










Lorsque les ingénieurs discutent Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne, the mistake is rarely choosing a wire by habit; the real mistake is ignoring metallurgy, casting condition, dilution, and service medium as a combined system. A valve body is not a coupon. It may be a cast pressure-retaining component with section changes, local restraint, previous repair history, and corrosion exposure that punishes every shortcut. In that context, filler selection is not a catalog exercise. It is a risk-control decision.
Pour la plupart des travaux de fabrication et de réparation de corps de vanne sur l'alliage 625, la réponse par défaut est en effet ERNiCrMo-3 pour le GTAW/GMAW et ENiCrMo-3 pour le SMAW. C'est le point de départ standard parce qu'il correspond largement à la résistance à la corrosion et aux températures élevées attendues du 625. Mais les ingénieurs en soudage expérimentés savent que la bonne réponse peut changer lorsque le corps est un moulage, lorsque la première passe sera fortement diluée, lorsque des fluides contenant du soufre sont impliqués, ou lorsque la zone de réparation contient déjà des constituants riches en niobium ségrégués. En d'autres termes, Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne doit être basée sur les conditions de service et la métallurgie de la soudure, et pas seulement sur la qualité nominale du métal de base.
Pourquoi le choix du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne n'est pas “correspondre au métal de base et aller de l'avant” ?”
L'alliage 625 tire ses performances d'une chimie nickel-chrome-molybdène-niobium. En service, cela lui confère une forte résistance aux attaques de chlorure, à de nombreux environnements acides, et une combinaison utile de résistance et de ténacité. Lors du soudage, cependant, la même chimie doit être prise en compte. La ségrégation du niobium dans les structures de solidification moulées ou soudées peut favoriser la formation de phases interdendritiques, y compris des constituants de type Laves, en particulier lorsque l'apport de chaleur est excessif ou lorsque la chimie locale est poussée par la dilution. Cela est important dans les corps de vanne épais où les contraintes sont élevées et où les soudures de réparation sont souvent locales plutôt qu'uniformes.
C'est pourquoi Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne ne peut être réduite à une recommandation d'une ligne. Si vous soudez du 625 corroyé sur du 625 corroyé dans des conditions d'atelier contrôlées, ERNiCrMo-3 est généralement la réponse la plus propre. Si vous réparez un corps de vanne moulé avec un historique thermique incertain, une excavation locale de la porosité ou des arrêts multiples, vous devez penser au-delà de la seule correspondance chimique. La soudabilité, la sensibilité aux fissures, la marge de corrosion requise après dilution et la probabilité de reprise font partie intégrante de la sélection des consommables.
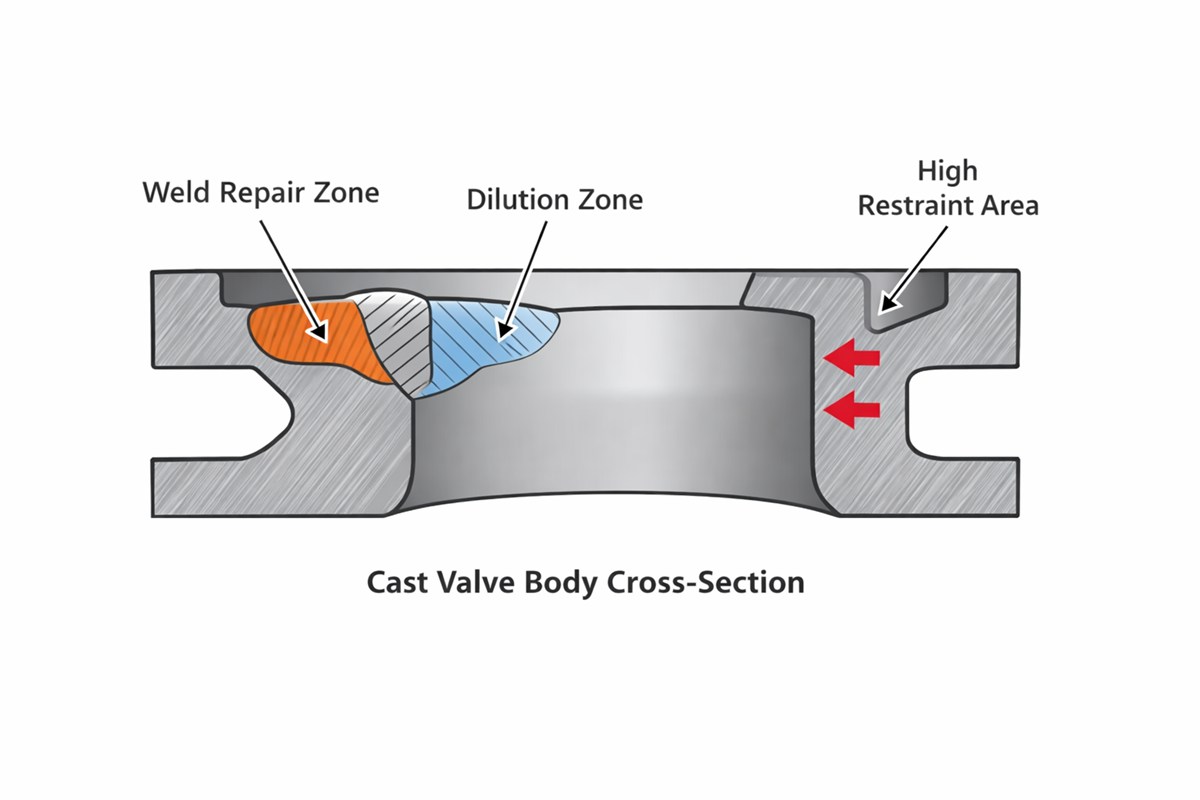
Un autre problème pratique est la chimie de la première passe. Dans une rainure de réparation sur un corps de vanne moulé, la racine et la première passe de remplissage peuvent être suffisamment diluées par le matériau de base pour modifier le comportement à la corrosion et la microstructure. Lorsqu'un milieu corrosif est sévère, les ingénieurs protègent souvent les performances en contrôlant le placement des cordons, en limitant l'apport de chaleur et, lorsque la qualification de la procédure le justifie, en utilisant une stratégie de consommables qui rétablit l'alliage dans les couches suivantes. C'est l'une des principales raisons techniques qui sous-tendent l'utilisation prudente de l'acier. Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne.
Choix pratiques de mastics pour la fabrication et la réparation des corps de vanne
Dans la fabrication quotidienne, ERNiCrMo-3 reste la principale recommandation pour les applications GTAW, PAW et de nombreuses applications GMAW impliquant des corps de vanne en alliage 625. Il offre un équilibre bien établi entre la solidité, la résistance à la corrosion et la familiarité avec le code. Pour les réparations à l'arc sous protection métallique, la méthode de l'électrode en bâton est la suivante ENiCrMo-3. Si la spécification de service exige des performances chimiques et de corrosion proches des attentes de la norme 625, ces consommables sont généralement les premiers à être validés par WPS/PQR.
Cela dit, tous les corps de vanne ne se comportent pas comme des plaques corroyées idéales. Les pièces coulées peuvent présenter des ségrégations, des discontinuités locales liées au retrait ou une variabilité microstructurale à proximité des colonnes montantes ou des sections plus lourdes. Dans ces cas, certaines équipes d'ingénieurs évaluent d'autres métaux d'apport Ni-Cr-Mo moins sensibles au niobium ou présentant une plus grande marge de corrosion, mais seulement après les essais de qualification. Ceci est particulièrement pertinent lorsque la soudure est une réparation, et non une fabrication originale, et lorsque la spécification du client se concentre sur la performance réelle de la corrosion plutôt que sur la chimie exacte du dépôt. Il ne s'agit pas de dire qu'un produit d'apport alternatif est toujours meilleur ; il s'agit de dire que Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne doit être validée par rapport au service réel et à l'état réel de la coulée.
Un processus de sélection discipliné pose généralement cinq questions :
- Le corps du robinet est-il moulé ou forgé, et quelle est la certification chimique réelle ?
- S'agit-il d'une fabrication à pénétration totale, d'une réparation locale, d'un recouvrement ou d'un assemblage dissemblable ?
- Quel est le degré de dilution attendu lors du premier passage ?
- Quel est le mode d'endommagement dominant en service : piqûres, corrosion caverneuse, attaque par les sulfures, fatigue thermique ou érosion-corrosion ?
- L'acheteur exige-t-il des produits chimiques compatibles ou des performances vérifiées après la qualification ?
Ces questions sont bien plus utiles que les déclarations génériques. Elles transforment Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne une décision d'ingénierie plutôt qu'un raccourci d'achat.
| État du corps de vanne / application | Métal d'apport recommandé | Processus typique | Pourquoi il est préféré | Principaux points de vigilance |
|---|---|---|---|---|
| Fabrication de 625 corroyé à 625 corroyé | ERNiCrMo-3 | GTAW / GMAW / PAW | Meilleure correspondance pour la résistance à la corrosion et à l'usure 625 | Contrôle de l'apport de chaleur pour réduire la ségrégation et la distorsion |
| Réparation du corps de valve en fonte 625, contention modérée | ERNiCrMo-3 | GTAW / SMAW | Parcours de qualification familier et large acceptation par l'industrie | Surveillez la dilution, la profondeur d'excavation de la porosité et le risque de fissuration interdendritique. |
| Réparation de la coulée 625 avec une histoire incertaine ou une ségrégation locale sévère | Remplissage alternatif en Ni-Cr-Mo uniquement après validation de PQR | GTAW | Peut être évalué lorsqu'il est nécessaire de réduire la sensibilité au Nb ou d'augmenter la marge de corrosion. | Ne doit pas être remplacé sans qualification de la procédure et examen du service |
| 625 Restauration des revêtements sur les surfaces du corps de vanne | ERNiCrMo-3, souvent avec une stratégie multicouche | GTAW / GMAW | Restaure la chimie des surfaces résistantes à la corrosion après dilution | La première couche peut être diluée ; la composition chimique finale dépend de l'épaisseur du dépôt. |
| 625 à un joint en alliage inoxydable ou en alliage de nickel dissemblable dans l'assemblage de la vanne | Souvent ERNiCrMo-3 | GTAW / GMAW | Bonne tolérance aux assemblages dissemblables et bonne résistance à la corrosion | Vérifier l'inadéquation de la dilatation thermique et la chimie côté service |
Des détails de procédure qui comptent autant que la désignation du produit de remplissage
Même le bon fil ne peut pas sauver une mauvaise procédure de soudage. La propreté n'est pas négociable. Le soufre, le plomb, l'huile, la peinture, la poussière de l'atelier et la contamination par le fer créent des défauts qui sont ensuite imputés à l'agent d'apport. Sur les corps de vanne, la préparation du joint doit permettre d'éliminer complètement le métal endommagé et de confirmer la solidité des parois latérales ; sinon, le soudeur scelle le problème. Un apport de chaleur faible et contrôlé est généralement préférable, en particulier pour le soudage de réparation, car une exposition thermique excessive augmente la ségrégation et peut élargir le réseau interdendritique vulnérable.
Pour les pièces moulées sous pression, le GTAW est souvent choisi pour la racine et les zones de réparation critiques, car il permet un contrôle précis des flaques et une moindre contamination par les éclaboussures. La température inter-passage doit être prudente. Les cordons de soudure sont généralement plus sûrs que le tissage large lorsque la sensibilité aux fissures est un problème. Si la résistance à la corrosion est essentielle, les ingénieurs doivent penser en couches, et pas seulement en étiquettes de remplissage : la chimie finale de la surface déposée après dilution est ce que le milieu voit.
Le meilleur résumé est donc simple. Sélection du métal d'apport pour le soudage de l'Inconel 625 pour les corps de vanne commence normalement par ERNiCrMo-3 ou ENiCrMo-3, mais la décision finale doit être prise en fonction de l'état de la coulée, de la géométrie de la réparation, de la dilution et de la sévérité du service. C'est ce qui fait la différence entre une soudure qui passe simplement l'inspection et une soudure qui survit aux conditions réelles d'utilisation.

Conclusion
Pour les ingénieurs et les acheteurs, la règle la plus sûre est la suivante : ne pas spécifier un métal d'apport pour un corps de vanne en alliage 625 en se basant uniquement sur le nom du métal de base. Examinez la forme du corps de vanne, le milieu de service, l'historique des réparations et la dilution attendue, puis qualifiez le consommable en fonction de la procédure. Dans de nombreux cas, ERNiCrMo-3 est absolument la bonne réponse. Dans les réparations difficiles, il peut n'être que le point de départ. Les bons résultats proviennent de la métallurgie, pas de l'habitude.
Questions et réponses connexes
1. L'ERNiCrMo-3 est-il toujours le meilleur choix pour les corps de vanne en Inconel 625 ?
Pas toujours. C'est le premier choix standard pour la plupart des travaux de fabrication et de réparation, mais une dilution importante, une ségrégation de la fonte ou des milieux de service inhabituels peuvent nécessiter une qualification supplémentaire ou une stratégie alternative pour les consommables Ni-Cr-Mo.
2. Pourquoi les corps de vanne en fonte doivent-ils faire l'objet de plus de précautions que les pièces en acier forgé 625 ?
Les structures coulées peuvent présenter davantage de ségrégation, de discontinuités locales et une réponse variable à l'apport de chaleur. Cela augmente le risque de fissuration et rend la métallurgie des soudures de réparation moins prévisible.
3. Le choix du produit de remplissage garantit-il à lui seul la résistance à la corrosion d'un corps de vanne réparé ?
Non. La résistance à la corrosion dépend de la chimie du dépôt après dilution, de la séquence des cordons, de l'apport de chaleur, des couches de surface finales et de la qualité de l'inspection après soudage, et pas seulement de la classification du fil.