Quando gli ingegneri discutono Nichel 200 selezione del metallo d'apporto per la saldatura dei corpi valvola, La vera domanda è raramente “Quale filo può fondere questo giunto?”. La domanda migliore è: quale riempitivo è in grado di preservare le prestazioni di corrosione, controllare la porosità, sopravvivere ai vincoli sui raccordi e sulle transizioni delle flange e lasciare una zona di saldatura che si comporta come la lega madre in servizio? Questa distinzione è importante. Il nichel 200 è commercialmente puro, con circa 99,6% Ni e una buona saldabilità, ma quando la temperatura di servizio sale oltre i 315°C, il problema del carbonio diventa più serio e il nichel 201 entra spesso nella conversazione per il suo minor rischio di grafitizzazione.
Per i corpi valvola, la scelta del riempimento non è solo una decisione di consumo. È una decisione metallurgica legata al materiale, alla sezione della parete, al percorso di colata o forgiatura, al contenimento dei giunti, alla diluizione e alla filosofia di riparazione. Un corpo valvola presenta sezioni più spesse rispetto a lamiere o tubi, cambiamenti geometrici più bruschi intorno alle tasche della sede e alle porte e una tolleranza molto minore per la mancanza di fusione nascosta. Leghe di nichel Inoltre, in genere è necessario un angolo di inclusione maggiore, un'apertura di radice più ampia e una terra più piccola rispetto ai progetti in acciaio al carbonio o inossidabile, perché le caratteristiche di penetrazione sono diverse. Inoltre, la saldatura del nichel è molto sensibile alla contaminazione da zolfo e altri elementi a basso punto di fusione che possono provocare cricche a caldo in prossimità della linea di fusione.
Perché i corpi valvola rendono più impegnativa la selezione dei riempitivi
Un tagliando piatto può far sembrare molte procedure migliori di quanto non siano in realtà. I corpi valvola non lo fanno. In una vera saldatura di corpo, i vincoli si formano rapidamente nelle transizioni tra mozzo e guscio, sui colli del cofano e intorno alle riparazioni locali dopo la lavorazione. Il bagno di nichel fuso non è particolarmente indulgente e le conseguenze di una cattiva scelta dell'apporto non sono di solito drammatiche sul banco di saldatura, ma si manifestano più tardi sotto forma di porosità, cricche interdendritiche, rilavorazione durante la radiografia o la colorazione con liquidi penetranti o, peggio ancora, di mancata corrispondenza alla corrosione nel servizio caustico. Ecco perché i fabbricanti esperti non scelgono il riempitivo solo in base all'abitudine. Partono dal comportamento di corrosione richiesto sul lato bagnato e poi lavorano a ritroso nella procedura.
Lo stucco di prima scelta per la maggior parte delle saldature di corpi valvola in nichel 200
Per la maggior parte delle saldature di produzione su Nichel 200 o Nichel 201, il punto di partenza predefinito è comunque ERNi-1 per GTAW/GMAW/PAW e ENi-1 per le riparazioni in campo SMAW. Questa raccomandazione non è arbitraria. L'ERNi-1 è utilizzato specificamente per nichel commercialmente puro prodotti battuti e fusi, tra cui il nichel 200 e 201, e l'aggiunta di titanio ha lo scopo di aiutare a controllare la porosità del metallo saldato. L'ENi-1 serve la stessa famiglia in forma di elettrodo ricoperto ed è ampiamente utilizzato quando le condizioni dell'officina o l'accesso rendono più pratico il SMAW. In altre parole, se il corpo della valvola è veramente un componente in nichel 200 e la chimica di servizio deve rimanere vicina al comportamento del nichel puro, una famiglia d'apporto di nichel puro corrispondente è di solito la base ingegneristica più sicura.
Il punto in cui i team si trovano in difficoltà è quello di ritenere che “corrispondente” significhi sempre “migliore”, indipendentemente dalla geometria e dal servizio. Nelle lamiere di nichel sottili e a bassa resistenza, la saldatura autogena può essere accettabile. Nei corpi valvola, tuttavia, raramente consiglio di costruire una procedura basata su passate autogene, a meno che il giunto non sia molto leggero, l'accesso sia eccellente e i dati di qualifica dimostrino già il risultato. Un corpo valvola presenta troppe variazioni di sezione e troppe penalizzazioni per le sollecitazioni da ritiro. Il riempimento non serve solo a riempire la scanalatura, ma anche a stabilizzare la metallurgia e il profilo della saldatura.
Quando un riempimento non corrispondente può essere giustificato
Ci sono casi in cui un riempimento non corrispondente diventa ragionevole, ma sono condizionati, non predefiniti. Ad esempio, ERNiCu-7 è comunemente utilizzato per i sistemi nichel-rame e può essere applicato in giunzioni dissimili che coinvolgono famiglie di nichel 200 e rame-nichel. Ciò lo rende un'opzione procedurale se il corpo valvola viene unito a un componente di transizione nichel-rame o a un attacco Cu-Ni. Ma per un corpo valvola in nichel 200 completamente bagnato in servizio caustico o ad alta purezza, l'abbandono della famiglia di riempimento in nichel puro deve essere giustificato dalle esigenze di servizio e confermato dalla qualifica, perché la chimica del deposito di saldatura non è più equivalente alla lega di base.
La stessa logica si applica alle cariche di nichel più “forti” o più altamente legate, talvolta scelte per facilitare la saldatura. Possono essere utili in giunzioni speciali di metalli dissimili, ma cambiano anche il quadro galvanico e di corrosione. Nel settore delle valvole, la mancata corrispondenza della corrosione è spesso più costosa delle difficoltà di saldatura. Un cordone che sembra bello in officina può ancora essere il cordone sbagliato se la chimica della superficie bagnata si discosta da quella prevista dal mezzo di processo. Ecco perché la scelta del metallo d'apporto per i corpi valvola deve essere sempre legata al mezzo di servizio, non solo al comfort del saldatore.
Tabella di confronto dei metalli d'apporto per i corpi valvola Nickel 200
La tabella seguente riflette la logica ingegneristica utilizzata dalla maggior parte dei team per la revisione. Selezione del metallo d'apporto per la saldatura al nichel 200 per i corpi valvola.
| Opzione di riempimento | Processo tipico / classificazione | Il miglior caso d'uso nei corpi valvola | Vantaggio principale | Attenzione principale | Raccomandazione ingegneristica |
|---|---|---|---|---|---|
| ERNi-1 | GTAW / GMAW / PAW, AWS A5.14 | Saldatura di produzione di corpi valvola in Nichel 200/201 battuti o fusi | La famiglia chimica più vicina al nichel puro; buona compatibilità con la corrosione; il Ti aiuta a controllare la porosità | Ancora sensibile alla contaminazione e alla diluizione | Riempitivo di prima scelta per la maggior parte delle procedure in officina |
| ENi-1 | SMAW, AWS A5.11 | Saldature in campo, saldature di riparazione o aree con accesso limitato al GTAW | Pratico per la manutenzione e la riparazione locale; compatibile con la famiglia Nickel 200/201 | La rimozione delle scorie e il controllo dell'apporto di calore dipendono maggiormente dalla geometria della valvola. | La migliore alternativa in campo/riparazione quando è necessario lo SMAW |
| Saldatura autogena | GTAW senza riempimento | Solo dettagli in nichel molto sottili e a bassa resistenza | Nessun errore di riempimento | Scarso adattamento per le sezioni del corpo valvola vincolate; rischio più elevato di problemi legati al restringimento | Di solito è da evitare come procedura per il corpo valvola principale |
| ERNiCu-7 | GTAW / GMAW / SAW | Giunti dissimili con parti in nichel 200 e Cu-Ni / nichel-rame | Utile riempimento di transizione nel giusto assemblaggio dissimile | Il metallo saldato non è più di tipo nichel puro; verificare attentamente la compatibilità con la corrosione e il servizio. | Utilizzare solo quando il progetto del giunto lo richiede veramente |
Flusso di lavoro pratico di selezione che gli ingegneri utilizzano realmente
La mia regola empirica è semplice. Innanzitutto, verificare se il corpo della valvola è veramente in nichel 200 nel senso del servizio, o se la temperatura di progetto e le condizioni di processo puntano davvero verso il nichel 201. Il nichel 200 è eccellente in molti ambienti corrosivi, in particolare negli alcali caustici, ma quando la temperatura si sposta nell'intervallo in cui la stabilità del carbonio è importante, il grado a basso tenore di carbonio diventa importante. Se la questione non è risolta, la scelta del riempitivo è prematura.
In secondo luogo, se il corpo è in nichel 200 e la chimica del bagnato deve rimanere vicina al nichel commercialmente puro, qualificarsi intorno a ERNi-1 come radice primaria e metallo di riempimento. Per la riparazione sul campo o il restauro locale, qualificare ENi-1. In terzo luogo, la pulizia deve essere considerata una variabile della saldatura, non un dettaglio di pulizia: zolfo, fosforo, piombo, bismuto e altri contaminanti simili sono i classici responsabili delle cricche nelle saldature di leghe di nichel. Strumenti dedicati, guanti puliti, solventi non contaminati e controllo della polvere in officina non sono opzionali.
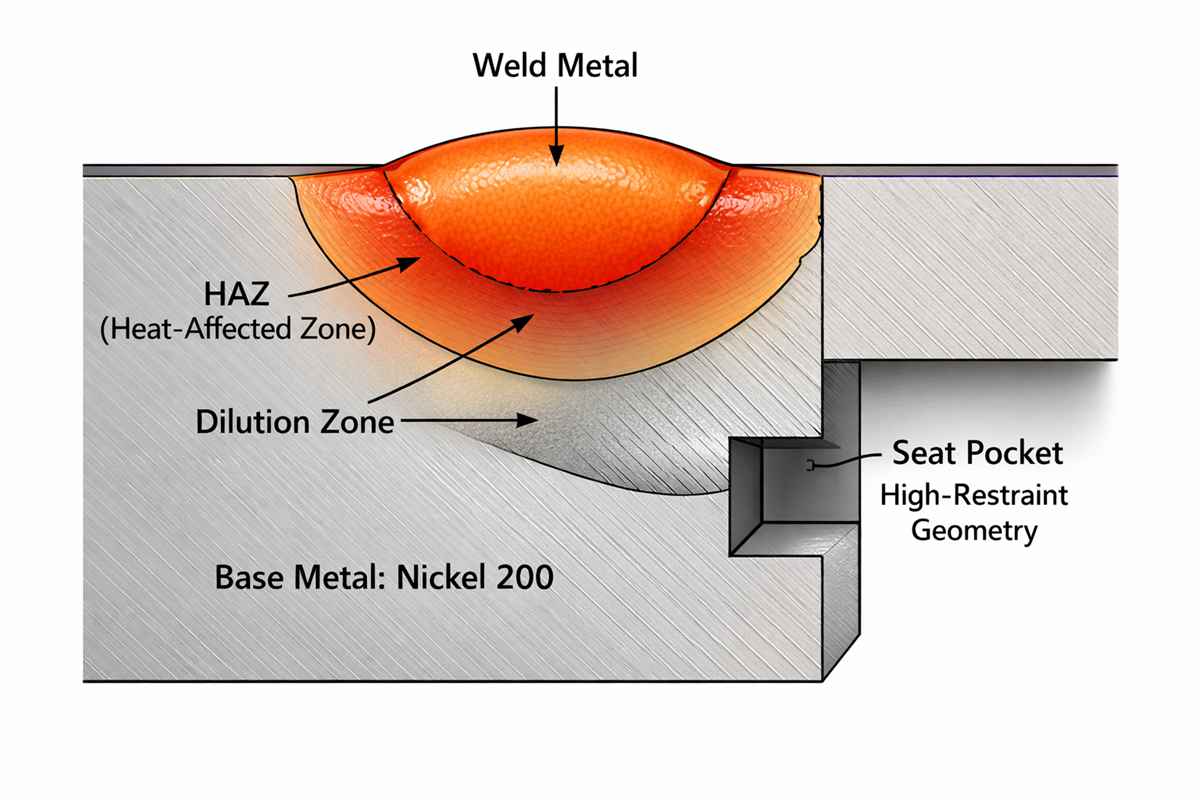
Quarto, attenzione alla diluizione. Se il corpo di una valvola Nickel 200 include una transizione dissimile, un'area imburrata o un punto precedentemente riparato, la chimica nelle prime passate può andare alla deriva più velocemente di quanto molti team si aspettino. Ciò è particolarmente importante in prossimità di fissaggi, attacchi o estremità di transizione in acciaio al carbonio. Sulla carta, il WPS può indicare Nickel 200; nell'area effettiva della radice, il deposito potrebbe essere già un'altra cosa. Quinto, progettare il giunto per il comportamento del nichel: angolo di scanalatura adeguato, apertura sufficiente della radice e penetrazione controllata e costante. I corpi valvola puniscono l'ottimismo delle scanalature strette.

Vista ingegneristica finale
Quindi, qual è la risposta breve a Selezione del metallo d'apporto per la saldatura al nichel 200 per i corpi valvola? Nella maggior parte dei casi, iniziare con ERNi-1 per la saldatura in officina e ENi-1 per la riparazione con SMAW, quindi mettere in discussione questa linea di base solo quando il giunto è dissimile, la chimica di servizio giustifica un deposito diverso o i dati di qualificazione dimostrano che un'altra strada è migliore. Per i corpi valvola, la scelta del riempitivo deve proteggere in primo luogo il comportamento alla corrosione, in secondo luogo la solidità della saldatura e in terzo luogo la convenienza dell'officina. Se si inverte l'ordine, di solito si pagano le conseguenze con una rilavorazione o un guasto in servizio.
Se state acquistando fucinati, fusioni, barre o materiali di saldatura in nichel 200 per la produzione di valvole, il modo più rapido per evitare false partenze è quello di esaminare insieme quattro fattori: il mezzo di servizio, la temperatura di progetto, il percorso di produzione del corpo e il processo di saldatura. Una volta che questi elementi sono chiari, la selezione dei materiali d'apporto diventa molto meno misteriosa. Se lo desiderate, posso trasformare questo articolo in un versione blog B2B più commerciale, a versione della pagina di destinazione del prodotto, o un Versione delle FAQ ottimizzata per Google-snippet per 28Nickel.
Domande e risposte correlate
1) ERNi-1 è sempre il miglior riempitivo per i corpi valvola in nichel 200?
Non sempre, ma è la linea di base più comunemente scelta per la saldatura in officina dei corpi valvola in nichel 200/201, perché appartiene alla famiglia delle leghe di nichel puro ed è destinata a queste leghe. È consigliabile discostarsi da essa solo se le condizioni di servizio o la progettazione di giunti dissimili giustificano la modifica.
2) Devo passare dal nichel 200 al nichel 201 per il servizio di valvole ad alta temperatura?
Se la temperatura di servizio supera i 600°F / 315°C circa, la questione diventa importante. Il nichel 201 ha un tenore di carbonio inferiore ed è più resistente all'infragilimento dovuto alla grafitizzazione a temperature elevate.
3) I corpi valvola in nichel 200 possono essere saldati a metalli dissimili?
Sì, ma il riempitivo deve essere scelto in base all'effettiva combinazione dissimile e al comportamento di corrosione richiesto per la zona di saldatura. Ad esempio, le situazioni di transizione nichel-rame possono giustificare l'ERNiCu-7, ma ciò non lo rende la scelta predefinita per un corpo bagnato in nichel 200 puro.


