Lorsque les ingénieurs discutent Nickel 200 sélection des métaux d'apport pour le soudage des corps de vanne, La vraie question est rarement “Quel fil peut faire fondre ce joint ?”. La meilleure question est la suivante : quel produit d'apport préservera les performances en matière de corrosion, contrôlera la porosité, survivra aux contraintes au niveau des bossages et des transitions de brides, tout en laissant une zone de soudure qui se comportera comme l'alliage de base en service ? Cette distinction est importante. Le nickel 200 est un nickel corroyé commercialement pur avec environ 99,6% Ni et une bonne soudabilité, mais dès que la température de service dépasse environ 600°F / 315°C, le problème du carbone devient plus sérieux et le nickel 201 entre souvent en ligne de compte en raison de son risque de graphitisation plus faible.
Pour les corps de vanne, le choix du produit de remplissage n'est pas seulement une question de consommable. Il s'agit d'une décision métallurgique liée au support, à la section de la paroi, au procédé de moulage ou de forgeage, à la limitation des joints, à la dilution et à la philosophie de réparation. Un corps de vanne présente des sections plus épaisses qu'une tôle ou un tube, des changements de géométrie plus brusques autour des poches de siège et des orifices, et une tolérance beaucoup plus faible pour un manque de fusion caché. Alliages de nickel En outre, il faut généralement un angle d'inclusion plus grand, une ouverture de racine plus large et une terre plus petite que pour les modèles en acier au carbone ou en acier inoxydable, car les caractéristiques de pénétration sont différentes. En outre, le soudage au nickel est très sensible à la contamination par le soufre et d'autres éléments à bas point de fusion qui peuvent provoquer des fissures à chaud près de la ligne de fusion.
Pourquoi les corps de vanne rendent la sélection des produits de remplissage plus exigeante
Un coupon plat peut donner l'impression que de nombreuses procédures sont meilleures qu'elles ne le sont en réalité. Ce n'est pas le cas des corps de vanne. Sur une vraie soudure de corps, la contrainte se développe rapidement au niveau des transitions entre le moyeu et la coquille, au niveau des cols de capot et autour des réparations locales après l'usinage. Le bain de soudure en nickel fondu n'est pas particulièrement indulgent, et les conséquences d'un mauvais choix de produit d'apport ne sont généralement pas spectaculaires sur le banc de soudage ; elles apparaissent plus tard sous forme de porosité, de fissuration interdendritique, de reprise lors d'une radiographie ou d'un ressuage, ou pire, d'une mauvaise adaptation à la corrosion en service caustique. C'est pourquoi les fabricants expérimentés ne choisissent pas les produits d'apport uniquement par habitude. Ils partent du comportement requis face à la corrosion du côté mouillé et remontent ensuite dans la procédure.
Le mastic de premier choix pour la plupart des soudures de corps de vanne en Nickel 200
Pour la plupart des soudures de production sur du nickel 200 ou du nickel 201, le point de départ par défaut est toujours ERNi-1 pour GTAW/GMAW/PAW et ENi-1 pour les réparations sur le terrain par SMAW. Cette recommandation n'est pas arbitraire. ERNi-1 est spécifiquement utilisé pour nickel commercialement pur L'ENi-1 est utilisé dans les produits corroyés et moulés, y compris le nickel 200 et 201, et l'ajout de titane vise à contrôler la porosité du métal soudé. L'ENi-1 sert la même famille sous forme d'électrode couverte et est largement utilisé lorsque les conditions d'atelier ou d'accès rendent le SMAW plus pratique. En d'autres termes, si le corps de vanne est vraiment un composant en nickel 200 et que la chimie côté service doit rester proche du comportement du nickel pur, une famille d'apport en nickel pur correspondante est généralement la base d'ingénierie la plus sûre.
Là où les équipes ont des problèmes, c'est qu'elles supposent que “correspondre” signifie toujours “meilleur”, indépendamment de la géométrie et du service. Dans les tôles de nickel minces et peu contraignantes, le soudage autogène peut être acceptable. Dans les corps de vanne, cependant, je recommande rarement de construire une procédure autour de passes autogènes, à moins que le joint soit très léger, que l'accès soit excellent et que les données de qualification prouvent déjà le résultat. Un corps de vanne présente trop de changements de section et trop de pénalités pour les contraintes de retrait. Le mastic n'est pas là uniquement pour remplir la rainure ; il est là pour stabiliser la métallurgie et le profil de la soudure.
Dans quels cas un produit de remplissage non conforme peut être justifié ?
Dans certains cas, il est raisonnable d'utiliser un produit de remplissage qui ne correspond pas, mais il s'agit de cas conditionnels et non de cas par défaut. Par exemple, ERNiCu-7 est couramment utilisé pour les systèmes nickel-cuivre et peut être appliqué dans les joints dissemblables impliquant les familles Nickel 200 et cuivre-nickel. Cela en fait une option procédurale si le corps de vanne est raccordé à un composant de transition nickel-cuivre ou à un accessoire Cu-Ni. Mais pour un corps de vanne en Nickel 200 entièrement mouillé en service caustique ou de haute pureté, l'abandon de la famille de produits d'apport en nickel pur doit être justifié par le besoin de service et confirmé par la qualification, car la chimie du dépôt de soudure n'est plus équivalente à celle de l'alliage de base.
La même logique s'applique aux charges de nickel “plus fortes” ou plus fortement alliées, parfois choisies pour faciliter le soudage. Elles peuvent être utiles dans des assemblages spéciaux de métaux dissemblables, mais elles modifient également le tableau galvanique et de corrosion. Dans le domaine de la robinetterie, les problèmes de corrosion sont souvent plus coûteux que les difficultés de soudage. Un cordon qui semble magnifique dans l'atelier de fabrication peut toujours être un mauvais cordon si la chimie de la surface mouillée s'éloigne de ce que le produit de traitement attend. C'est pourquoi le choix du métal d'apport pour les corps de vanne doit toujours être lié au fluide de service, et pas seulement au confort du soudeur.
Tableau de comparaison des métaux d'apport pour les corps de vanne en Nickel 200
Le tableau ci-dessous reflète la logique d'ingénierie utilisée par la plupart des équipes lors de l'examen des demandes de financement. Sélection du métal d'apport de soudage au nickel 200 pour les corps de vanne.
| Option de remplissage | Processus typique / classification | Meilleur cas d'utilisation dans les corps de vanne | Principal avantage | Principale mise en garde | Recommandation d'ingénierie |
|---|---|---|---|---|---|
| ERNi-1 | GTAW / GMAW / PAW, AWS A5.14 | Soudage de production de corps de vanne en Nickel 200/201 corroyé ou moulé | Famille chimique la plus proche du nickel pur ; bonne compatibilité avec la corrosion ; le Ti aide à contrôler la porosité | Toujours sensible à la contamination et à la dilution | Remplissage de premier choix pour la plupart des procédures en atelier |
| ENi-1 | SMAW, AWS A5.11 | Soudures sur le terrain, soudures de réparation, ou zones avec accès limité au GTAW | Pratique pour l'entretien et les réparations locales ; compatible avec la famille Nickel 200/201 | L'élimination des scories et le contrôle de l'apport de chaleur dépendent davantage de la géométrie de la vanne | Meilleure alternative pour les réparations sur le terrain lorsque le SMAW est nécessaire |
| Soudure autogène | GTAW sans charge | Détails en nickel très fins et peu contraignants uniquement | Pas de décalage de remplissage | Mauvais ajustement des sections de corps de valve retenues ; risque plus élevé de problèmes liés au rétrécissement | A éviter en général comme procédure pour le corps de la vanne principale |
| ERNiCu-7 | GTAW / GMAW / SAW | Joints dissemblables impliquant des pièces en Nickel 200 et Cu-Ni / nickel-cuivre | Remplissage de transition utile dans les assemblages dissemblables appropriés | Le métal de soudure n'est plus du type nickel pur ; vérifier soigneusement la compatibilité avec la corrosion et le service. | A n'utiliser que lorsque la conception de l'articulation l'exige vraiment |
Sélection pratique de flux de travail que les ingénieurs utilisent réellement
Ma règle est simple. Tout d'abord, il faut vérifier si le corps de vanne est vraiment en Nickel 200 au sens du service, ou si la température de conception et les conditions du processus orientent réellement vers le Nickel 201. Le nickel 200 est excellent dans de nombreux environnements corrosifs, en particulier les alcalis caustiques, mais dès que la température entre dans la plage où la stabilité du carbone est importante, la nuance à plus faible teneur en carbone prend de l'importance. Si cette question n'est pas résolue, le choix de la charge est prématuré.
Deuxièmement, si le corps est en Nickel 200 et que la chimie en contact avec le liquide doit rester proche du nickel commercialement pur, il convient d'évaluer la qualité de l'eau et de l'air. ERNi-1 comme racine primaire et métal d'obturation. Pour les réparations sur le terrain ou les restaurations locales, qualifier ENi-1. Troisièmement, la propreté doit être considérée comme une variable de soudage et non comme un détail d'entretien : le soufre, le phosphore, le plomb, le bismuth et les contaminants similaires sont des facteurs classiques de fissuration dans les soudures d'alliages de nickel. Des outils adaptés, des gants propres, des solvants non contaminés et le contrôle de la poussière de l'atelier ne sont pas facultatifs.
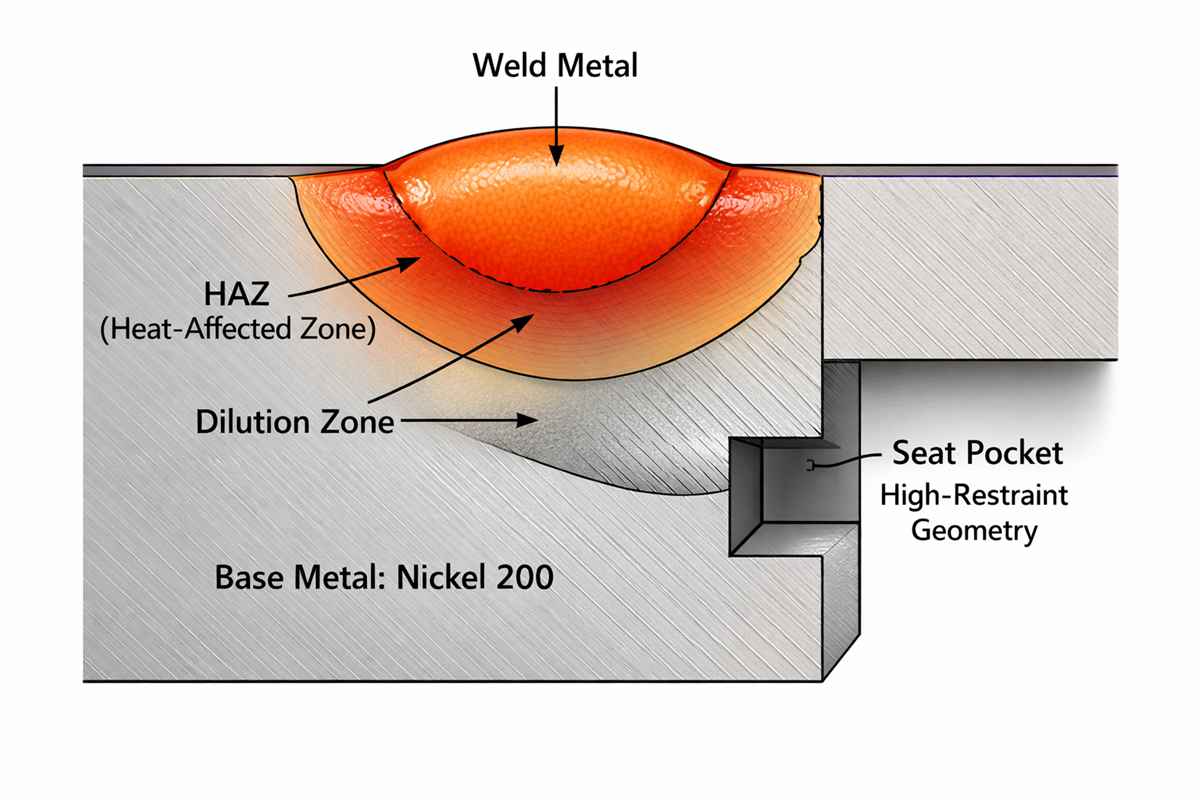
Quatrièmement, attention à la dilution. Si un corps de soupape en Nickel 200 comporte une transition dissemblable, une zone beurrée ou un endroit précédemment réparé, la chimie des premières passes peut dériver plus rapidement que ne le prévoient de nombreuses équipes. Cela est particulièrement vrai à proximité des fixations en acier au carbone, des attaches ou des extrémités de transition. Sur le papier, le WPS peut indiquer Nickel 200 ; dans la zone réelle de la racine, le dépôt peut déjà être autre chose. Cinquièmement, il faut concevoir le joint en fonction du comportement du nickel : angle de rainure adéquat, ouverture de racine suffisante et pénétration contrôlée et cohérente. Les corps de vanne punissent l'optimisme des rainures étroites.

Vue finale de l'ingénierie
Quelle est donc la réponse courte à la question suivante Sélection du métal d'apport de soudage au nickel 200 pour les corps de vanne? Dans la plupart des cas, il faut commencer par ERNi-1 pour le soudage en atelier et ENi-1 pour la réparation par SMAW, puis remettre en question cette base uniquement lorsque le joint est différent, que la chimie du service justifie un dépôt différent ou que les données de qualification prouvent qu'une autre voie est meilleure. Pour les corps de vanne, le choix de l'agent d'apport doit protéger le comportement à la corrosion en premier lieu, la solidité de la soudure en second lieu et la commodité de l'atelier en troisième lieu. Si l'on inverse cet ordre, on le paie généralement plus tard par des retouches ou des pannes.
Si vous achetez des pièces forgées, des pièces moulées, des barres ou des consommables de soudage en Nickel 200 pour la fabrication de vannes, le moyen le plus rapide d'éviter les faux départs est d'examiner ensemble quatre éléments : le milieu de service, la température de conception, le procédé de fabrication du corps et le procédé de soudage. Une fois que ces éléments sont clairs, la sélection des produits d'apport devient beaucoup moins mystérieuse. Si vous le souhaitez, je peux ensuite transformer cet article en un version plus commerciale du blog B2B, a version de la page d'atterrissage du produit, ou un Version FAQ optimisée pour Google-snippet pour 28Nickel.
Questions et réponses connexes
1) ERNi-1 est-il toujours le meilleur produit d'apport pour les corps de vanne en Nickel 200 ?
Pas toujours, mais c'est la ligne de base de premier choix la plus courante pour le soudage en atelier des corps de vanne en nickel 200/201, car elle appartient à la famille des produits d'apport en nickel pur et est destinée à ces alliages. Il ne faut s'en écarter que si les conditions de service ou la conception de joints dissemblables le justifient.
2) Dois-je passer du Nickel 200 au Nickel 201 pour les vannes à haute température ?
Si la température de service dépasse environ 600°F / 315°C, cette question devient importante. Le nickel 201 a une teneur en carbone plus faible et résiste mieux à la fragilisation liée à la graphitisation à température élevée.
3) Les corps de vanne en Nickel 200 peuvent-ils être soudés à des métaux différents ?
Oui, mais l'agent d'apport doit être choisi en fonction de la combinaison dissemblable réelle et du comportement à la corrosion requis pour la zone de soudure. Par exemple, les situations de transition nickel-cuivre peuvent justifier l'utilisation d'ERNiCu-7, mais cela n'en fait pas le choix par défaut pour un corps mouillé en nickel 200 pur.


