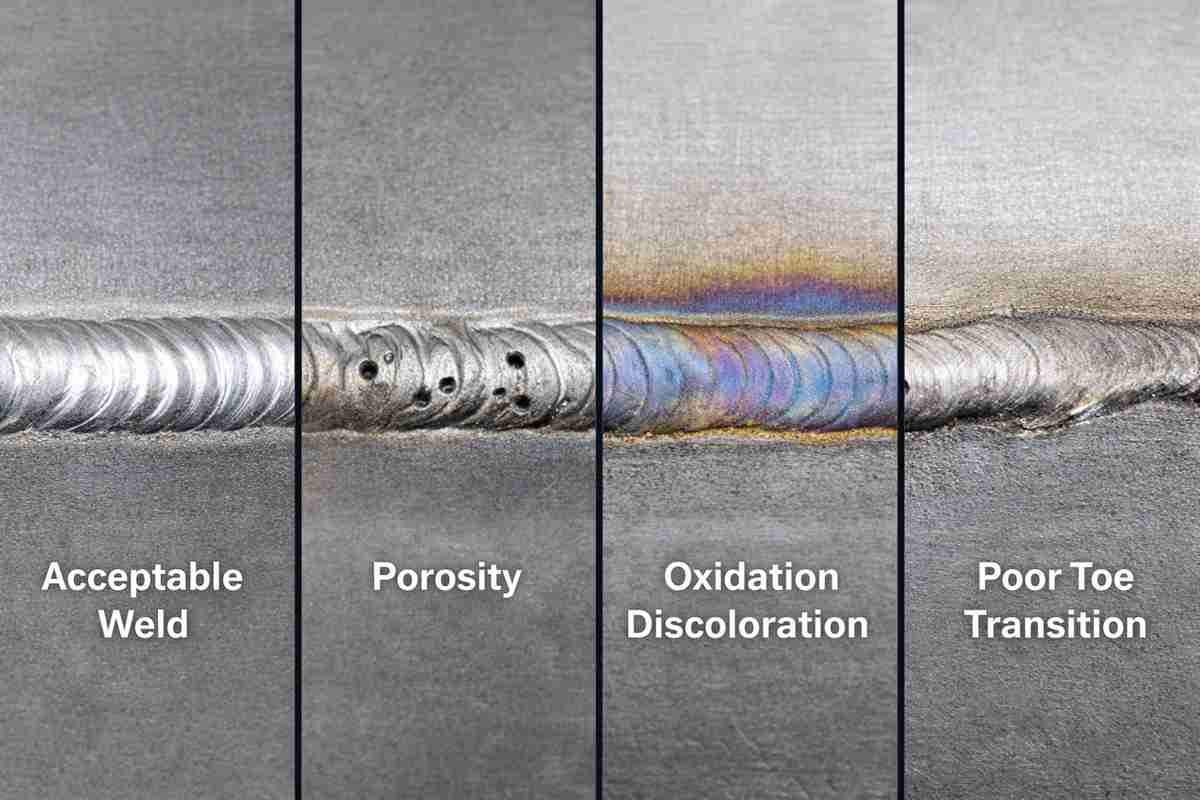
Après le soudage, l'inspection visuelle est la première étape, mais il doit s'agir d'une inspection technique et non d'une inspection cosmétique. J'examine la continuité du cordon, la transition entre les pointes, le renforcement, les contre-dépouilles, l'état des cratères, les traces d'amorçage de l'arc, la couleur d'oxydation et tout signe de porosité de la surface. Pour les fabrications critiques, le ressuage, les essais d'étanchéité ou la vérification des dimensions peuvent suivre. Lorsque le service est sévère, la qualité de la documentation est presque aussi importante que l'apparence de la soudure. Une faible Liste de contrôle de la qualité de la procédure de soudage du nickel 201 échoue souvent à ce stade parce qu'il n'enregistre que la mention “OK” au lieu de consigner les observations réelles, les lieux de réparation, le lot de remplissage, le lot de gaz le cas échéant, et la signature de l'inspecteur.
Un autre point mérite d'être souligné : le nettoyage et la manipulation après soudage. Les soudures au nickel fraîchement réalisées ne doivent pas être traînées sur des bancs sales ou stockées à côté d'opérations de meulage d'acier au carbone. Si votre atelier dispose de bons soudeurs mais d'une mauvaise discipline post-soudure, votre taux de rejet restera trop élevé. Les meilleurs Liste de contrôle de la qualité de la procédure de soudage du nickel 201 comble cette lacune en étendant le contrôle au-delà du dernier passage.
Les derniers enseignements à tirer en matière d'ingénierie
Un bon Liste de contrôle de la qualité de la procédure de soudage du nickel 201 est pratique et non décoratif. Il indique au soudeur, à l'inspecteur et à l'ingénieur de production ce qui doit être contrôlé avant, pendant et après le soudage. Dans cet alliage, la propreté n'est pas une question d'entretien, c'est une exigence métallurgique. La séparation des outils n'est pas une question de bureaucratie, mais de prévention des défauts. Le contrôle des paramètres ne concerne pas seulement l'apparence, mais aussi la fusion, la résistance à la porosité et la fiabilité du service.
Si vous qualifiez un nouveau WPS, si vous dépannez des réparations répétées ou si vous contrôlez un fabricant, commencez par la liste de contrôle. Dans de nombreux ateliers, c'est là que se cache la véritable cause première. Et si votre équipe a besoin d'une liste de contrôle plus spécifique à l'application Liste de contrôle de la qualité de la procédure de soudage du nickel 201 pour les pièces sous pression, les fabrications d'échangeurs de chaleur ou le service chimique corrosif, envoyer la conception du joint, l'épaisseur, la sélection du matériau d'apport et les conditions de service à 28Nickel pour un examen technique est souvent le moyen le plus rapide de réduire les risques avant le début de la production.
Questions et réponses connexes
Q1 : Le nickel 201 doit-il normalement être préchauffé avant d'être soudé ?
Dans la plupart des cas, aucun préchauffage important n'est nécessaire. Ce qui importe le plus, c'est que le joint soit sec, propre et sans condensation. Un préchauffage excessif peut aller à l'encontre d'un bon contrôle en augmentant le risque d'oxydation et en rendant la manipulation de l'assemblage moins stable.
Q2 : Quel est le plus grand risque de qualité lors du soudage du nickel 201 ?
La contamination de la surface est généralement le principal risque. Le soufre, l'huile, la peinture, le zinc, le plomb, le fer libre et même des gants sales peuvent entraîner une porosité, un mauvais mouillage ou des problèmes de fissuration qui sont coûteux à diagnostiquer a posteriori.
Q3 : La liste de contrôle de la qualité d'une procédure de soudage au nickel 201 doit-elle inclure les essais non destructifs après soudage ?
Pour les services critiques, oui. La liste de contrôle doit définir quand l'inspection visuelle est suffisante et quand le ressuage, les essais d'étanchéité, les contrôles dimensionnels ou des examens supplémentaires spécifiques au projet sont nécessaires. La réponse correcte dépend de la gravité du service, des exigences du code et des spécifications du client.