










عندما يناقش المهندسون اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات, the mistake is rarely choosing a wire by habit; the real mistake is ignoring metallurgy, casting condition, dilution, and service medium as a combined system. A valve body is not a coupon. It may be a cast pressure-retaining component with section changes, local restraint, previous repair history, and corrosion exposure that punishes every shortcut. In that context, filler selection is not a catalog exercise. It is a risk-control decision.
بالنسبة لمعظم أعمال تصنيع جسم الصمام وإصلاحه على السبائك 625، فإن الإجابة الافتراضية هي بالفعل ERNiCrMo-3 ل GTAW/GMAW و ENiCrMo-3 ل SMAW. هذه هي نقطة البداية القياسية لأنها تتطابق بشكل عام مع مقاومة التآكل والقدرة على درجات الحرارة المرتفعة المتوقعة من 625. لكن مهندسي اللحام المتمرسين يعرفون أن الإجابة الصحيحة يمكن أن تتغير عندما يكون الجسم مصبوبًا، أو عندما يكون الممر الأول مخففًا بشدة، أو عندما تكون الوسائط الحاملة للكبريت متضمنة، أو عندما تحتوي منطقة الإصلاح بالفعل على مكونات غنية بالنيوبيوم المنفصل. بعبارة أخرى, اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات يجب أن يعتمد على ظروف الخدمة وفلزات اللحام، وليس فقط على درجة المعدن الأساسي الاسمي.
لماذا لا يكون اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات “طابق المعدن الأساسي وامضِ قدمًا”
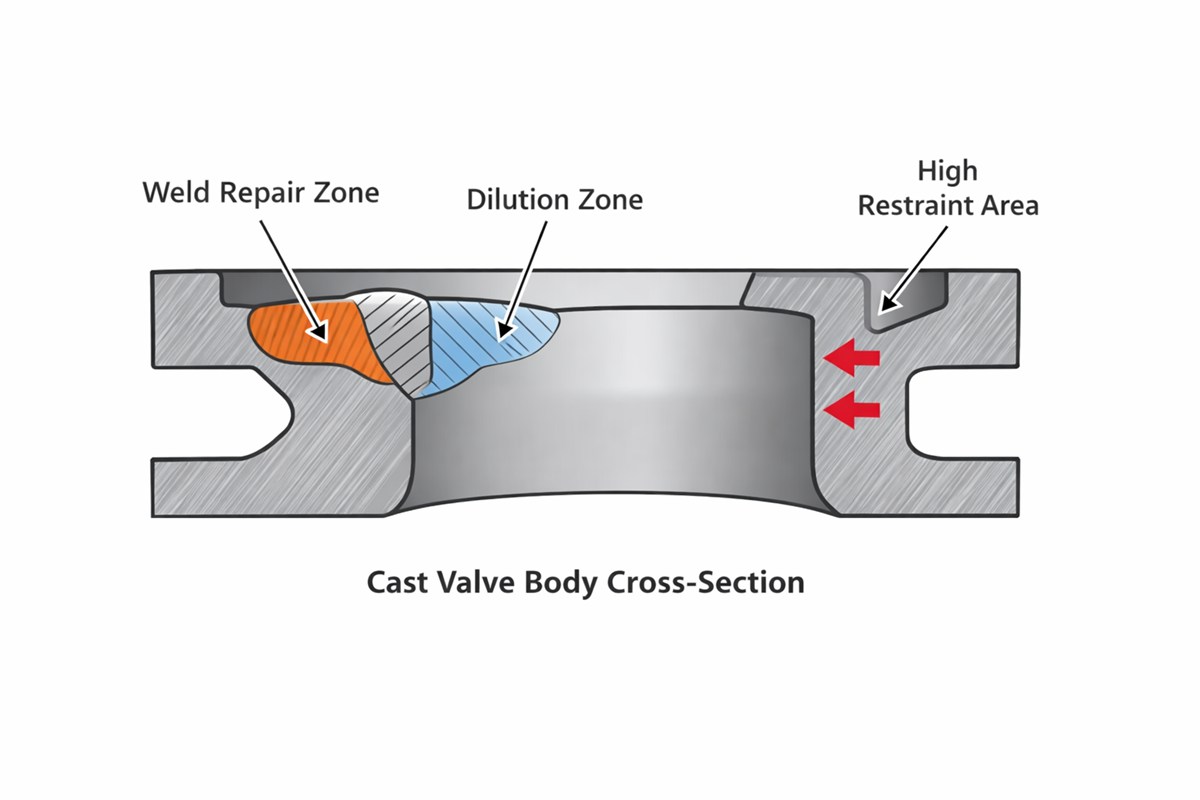
تستمد السبيكة 625 أداءها من كيمياء النيكل والكروم والموليبدينوم والنيوبيوم. في الخدمة، يعطي ذلك مقاومة قوية لهجوم الكلوريد والعديد من البيئات الحامضة ومزيجًا مفيدًا من القوة والمتانة. ومع ذلك، في اللحام، تتطلب نفس الكيمياء الانتباه. يمكن أن يؤدي انفصال النيوبيوم في هياكل الصب أو اللحام المتصلب إلى تعزيز تكوين أطوار بينية متشعبة، بما في ذلك مكونات من نوع ليفز، خاصةً عندما تكون المدخلات الحرارية مفرطة أو عندما يتم دفع الكيمياء المحلية عن طريق التخفيف. وهذا أمر مهم في أجسام الصمامات السميكة حيث يكون التقييد مرتفعًا وغالبًا ما تكون لحامات الإصلاح موضعية وليست موحدة.
لهذا السبب اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات لا يمكن اختزالها إلى توصية من سطر واحد. إذا كنت تقوم بلحام 625 المشغول بـ 625 المشغول في ظروف الورشة الخاضعة للرقابة، فإن ERNiCrMo-3 عادةً ما يكون أنظف إجابة. إذا كنت تقوم بإصلاح جسم صمام مصبوب مع تاريخ حراري سابق غير مؤكد، أو حفر مسامية محلية، أو توقفات متعددة للتشغيل، يجب أن تفكر فيما وراء المطابقة الكيميائية وحدها. إن قابلية اللحام، وحساسية التشقق، وهامش التآكل المطلوب بعد التخفيف، واحتمالية إعادة العمل كلها تصبح جزءًا من اختيار المواد المستهلكة.
هناك مشكلة عملية أخرى هي كيمياء التمريرة الأولى. في أخدود الإصلاح على جسم صمام مصبوب، يمكن تخفيف ممرات الجذر والتعبئة الأولى بواسطة المادة الأساسية بما يكفي لتغيير سلوك التآكل والبنية المجهرية. عندما يكون الوسط المسبب للتآكل شديدًا، غالبًا ما يحمي المهندسون الأداء من خلال التحكم في وضع الخرزة، والحد من مدخلات الحرارة، وحيثما يكون ذلك مبررًا من خلال تأهيل الإجراءات، باستخدام استراتيجية مستهلكة تعيد السبائك في الطبقات اللاحقة. هذا هو أحد الأسباب الهندسية الأساسية وراء الحرص على اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات.
خيارات الحشو العملية لتصنيع جسم الصمام وإصلاحه
في التصنيع اليومي, ERNiCrMo-3 لا تزال التوصية الأساسية في استخدامات GTAW و PAW والعديد من تطبيقات GMAW التي تتضمن أجسام الصمامات المصنوعة من سبيكة 625. فهي توفر توازنًا راسخًا بين القوة ومقاومة التآكل والإلمام بالرمز. بالنسبة لإصلاح القوس المعدني المحمي بالقوس المعدني، فإن مسار القطب اللاصق المطابق هو ENiCrMo-3. إذا كانت مواصفات الخدمة تتطلب أداء كيميائي وأداء تآكل قريبًا من التوقعات القياسية 625، فعادةً ما تكون هذه هي المواد الاستهلاكية الأولى التي يتم التحقق من صلاحيتها من خلال WPS/PQR.
ومع ذلك، لا يتصرف كل جسم صمام مثل الصفيحة المشغولة المثالية. فقد تحتوي المسبوكات على انفصال، أو انقطاعات محلية مرتبطة بالانكماش، أو تباين في البنية المجهرية بالقرب من الأجزاء الصاعدة أو الأجزاء الأثقل. في هذه الحالات، تقوم بعض الفرق الهندسية بتقييم معادن حشو Ni-Cr-Mo البديلة ذات حساسية أقل للنيوبيوم أو هامش تآكل أعلى، ولكن بعد اختبار التأهيل فقط. يكون هذا الأمر مهمًا بشكل خاص عندما يكون اللحام عبارة عن إصلاح، وليس تصنيعًا أصليًا، وعندما تركز مواصفات العميل على أداء التآكل الفعلي بدلاً من كيمياء الترسيب الدقيق. ليس المقصود هو أن أحد الحشوات البديلة أفضل دائمًا؛ بل المقصود هو أن اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات يجب التحقق من صحتها مقابل الخدمة الحقيقية وحالة الصب الفعلية.
عادةً ما يطرح سير عمل الاختيار المنضبط خمسة أسئلة:
- هل جسم الصمام مصبوب أم مشغول، وما هي الشهادة الكيميائية الحقيقية؟
- هل هذا التصنيع كامل الاختراق، أم إصلاح محلي، أم تراكب، أم وصلات متباينة؟
- ما مقدار التخفيف المتوقع في الممر الأول؟
- ما هو وضع التلف السائد في الخدمة: التنقر، أم التآكل الشقوقي، أم هجوم الكبريتيد، أم التعب الحراري، أم التآكل-التآكل؟
- هل يطلب المشتري مطابقة الكيمياء أو التحقق من الأداء بعد التأهيل؟
هذه الأسئلة أكثر فائدة بكثير من العبارات العامة. فهي تحول اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات إلى قرار هندسي بدلاً من اختصار الشراء.
| حالة/استخدام جسم الصمام | معدن الحشو الموصى به | العملية النموذجية | سبب تفضيلها | نقاط التحذير الرئيسية |
|---|---|---|---|---|
| تصنيع مشغول 625 إلى 625 مشغول 625 | ERNiCrMo-3 | غتاو / غماو / باو | أفضل تطابق راسخ لقوة 625 ومقاومة التآكل | التحكم في مدخلات الحرارة لتقليل الفصل والتشويه |
| إصلاح جسم الصمام 625 المصبوب 625، تقييد معتدل | ERNiCrMo-3 | GTAW / SMAW | مسار التأهيل المألوف والقبول الواسع في الصناعة | راقب التخفيف، وعمق حفر المسامية، ومخاطر التشقق البيني |
| إصلاح 625 مصبوب 625 مع تاريخ غير مؤكد أو فصل موضعي شديد | حشو Ni-Cr-Mo البديل فقط بعد التحقق من صحة PQR | GTAW | يمكن تقييمها عند الحاجة إلى تقليل حساسية Nb أو إضافة هامش تآكل إضافي | يجب عدم الاستبدال بدون تأهيل الإجراءات ومراجعة الخدمة |
| 625 كسوة/ترميم الكسوة/التبطين على أسطح جسم الصمام | ERNiCrMo-3، غالبًا باستراتيجية متعددة الطبقات | GTAW / GMAW | يستعيد كيمياء الأسطح المقاومة للتآكل بعد التخفيف | يمكن تخفيف الطبقة الأولى؛ وتعتمد الكيمياء النهائية على سُمك الترسبات |
| وصلة من 625 إلى وصلة من الفولاذ المقاوم للصدأ أو سبائك النيكل غير المتماثلة في مجموعة الصمامات | في كثير من الأحيان ERNiCrMo-3 | GTAW / GMAW | تحمّل جيد للوصلات غير المتشابهة وأداء قوي ضد التآكل | تحقق من عدم تطابق التمدد الحراري والكيمياء من جانب الخدمة |
تفاصيل الإجراءات التي تهم بقدر أهمية تسمية الحشو
حتى السلك الصحيح لن ينقذ إجراء اللحام السيئ. النظافة أمر غير قابل للتفاوض. فالكبريت، والرصاص، والزيت، والطلاء، وغبار الورشة، والتلوث بالحديد سيخلق عيوبًا يتم إلقاء اللوم عليها لاحقًا على مادة الحشو. فيما يتعلق بأجسام الصمامات، يجب أن يؤدي إعداد الوصلة إلى إزالة المعدن التالف بالكامل والتأكد من الجدران الجانبية السليمة؛ وإلا فإن عامل اللحام يقوم بإغلاق المشكلة. يُفضل بشكل عام إدخال حرارة منخفضة ومضبوطة خاصةً في اللحام للإصلاح، لأن التعرض الحراري المفرط يزيد من الفصل ويمكن أن يوسع الشبكة البينية الضعيفة.
بالنسبة للمسبوكات المحتوية على الضغط، غالبًا ما يتم اختيار GTAW للجذر ولمناطق الإصلاح الحرجة لأنه يوفر تحكمًا دقيقًا في البركة وتلوثًا أقل في الترشيش. يجب أن تكون درجة الحرارة البينية متحفظة. عادةً ما تكون خرزات الأوتار أكثر أمانًا من النسيج العريض عندما تكون حساسية الشقوق مصدر قلق. إذا كانت مقاومة التآكل أمرًا بالغ الأهمية، يجب على المهندسين التفكير في الطبقات، وليس فقط في ملصقات الحشو: كيمياء السطح المترسب النهائي بعد التخفيف هو ما يراه الوسيط.
لذا فإن أفضل ملخص واضح ومباشر. اختيار معدن حشو اللحام Inconel 625 لأجسام الصمامات عادةً ما يبدأ باستخدام ERNiCrMo-3 أو ENiCrMo-3، ولكن يجب أن يكون القرار النهائي مدفوعًا بحالة الصب وهندسة الإصلاح والتخفيف وشدة الخدمة. هذا هو الفرق بين اللحام الذي يجتاز الفحص ببساطة واللحام الذي ينجو من ظروف التشغيل الحقيقية.

الخاتمة
بالنسبة للمهندسين والمشترين، فإن القاعدة الأكثر أمانًا هي التالية: لا تحدد معدن الحشو لجسم صمام من سبيكة 625 حسب اسم المعدن الأساسي وحده. راجع شكل جسم الصمام، ووسط الخدمة، وتاريخ الإصلاح، والتخفيف المتوقع، ثم قم بتأهيل المادة المستهلكة بالإجراء. في كثير من الحالات، يكون ERNiCrMo-3 هو الإجابة الصحيحة تمامًا. في الإصلاحات الصعبة، قد تكون نقطة البداية فقط. تأتي النتائج الجيدة من علم المعادن، وليس من العادة.
أسئلة وأجوبة ذات صلة
1. هل ERNiCrMo-3 هو الخيار الأفضل دائمًا لأجسام الصمامات Inconel 625؟
ليس دائمًا. إنه الخيار الأول القياسي لمعظم أعمال التصنيع والإصلاح، ولكن قد يتطلب التخفيف الشديد أو الفصل المصبوب أو وسائط الخدمة غير العادية تأهيلًا إضافيًا أو استراتيجية بديلة لاستهلاك Ni-Cr-Mo.
2. لماذا تحتاج أجسام الصمامات المصبوبة إلى مزيد من الحذر أكثر من الأجزاء المشغولة 625؟
يمكن أن تُظهر الهياكل المصبوبة مزيدًا من الانفصال والانقطاعات الموضعية والاستجابة المتغيرة لمدخلات الحرارة. يزيد ذلك من خطر التشقق ويجعل من إمكانية التنبؤ بتعدين اللحام بالإصلاح أقل.
3. هل يضمن اختيار الحشو وحده مقاومة التآكل في جسم الصمام الذي تم إصلاحه؟
لا. تعتمد مقاومة التآكل على كيمياء الترسيب بعد التخفيف، وتسلسل الخرز، ومدخلات الحرارة، وطبقات السطح النهائية، وجودة الفحص بعد اللحام - وليس فقط تصنيف السلك.