










Когда инженеры обсуждают Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов, the mistake is rarely choosing a wire by habit; the real mistake is ignoring metallurgy, casting condition, dilution, and service medium as a combined system. A valve body is not a coupon. It may be a cast pressure-retaining component with section changes, local restraint, previous repair history, and corrosion exposure that punishes every shortcut. In that context, filler selection is not a catalog exercise. It is a risk-control decision.
Для большинства работ по изготовлению и ремонту корпусов клапанов из сплава 625 ответ по умолчанию будет следующим ERNiCrMo-3 для GTAW/GMAW и ENiCrMo-3 для SMAW. Это стандартная отправная точка, поскольку она в целом соответствует коррозионной стойкости и способности к работе при повышенных температурах, ожидаемым от 625. Но опытные инженеры-сварщики знают, что правильный ответ может измениться, если корпус является отливкой, если первый проход будет сильно разбавлен, если используются серосодержащие среды или если зона ремонта уже содержит сегрегированные компоненты с высоким содержанием ниобия. Другими словами, Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов должны быть основаны на условиях эксплуатации и металлургии сварного шва, а не только на номинальной марке основного металла.
Почему выбор присадочного металла для сварки Inconel 625 в корпусах клапанов - это не “подобрать основной металл и двигаться дальше”
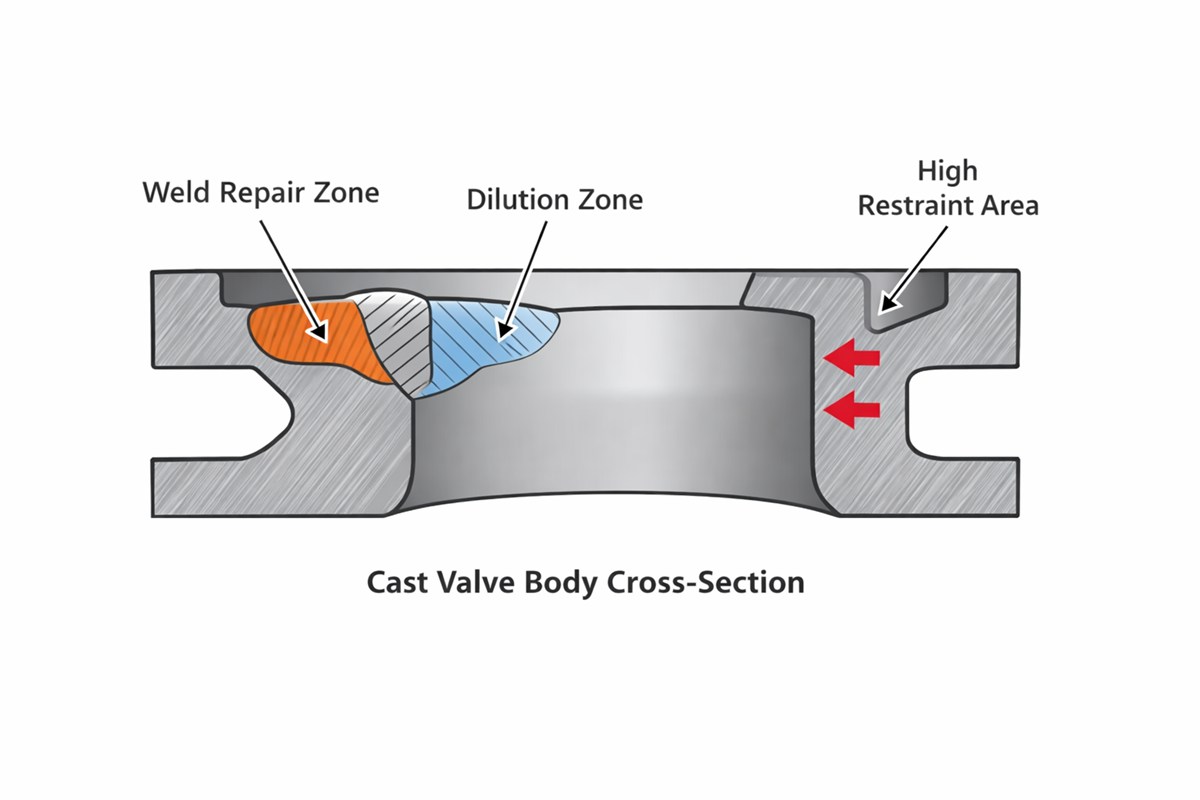
Сплав 625 отличается химическим составом никель-хром-молибден-ниобий. В эксплуатации это обеспечивает сильную устойчивость к воздействию хлоридов, многих кислых сред, а также полезное сочетание прочности и вязкости. Однако при сварке та же химия требует внимания. Сегрегация ниобия в литых или сварных структурах затвердевания может способствовать образованию междендритных фаз, включая компоненты типа Laves, особенно при чрезмерном тепловом воздействии или при разбавлении местной химии. Это важно для толстых корпусов клапанов, где ограничения высоки, а ремонтные сварные швы часто локальны, а не равномерны.
Вот почему Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов не может быть сведена к однострочной рекомендации. Если вы свариваете деформируемую сталь 625 с деформируемой 625 в контролируемых цеховых условиях, ERNiCrMo-3 обычно является самым чистым ответом. Если вы ремонтируете литой корпус клапана с неопределенной предыдущей термической историей, локальной пористостью или несколькими остановками, вам следует подумать не только о химическом соответствии. Свариваемость, чувствительность к трещинам, требуемая коррозионная стойкость после разбавления и вероятность повторной обработки - все это является частью выбора расходных материалов.
Другой практический вопрос - химический состав первого прохода. В ремонтной канавке на литом корпусе клапана корневой и первый проходы заполнения могут быть разбавлены основным материалом настолько, что изменят коррозионное поведение и микроструктуру. В условиях сильной коррозионной среды инженеры часто защищают эксплуатационные характеристики, контролируя размещение шайб, ограничивая подачу тепла и, если это оправдано квалификацией процедуры, используя стратегию расходных материалов, которая восстанавливает легирование в последующих слоях. Это одна из главных инженерных причин, по которым следует тщательно Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов.
Практический выбор наполнителей для изготовления и ремонта корпусов клапанов
В повседневном производстве, ERNiCrMo-3 остается основной рекомендацией для GTAW, PAW и многих GMAW применений с корпусами клапанов из сплава 625. Он предлагает хорошо зарекомендовавший себя баланс прочности, коррозионной стойкости и соответствия кодексу. Для ремонта с использованием дуги экранированного металла подходящий маршрут с палочным электродом ENiCrMo-3. Если спецификация обслуживания требует химического состава и коррозионных характеристик, близких к стандартным ожиданиям 625, это, как правило, первые расходные материалы, подлежащие проверке через WPS/PQR.
Однако не каждый корпус клапана ведет себя как идеальный кованый лист. Отливки могут содержать сегрегацию, локальные разрывы, связанные с усадкой, или микроструктурные изменения вблизи стояка или более тяжелых участков. В таких случаях некоторые инженерные группы рассматривают альтернативные присадочные металлы Ni-Cr-Mo с меньшей чувствительностью к ниобию или большей коррозионной стойкостью, но только после квалификационных испытаний. Это особенно актуально, когда сварной шов является ремонтным, а не оригинальным изготовлением, и когда спецификация заказчика ориентирована на фактические коррозионные характеристики, а не на точный химический состав наплавки. Дело не в том, что один альтернативный наполнитель всегда лучше; дело в том, что Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов должны быть проверены на реальных условиях эксплуатации и реального состояния отливки.
Дисциплинированный процесс отбора обычно задает пять вопросов:
- Является ли корпус клапана литым или кованым, и какова реальная химическая сертификация?
- Это изготовление с полным проникновением, локальный ремонт, наложение или разнородное соединение?
- Какое разбавление следует ожидать при первом проходе?
- Что преобладает в процессе эксплуатации: точечная коррозия, щелевая коррозия, сульфидная коррозия, термическая усталость или эрозия-коррозия?
- Требует ли покупатель соответствия химическому составу или проверенных характеристик после квалификации?
Эти вопросы гораздо полезнее, чем общие утверждения. Они обращают Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов в инженерное решение, а не в покупку.
| Состояние корпуса клапана / применение | Рекомендуемый присадочный металл | Типичный процесс | Почему его предпочитают | Основные пункты предостережения |
|---|---|---|---|---|
| Изготовление из деформируемого материала 625 в деформируемый материал 625 | ERNiCrMo-3 | ГТАВ / ГМАВ / ЛАПА | Лучшее сочетание прочности 625 и коррозионной стойкости | Контроль подачи тепла для уменьшения сегрегации и деформации |
| Ремонт литого корпуса клапана 625, умеренная фиксация | ERNiCrMo-3 | GTAW / SMAW | Знакомый путь квалификации и широкое признание в отрасли | Следите за разжижением, глубиной выемки пористости и риском междендритного растрескивания. |
| Литой 625 ремонт с неопределенной историей или тяжелой локальной сегрегацией | Альтернативный наполнитель Ni-Cr-Mo только после проверки PQR | GTAW | Может быть оценена в тех случаях, когда требуется снижение чувствительности к Nb или дополнительный запас по коррозии | Не допускается замена без квалификации процедуры и проверки обслуживания |
| 625 Восстановление облицовки/накладки на поверхности корпуса клапана | ERNiCrMo-3, часто с многослойной стратегией | GTAW / GMAW | Восстанавливает коррозионную стойкость поверхности после разбавления | Первый слой может быть разбавлен; окончательный состав зависит от толщины слоя |
| Соединение 625 с нержавеющим или разнородным никелевым сплавом в узле клапана | Часто ERNiCrMo-3 | GTAW / GMAW | Хорошая устойчивость к разнородным соединениям и сильная коррозионная стойкость | Проверьте несоответствие теплового расширения и химический состав на стороне обслуживания |
Детали процедуры, которые имеют такое же значение, как и обозначение наполнителя
Даже правильно подобранная проволока не спасет плохую сварочную процедуру. Чистота не подлежит обсуждению. Сера, свинец, масло, краска, цеховая пыль и загрязнение железом приводят к появлению дефектов, в которых впоследствии будет виноват присадочный материал. При сварке корпусов клапанов подготовка шва должна полностью удалять поврежденный металл и подтверждать прочность боковых стенок; в противном случае сварщик запечатывает проблему. Как правило, предпочтительно использовать низкий и контролируемый нагрев, особенно при ремонтной сварке, поскольку чрезмерное тепловое воздействие увеличивает сегрегацию и может привести к расширению уязвимой междендритной сети.
Для отливок, находящихся под давлением, часто выбирают GTAW для корня и критических зон ремонта, поскольку он обеспечивает точный контроль лужи и меньшее загрязнение брызгами. Межпроходная температура должна быть консервативной. Стрингерные шарики обычно безопаснее, чем широкое плетение, когда речь идет о чувствительности к трещинам. Если коррозионная стойкость имеет решающее значение, инженеры должны думать о слоях, а не только о маркировке наполнителя: окончательный химический состав осажденной поверхности после разбавления - это то, что видит среда.
Поэтому самое лучшее резюме будет простым. Выбор присадочного металла для сварки Inconel 625 для корпусов клапанов обычно начинается с ERNiCrMo-3 или ENiCrMo-3, но окончательное решение должно быть обусловлено состоянием отливки, геометрией ремонта, разбавлением и тяжестью эксплуатации. В этом и заключается разница между сварным швом, который просто проходит контроль, и сварным швом, который выдерживает реальные условия эксплуатации.

Заключение
Для инженеров и покупателей самым безопасным правилом является следующее: не указывайте присадочный металл для корпуса клапана из сплава 625 только по названию основного металла. Изучите форму корпуса клапана, рабочую среду, историю ремонта и ожидаемое разбавление, а затем определите расходный материал в соответствии с процедурой. Во многих случаях ERNiCrMo-3 является абсолютно правильным ответом. При сложном ремонте он может быть только отправной точкой. Хорошие результаты дает металлургия, а не привычка.
Связанные вопросы и ответы
1. Всегда ли ERNiCrMo-3 является лучшим выбором для корпусов клапанов из Inconel 625?
Не всегда. Это стандартный первый выбор для большинства работ по изготовлению и ремонту, но сильное разбавление, литая сегрегация или необычные рабочие среды могут потребовать дополнительной квалификации или альтернативной стратегии использования расходных материалов из Ni-Cr-Mo.
2. Почему литые корпуса клапанов требуют большей осторожности, чем кованые детали 625?
В литых структурах может наблюдаться большее количество сегрегаций, локальных разрывов и переменная реакция на нагрев. Это повышает риск образования трещин и делает металлургию ремонтной сварки менее предсказуемой.
3. Только ли выбор наполнителя гарантирует коррозионную стойкость отремонтированного корпуса клапана?
Нет. Коррозионная стойкость зависит от химического состава осажденного материала после разбавления, последовательности бисера, теплового воздействия, конечных поверхностных слоев и качества послесварочного контроля, а не только от классификации проволоки.