










Wenn Ingenieure diskutieren Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse, Der Fehler besteht selten darin, einen Draht aus Gewohnheit auszuwählen; der eigentliche Fehler ist es, Metallurgie, Gusszustand, Verdünnung und Betriebsmedium nicht als ein zusammenhängendes System zu betrachten. Ein Ventilkörper ist kein Teststück. Es kann sich um ein gegossenes, druckhaltendes Bauteil handeln, das Querschnittsänderungen, lokale Einspannungen, frühere Reparaturmaßnahmen und Korrosionsbelastung aufweist – Faktoren, die jede Abkürzung bestrafen. In diesem Zusammenhang ist die Auswahl des Schweißzusatzwerkstoffs keine reine Katalogentscheidung. Es handelt sich um eine Entscheidung zur Risikokontrolle.
Für die meisten Herstellungs- und Reparaturarbeiten an Ventilgehäusen aus Alloy 625 lautet die Standardantwort tatsächlich ERNiCrMo-3 für GTAW/GMAW und ENiCrMo-3 für das Stumpfschweißen. Dies ist der Standard-Ausgangspunkt, weil er weitgehend der Korrosionsbeständigkeit und der Hochtemperaturfähigkeit entspricht, die von 625 erwartet werden. Erfahrene Schweißingenieure wissen jedoch, dass sich die richtige Antwort ändern kann, wenn es sich bei der Karosserie um ein Gussteil handelt, wenn der erste Durchgang stark verdünnt wird, wenn schwefelhaltige Medien im Spiel sind oder wenn der Reparaturbereich bereits segregierte, niobreiche Bestandteile enthält. Mit anderen Worten, Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse muss sich nach den Betriebsbedingungen und der Schweißmetallurgie richten, nicht nur nach der nominellen Grundwerkstoffqualität.
Warum die Auswahl des Schweißzusatzwerkstoffs Inconel 625 für Ventilgehäuse nicht nach dem Motto “passend zum Grundwerkstoff und weiter” erfolgt”
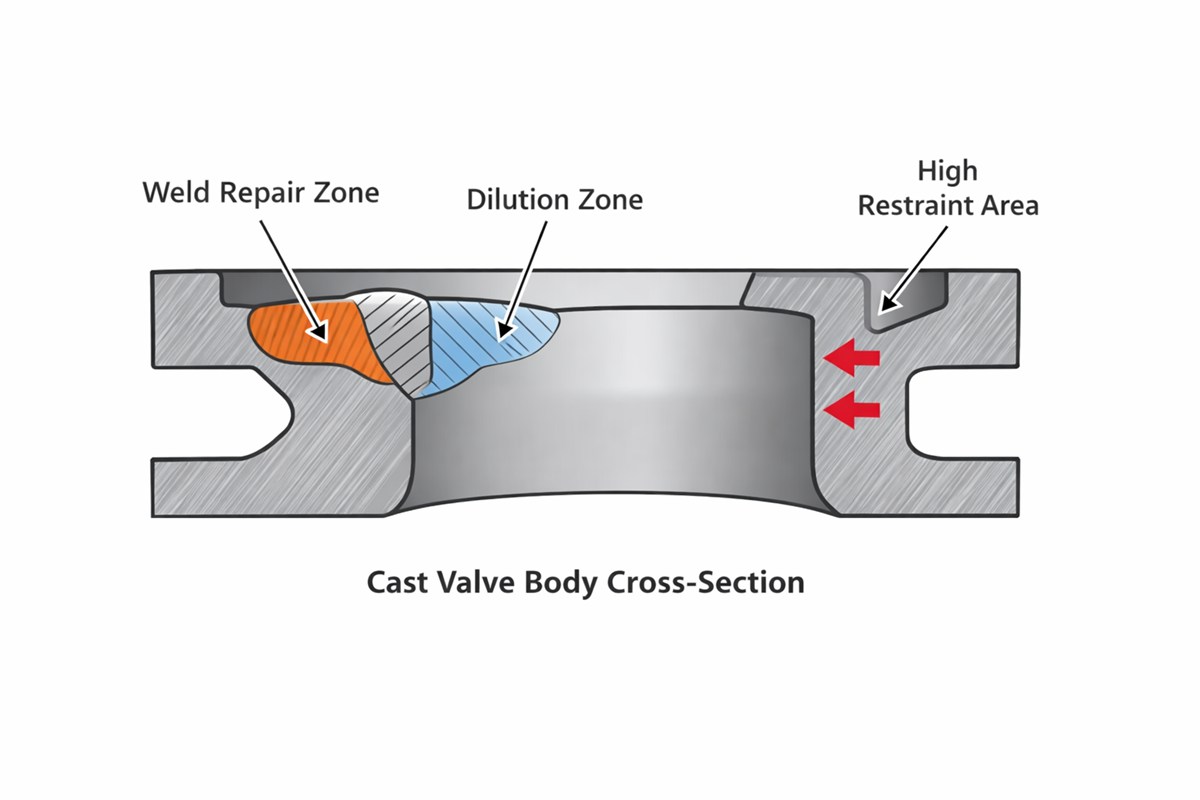
Die Legierung 625 verdankt ihre Leistungsfähigkeit einer Nickel-Chrom-Molybdän-Niob-Chemie. In der Praxis bedeutet dies eine hohe Beständigkeit gegen Chloridangriffe, viele saure Umgebungen und eine nützliche Kombination aus Festigkeit und Zähigkeit. Beim Schweißen ist jedoch die gleiche Chemie zu beachten. Die Entmischung von Niob in gegossenen oder geschweißten Erstarrungsstrukturen kann die Bildung interdendritischer Phasen, einschließlich Laves-artiger Bestandteile, begünstigen, insbesondere wenn die Wärmezufuhr zu hoch ist oder wenn die lokale Chemie durch Verdünnung gefördert wird. Dies ist bei dicken Ventilkörpern von Bedeutung, bei denen die Beanspruchung hoch ist und Reparaturschweißungen oft lokal und nicht gleichmäßig erfolgen.
Das ist der Grund Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse kann nicht auf eine einzeilige Empfehlung reduziert werden. Wenn Sie unter kontrollierten Werkstattbedingungen Knete 625 auf Knete 625 schweißen, ist ERNiCrMo-3 normalerweise die sauberste Lösung. Bei der Reparatur eines gegossenen Ventilkörpers mit ungewisser thermischer Vorgeschichte, lokaler Porositätsaushöhlung oder mehrfachem Anhalten sollten Sie nicht nur an die chemische Übereinstimmung denken. Schweißbarkeit, Rissempfindlichkeit, die erforderliche Korrosionsspanne nach der Verdünnung und die Wahrscheinlichkeit einer Nacharbeit werden bei der Auswahl der Verschleißteile berücksichtigt.
Ein weiteres praktisches Problem ist die Chemie des ersten Durchgangs. In einer Reparaturnut eines gegossenen Ventilgehäuses können die Wurzel und die erste Füllung durch den Grundwerkstoff so stark verdünnt werden, dass sich das Korrosionsverhalten und das Gefüge verändern. Bei stark korrosiven Medien schützen die Ingenieure die Leistung oft, indem sie die Sickenplatzierung kontrollieren, die Wärmezufuhr begrenzen und, sofern dies durch die Verfahrensqualifikation gerechtfertigt ist, eine Strategie für den Verschleiß verwenden, die die Legierung in den nachfolgenden Schichten wiederherstellt. Dies ist einer der zentralen technischen Gründe für eine sorgfältige Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse.
Praktische Füllstoffauswahl für die Herstellung und Reparatur von Ventilkörpern
In der alltäglichen Produktion, ERNiCrMo-3 bleibt die Hauptempfehlung für GTAW-, PAW- und viele GMAW-Anwendungen mit Alloy 625-Ventilkörpern. Es bietet ein bewährtes Gleichgewicht aus Festigkeit, Korrosionsbeständigkeit und Vertrautheit mit den Vorschriften. Für die Reparatur mit geschütztem Metallbogen ist die passende Stabelektrodenmethode ENiCrMo-3. Wenn die Einsatzspezifikation chemische und korrosive Eigenschaften erfordert, die den Erwartungen der Norm 625 nahe kommen, sind dies in der Regel die ersten Verschleißteile, die durch WPS/PQR validiert werden.
Allerdings verhält sich nicht jeder Ventilkörper wie ein ideales Knetblech. Gussteile können Seigerungen, lokale schrumpfungsbedingte Diskontinuitäten oder mikrostrukturelle Schwankungen in der Nähe von Steigleitungen oder schwereren Abschnitten aufweisen. In diesen Fällen bewerten einige Ingenieurteams alternative Ni-Cr-Mo-Zusatzwerkstoffe mit geringerer Niob-Empfindlichkeit oder höherer Korrosionsspanne, allerdings erst nach einer Eignungsprüfung. Dies ist besonders wichtig, wenn es sich bei der Schweißnaht um eine Reparatur und nicht um eine Originalfertigung handelt und wenn die Kundenspezifikation eher auf die tatsächliche Korrosionsleistung als auf die exakte Auftragschemie ausgerichtet ist. Es geht nicht darum, dass ein alternativer Schweißzusatz immer besser ist, sondern darum, dass Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse sollte anhand der tatsächlichen Dienstleistung und der tatsächlichen Gussbedingungen validiert werden.
Bei einem disziplinierten Auswahlverfahren werden in der Regel fünf Fragen gestellt:
- Ist das Ventilgehäuse gegossen oder geschmiedet, und wie lautet die tatsächliche chemische Zertifizierung?
- Handelt es sich dabei um eine vollständige Durchdringung, eine lokale Reparatur, eine Überlagerung oder eine ungleiche Verbindung?
- Wie viel Verdünnung ist beim ersten Durchgang zu erwarten?
- Welches ist die vorherrschende Schadensart im Betrieb: Lochfraß, Spaltkorrosion, Sulfidangriff, thermische Ermüdung oder Erosionskorrosion?
- Verlangt der Käufer eine übereinstimmende Chemie oder eine verifizierte Leistung nach der Qualifizierung?
Diese Fragen sind weitaus nützlicher als allgemeine Aussagen. Sie drehen Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse zu einer technischen Entscheidung und nicht zu einer Kaufentscheidung.
| Zustand des Ventilkörpers / Anwendung | Empfohlener Zusatzwerkstoff | Typisches Verfahren | Warum sie bevorzugt wird | Wichtigste Vorsichtshinweise |
|---|---|---|---|---|
| Herstellung von Knete 625 zu Knete 625 | ERNiCrMo-3 | GTAW / GMAW / PFOTE | Beste Übereinstimmung für 625 Festigkeit und Korrosionsbeständigkeit | Kontrolle der Wärmezufuhr zur Verringerung von Entmischung und Verformung |
| Reparatur des Ventilkörpers aus Guss 625, mäßige Zurückhaltung | ERNiCrMo-3 | GTAW / SMAW | Vertrauter Qualifikationsweg und breite Akzeptanz in der Branche | Achten Sie auf Verdünnung, Porositätsaushubtiefe und interdendritisches Rissrisiko |
| Guss 625 Reparatur mit unklarer Vorgeschichte oder schwerer lokaler Segregation | Alternativer Ni-Cr-Mo-Füllstoff erst nach PQR-Validierung | GTAW | Kann bewertet werden, wenn eine geringere Nb-Empfindlichkeit oder eine zusätzliche Korrosionsspanne erforderlich ist | Darf nicht ohne Verfahrensqualifikation und Dienstprüfung ersetzt werden |
| 625 Verkleidungs-/Overlay-Restaurierung auf Ventilgehäuseoberflächen | ERNiCrMo-3, oft mit Mehrschichtstrategie | GTAW / GMAW | Stellt die korrosionsbeständige Oberflächenchemie nach Verdünnung wieder her | Die erste Schicht kann verdünnt werden; die endgültige Chemie hängt von der Schichtdicke ab |
| Verbindung zwischen 625 und rostfreiem Stahl oder ungleicher Nickellegierung in der Ventilbaugruppe | Häufig ERNiCrMo-3 | GTAW / GMAW | Gute Toleranz für ungleiche Verbindungen und hohe Korrosionsbeständigkeit | Überprüfung der thermischen Ausdehnung und der Chemie auf der Service-Seite |
Verfahrensdetails, die ebenso wichtig sind wie die Bezeichnung des Füllers
Auch der richtige Draht kann ein schlechtes Schweißverfahren nicht retten. Sauberkeit ist nicht verhandelbar. Schwefel, Blei, Öl, Farbe, Werkstattstaub und Eisenverunreinigungen führen zu Defekten, die später dem Schweißzusatzstoff angelastet werden. Bei Ventilgehäusen sollte die Schweißnahtvorbereitung das beschädigte Metall vollständig entfernen und sicherstellen, dass die Seitenwände intakt sind; andernfalls schweißt der Schweißer das Problem ein. Eine geringe und kontrollierte Wärmezufuhr ist im Allgemeinen vorzuziehen, insbesondere beim Reparaturschweißen, da eine übermäßige Wärmeeinwirkung die Entmischung erhöht und das empfindliche interdendritische Netzwerk vergrößern kann.
Bei druckhaltigen Gussstücken wird für die Wurzel und für kritische Reparaturzonen häufig das WIG-Verfahren gewählt, da es eine präzise Pfützenkontrolle und eine geringere Spritzerverschmutzung bietet. Die Zwischenlagentemperatur sollte konservativ sein. Stringer-Sicken sind in der Regel sicherer als ein breites Geflecht, wenn Rissempfindlichkeit ein Thema ist. Wenn die Korrosionsbeständigkeit von entscheidender Bedeutung ist, sollten die Ingenieure in Schichten und nicht nur in Füllstoffetiketten denken: die endgültige Oberflächenchemie nach der Verdünnung ist das, was das Medium sieht.
Die beste Zusammenfassung ist also ganz einfach. Inconel 625 Schweißzusatzwerkstoffauswahl für Ventilgehäuse beginnt normalerweise mit ERNiCrMo-3 oder ENiCrMo-3, aber die endgültige Entscheidung sollte vom Zustand des Gussteils, der Reparaturgeometrie, der Verdünnung und der Schwere der Beanspruchung abhängig gemacht werden. Das ist der Unterschied zwischen einer Schweißnaht, die einfach nur die Inspektion besteht, und einer, die den realen Betriebsbedingungen standhält.

Schlussfolgerung
Für Ingenieure und Einkäufer lautet die sicherste Regel: Spezifizieren Sie den Schweißzusatzwerkstoff für ein Alloy 625-Ventilgehäuse nicht allein nach dem Namen des Grundmetalls. Prüfen Sie die Form des Ventilgehäuses, das Betriebsmedium, die Reparaturhistorie und die erwartete Verdünnung, und qualifizieren Sie dann das Verbrauchsmaterial mit dem Verfahren. In vielen Fällen ist ERNiCrMo-3 die absolut richtige Antwort. Bei schwierigen Reparaturen kann es nur der Ausgangspunkt sein. Gute Ergebnisse entstehen durch Metallurgie, nicht durch Gewohnheit.
Verwandte Fragen und Antworten
1. Ist ERNiCrMo-3 immer die beste Wahl für Inconel 625 Ventilgehäuse?
Nicht immer. Es ist die erste Wahl für die meisten Fertigungs- und Reparaturarbeiten, aber starke Verdünnung, Gussentmischung oder ungewöhnliche Betriebsmedien können eine zusätzliche Qualifizierung oder eine alternative Strategie für Ni-Cr-Mo-Verbrauchsmaterialien erfordern.
2. Warum ist bei gegossenen Ventilgehäusen mehr Vorsicht geboten als bei geschmiedeten 625 Teilen?
Gegossene Strukturen können eine stärkere Seigerung, lokale Diskontinuitäten und eine variable Reaktion auf Wärmezufuhr aufweisen. Dies erhöht das Risiko von Rissen und macht die Metallurgie beim Reparaturschweißen weniger vorhersehbar.
3. Garantiert die Wahl des Füllstoffs allein die Korrosionsbeständigkeit eines reparierten Ventilgehäuses?
Nein. Die Korrosionsbeständigkeit hängt von der chemischen Zusammensetzung des aufgetragenen Materials nach der Verdünnung, der Reihenfolge der Raupen, der Wärmezufuhr, den abschließenden Oberflächenschichten und der Qualität der Inspektion nach dem Schweißen ab - nicht nur von der Drahtklassifizierung.