A Níquel 201 lista de controlo da qualidade dos procedimentos de soldadura não é apenas um formulário de chão de fábrica. Na prática, é o ponto de controlo entre uma soldadura sólida e uma falha que só se revela após o decapagem, o teste de estanqueidade ou a exposição inicial em serviço. Os engenheiros que trabalham com níquel comercialmente puro conheço bem o problema: o níquel 201 é soldável, mas também não perdoa quando se permite que haja contaminação da superfície, mau alinhamento ou controlo impreciso dos parâmetros no trabalho. Uma dica útil Lista de verificação da qualidade do procedimento de soldadura do níquel 201 deve, portanto, ir além de confirmar que o arco foi aceso. Tem de verificar a limpeza, o uso adequado dos consumíveis, a qualidade da proteção, o controlo da entrada de calor e a aceitação pós-soldadura, de forma a evitar efetivamente a necessidade de retrabalho.
O níquel 201 é escolhido porque a sua composição química com baixo teor de carbono lhe confere uma melhor resistência à fragilização em condições de funcionamento a altas temperaturas do que Níquel 200. Essa vantagem pode ser rapidamente perdida se a área de soldadura estiver contaminada por compostos que contenham enxofre, ferro livre, óleo, tinta, zinco, chumbo ou sujidade da oficina. Quando analiso uma Lista de verificação da qualidade do procedimento de soldadura do níquel 201, quero ver se consegue detetar as pequenas causas de grandes defeitos antes que se transformem em NCRs dispendiosas.

Por que é importante uma lista de verificação da qualidade do procedimento de soldadura do Nickel 201
A razão pela qual um Lista de verificação da qualidade do procedimento de soldadura do níquel 201 A questão é simples: a maioria dos defeitos de soldadura no níquel puro deve-se a falhas na disciplina do processo, e não a fenómenos metalúrgicos misteriosos. O níquel 201 é suscetível a porosidade se a limpeza for inadequada. Pode apresentar falta de fusão quando os operadores tentam soldar a uma temperatura demasiado baixa em secções mais espessas. Também pode sofrer de comportamento de curto-circuito a quente se estiverem presentes contaminantes de baixo ponto de fusão na interface da soldadura. Por outras palavras, a qualidade da soldadura é frequentemente decidida antes mesmo de se acender o maçarico.
Do ponto de vista do controlo de qualidade, a lista de verificação deve obrigar a equipa a verificar cinco aspetos. Em primeiro lugar, o metal de base deve ser o correto e rastreável. Em segundo lugar, a preparação da junta deve estar dimensionalmente correta e isenta de manchas, rebarbas e materiais estranhos incrustados. Em terceiro lugar, o método de limpeza deve ser compatível com o serviço em níquel; solventes clorados, abrasivos sujos ou escovas anteriormente utilizadas em aço carbono são inaceitáveis. Em quarto lugar, o metal de adição e o gás de proteção devem corresponder ao WPS aprovado. Em quinto lugar, os critérios de inspeção devem ser definidos com clareza suficiente para que a “aparência aceitável” não se torne um argumento subjetivo após a soldadura.
Controlos pré-soldadura numa lista de verificação da qualidade do procedimento de soldadura do níquel 201
Um robusto Lista de verificação da qualidade do procedimento de soldadura do níquel 201 Começa antes da montagem. A identificação do material é o primeiro passo. O número de lote, a classe, a espessura e a revisão do desenho devem ser verificados em relação à ficha de acompanhamento do trabalho. Se o projeto envolver aplicações químicas sensíveis à corrosão, eu também confirmaria se se aplica algum acabamento superficial especial, norma de limpeza ou instrução de manuseamento pós-fabricação.
A preparação das juntas é o próximo ponto de controlo crítico. O níquel 201 beneficia de uma preparação precisa das arestas e de uma abertura consistente da raiz. Uma grande variação no encaixe leva a uma penetração instável e a uma forma irregular do cordão de soldadura. Os chanfros preparados mecanicamente devem estar isentos de metal enrolado e não devem ser retocados de forma descuidada com discos de esmerilagem contaminados. Os abrasivos específicos representam um custo reduzido quando comparados com o custo de descartar um conjunto de níquel puro.
A limpeza merece ainda mais atenção do que muitas equipas lhe dedicam. A Lista de verificação da qualidade do procedimento de soldadura do níquel 201 deve exigir explicitamente a remoção de óleo, gordura, tinta de marcador, tinta, humidade, óxido e resíduos da oficina tanto das faces da ranhura como da zona de soldadura adjacente. No caso do níquel, prefiro ver uma largura de limpeza definida em ambos os lados da junta, em vez de uma instrução vaga como “limpar conforme necessário”. Boas listas de verificação são específicas. Indicarem o tipo de ferramenta, o tipo de solvente, se utilizado, a exigência de limpeza com panos sem fiapos e se são obrigatórias escovas de arame novas exclusivamente para aço inoxidável ou almofadas não metálicas específicas.
Tabela prática de controlo de qualidade para utilização na loja
| Ponto de controlo | O que o controlo de qualidade deve verificar | Norma de aceitação típica | Por que é importante no Nickel 201 |
|---|---|---|---|
| Identificação do material | Número da fornada, tipo de liga, espessura, rastreabilidade | Corresponde a PO, desenho e WPS | Evita confusões na classificação e a execução incorreta do serviço |
| Preparação conjunta | Ângulo de bisel, superfície de contato, folga na raiz, estado da aresta | Dentro da tolerância WPS; sem rebarbas nem bordas irregulares | Penetração estável e fusão consistente |
| Limpeza da superfície | Remoção de óleo, gordura, tinta, óxido, marcador e humidade | Zona de soldadura brilhante, seca e isenta de contaminação | Reduz a porosidade e o risco de fissuras por contaminação |
| Separação de ferramentas | Escovas, abrasivos, grampos, bancadas específicas ou protegidas | Sem fontes de contaminação por aço ao carbono | Evita a presença de ferro incorporado e problemas de corrosão a jusante |
| Controlo do metal de adição | Classificação, armazenamento e estado corretos do enchimento | Material de enchimento aprovado; limpo, seco e sem danos | Contribui para a integridade da soldadura e o controlo da composição química |
| Gás de proteção | Tipo de gás, pureza, caudal, estado da mangueira | De acordo com o WPS; blindagem estável sem turbulência | Previne a oxidação e a porosidade |
| Verificação da disponibilidade dos parâmetros | Corrente, polaridade, abordagem de deslocamento, controlo entre passagens | Definir para a gama WPS qualificada | Controla o perfil do cordão, a fusão e a distorção |
| Montagem e fixação | Alinhamento, qualidade da fixação, limpeza da fixação | Sem tachas rachadas ou sujas; alinhamento aceitável | Os pregos de má qualidade são frequentemente a origem de defeitos ocultos |
Controlos durante e após a soldadura numa lista de verificação da qualidade do procedimento de soldadura de níquel 201
Assim que a soldadura começar, o Lista de verificação da qualidade do procedimento de soldadura do níquel 201 deve passar do controlo da preparação para a estabilidade do processo. O GTAW é frequentemente preferido para o controlo da raiz e a aparência limpa do cordão, especialmente em espessuras mais finas ou em construções destinadas a aplicações de alta pureza. Seja qual for o processo utilizado, o operador deve evitar movimentos desnecessários, comprimento de arco irregular e concentração excessiva de calor. O níquel 201 não tolera um manuseamento descuidado do maçarico. Uma sequência de cordões suave, proteção constante e uma prática disciplinada entre passagens geralmente proporcionam melhores resultados do que tentar “eliminar” defeitos com calor adicional.
A limpeza entre passagens não é opcional. As escórias, manchas, salpicos e contaminação resultante do manuseamento entre passagens devem ser removidos antes de se proceder à aplicação da passagem seguinte. Se uma camada de fixação estiver oxidada ou contaminada, deve ser devidamente limpa, em vez de ser simplesmente coberta pelo metal de soldadura. A Lista de verificação da qualidade do procedimento de soldadura do níquel 201 deveria também exigir a monitorização de arcos elétricos fora da junta, uma vez que estes se tornam pontos de reparação evitáveis em equipamentos de alta especificação.
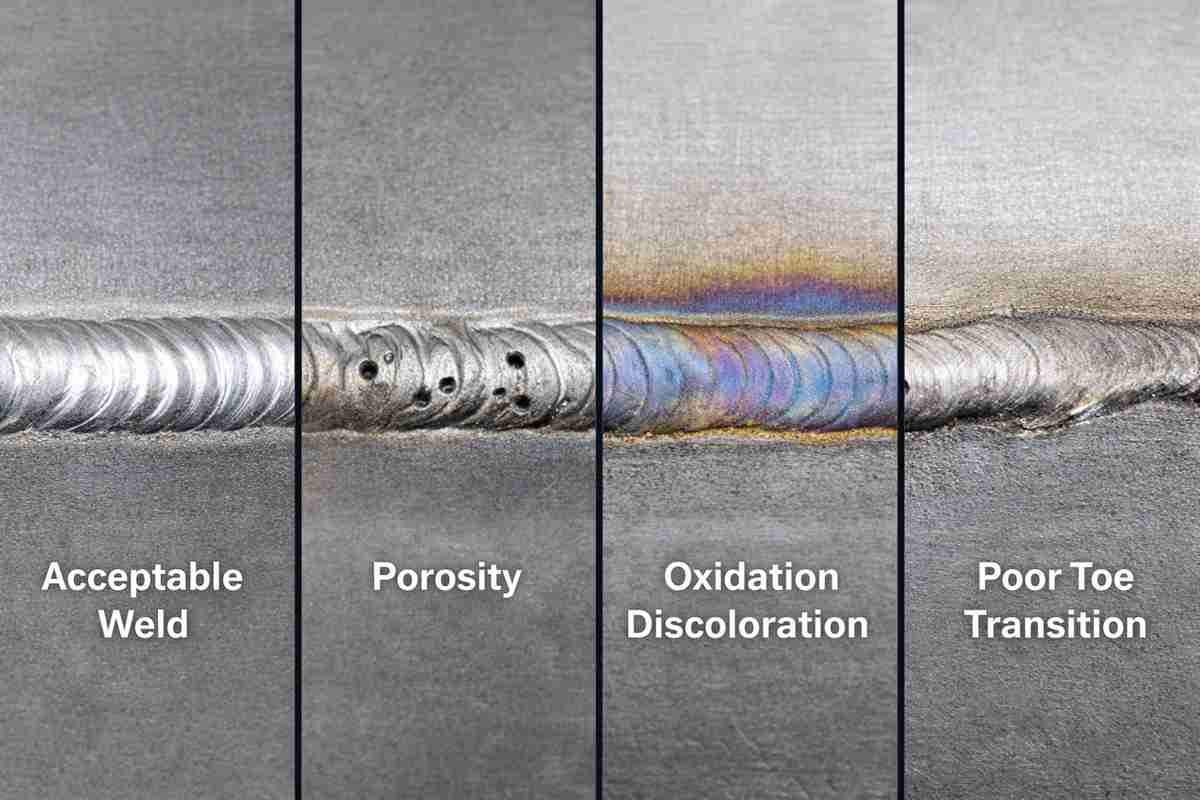
Após a soldadura, a inspeção visual constitui a primeira etapa de controlo, mas deve ser uma inspeção técnica, não meramente estética. Verifico a continuidade do cordão, a transição da base, o reforço, o recorte, o estado da cratera, sinais de ignição do arco, a cor da oxidação e qualquer indício de porosidade superficial. Para fabricações críticas, podem seguir-se ensaios de pressão (PT), ensaios de estanquidade ou verificação dimensional. Em condições de serviço severas, a qualidade da documentação é quase tão importante quanto a aparência da soldadura. Uma soldadura fraca Lista de verificação da qualidade do procedimento de soldadura do níquel 201 muitas vezes falha nesta fase porque regista apenas “OK”, em vez de registar as observações efetivas, os locais de reparação, o lote de enchimento, o lote de gás (se for o caso) e a aprovação do inspetor.
Há mais um ponto que merece destaque: a limpeza e o manuseamento pós-soldadura. As peças soldadas em níquel recém-concluídas não devem ser arrastadas por bancadas sujas nem armazenadas junto a operações de esmerilagem de aço ao carbono. Se a sua oficina tiver bons soldadores, mas uma disciplina pós-soldadura deficiente, a sua taxa de rejeição continuará a ser demasiado elevada. O melhor Lista de verificação da qualidade do procedimento de soldadura do níquel 201 preenche essa lacuna, alargando o controlo para além da última passagem.
Conclusões finais de engenharia
Um bom Lista de verificação da qualidade do procedimento de soldadura do níquel 201 é prático, não decorativo. Indica ao soldador, ao inspetor e ao engenheiro de produção exatamente o que deve ser controlado antes, durante e após a soldadura. Nesta liga, a limpeza não é uma questão de higiene; é um requisito metalúrgico. A segregação de ferramentas não é burocracia; é prevenção de defeitos. O controlo de parâmetros não se refere apenas à aparência; trata-se de fusão, resistência à porosidade e fiabilidade de serviço.
Se estiver a certificar um novo WPS, a resolver problemas de reparações repetidas ou a auditar um fabricante, comece pela lista de verificação. Em muitas oficinas, é aí que se esconde a verdadeira causa do problema. E se a sua equipa precisar de uma abordagem mais específica para a aplicação Lista de verificação da qualidade do procedimento de soldadura do níquel 201 para peças sob pressão, construções de permutadores de calor ou aplicações com produtos químicos corrosivos, enviando o projeto da junta, a espessura, a seleção do material de enchimento e as condições de funcionamento para 28Níquel A revisão técnica é, muitas vezes, a forma mais rápida de reduzir os riscos antes do início da produção.
Perguntas e respostas relacionadas
P1: O níquel 201 requer normalmente pré-aquecimento antes da soldadura?
Na maioria dos casos, não é necessário um pré-aquecimento significativo. O mais importante é que a junta esteja seca, limpa e isenta de condensação. Um pré-aquecimento excessivo pode prejudicar o bom controlo, aumentando o risco de oxidação e tornando o manuseamento durante o encaixe menos estável.
P2: Qual é o maior risco em termos de qualidade na soldadura do níquel 201?
A contaminação da superfície é, normalmente, o principal risco. O enxofre, o óleo, a tinta, o zinco, o chumbo, o ferro livre e até mesmo luvas sujas podem provocar problemas relacionados com a porosidade, má humectação ou fissuras, cujo diagnóstico a posteriori resulta dispendioso.
P3: Uma lista de verificação da qualidade do procedimento de soldadura do níquel 201 deve incluir ensaios não destrutivos (END) pós-soldadura?
No caso de serviços críticos, sim. A lista de verificação deve definir em que casos a inspeção visual é suficiente e em que casos são necessários ensaios de pressão, testes de estanqueidade, verificações dimensionais ou exames adicionais específicos do projeto. A resposta correta depende da gravidade do serviço, dos requisitos normativos e das especificações do cliente.


