Quando gli ingegneri discutono Inconel 625 selezione del metallo d'apporto per la saldatura dei corpi valvola, L'errore è raramente quello di scegliere un filo per abitudine; il vero errore è ignorare la metallurgia, le condizioni di colata, la diluizione e il mezzo di servizio come un sistema combinato. Il corpo di una valvola non è una cedola. Può trattarsi di un componente fuso che mantiene la pressione, con variazioni di sezione, vincoli locali, precedenti riparazioni e un'esposizione alla corrosione che punisce ogni scorciatoia. In questo contesto, la scelta del riempitivo non è un esercizio di catalogo. È una decisione di controllo del rischio.
Per la maggior parte dei lavori di fabbricazione e riparazione di corpi valvola in lega 625, la risposta predefinita è in realtà ERNiCrMo-3 per GTAW/GMAW e ENiCrMo-3 per SMAW. Questo è il punto di partenza standard, perché corrisponde in linea di massima alla resistenza alla corrosione e alla capacità alle alte temperature che ci si aspetta dal 625. Ma gli ingegneri esperti di saldatura sanno che la risposta giusta può cambiare quando il corpo è una fusione, quando la prima passata sarà fortemente diluita, quando sono coinvolti mezzi contenenti zolfo o quando l'area di riparazione contiene già componenti segregati ricchi di niobio. In altre parole, Selezione del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola deve basarsi sulle condizioni di servizio e sulla metallurgia della saldatura, non solo sul grado nominale del metallo base.
Perché la scelta del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola non è “abbinare il metallo di base e andare avanti”.”
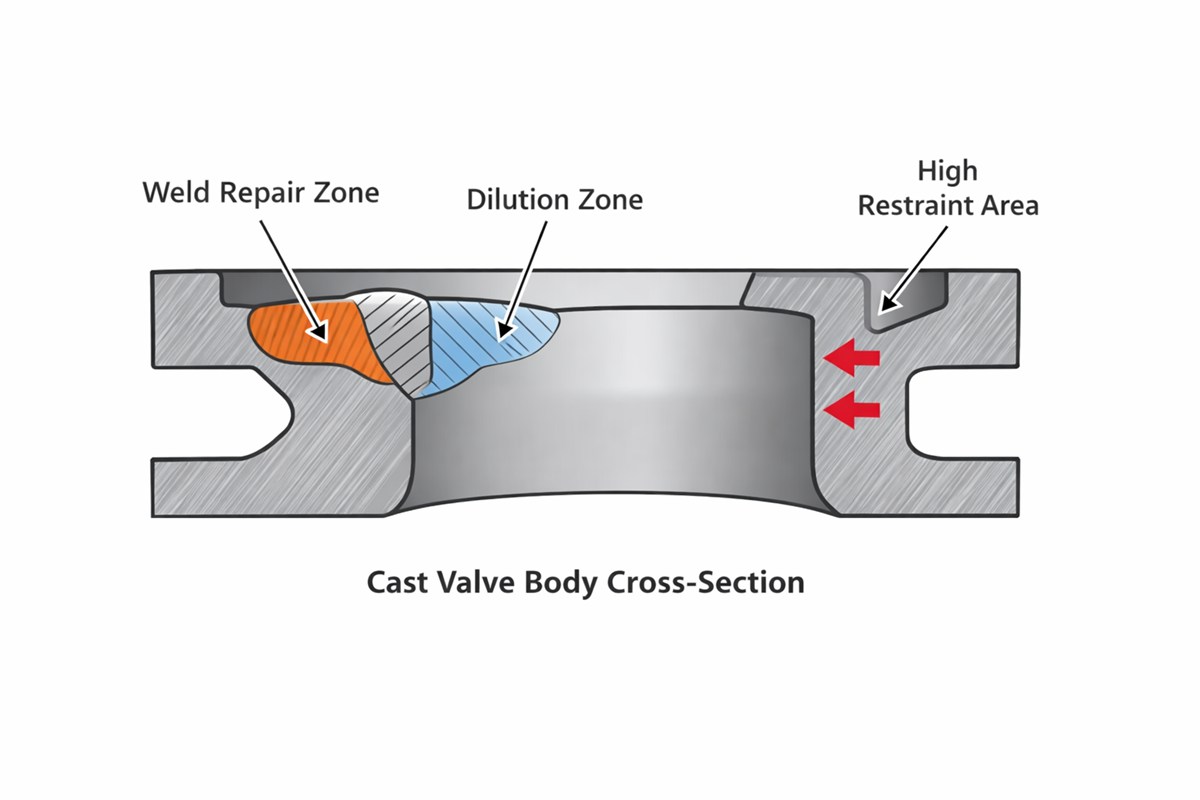
La lega 625 deriva le sue prestazioni da una chimica nichel-cromo-molibdeno-niobio. In servizio, questo conferisce una forte resistenza all'attacco dei cloruri, in molti ambienti acidi, e un'utile combinazione di forza e tenacità. Nella saldatura, tuttavia, la stessa chimica richiede attenzione. La segregazione del niobio nelle strutture di solidificazione della fusione o della saldatura può favorire la formazione di fasi interdendritiche, compresi i costituenti di tipo Laves, soprattutto quando l'apporto di calore è eccessivo o quando la chimica locale è spinta dalla diluizione. Ciò è importante nei corpi valvola spessi, dove la costrizione è elevata e le saldature di riparazione sono spesso locali piuttosto che uniformi.
Ecco perché Selezione del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola non può essere ridotta a una raccomandazione di una sola riga. Se si sta saldando il 625 battuto con il 625 battuto in condizioni di officina controllate, l'ERNiCrMo-3 è di solito la risposta più pulita. Se si sta riparando un corpo valvola fuso con una storia termica precedente incerta, un'escavazione locale della porosità o molteplici arresti, è necessario pensare al di là della sola corrispondenza chimica. La saldabilità, la sensibilità alle cricche, il margine di corrosione richiesto dopo la diluizione e la probabilità di rilavorazione entrano a far parte della selezione dei materiali di consumo.
Un altro problema pratico è la chimica del primo passaggio. In una scanalatura di riparazione su un corpo valvola fuso, la radice e il primo passaggio di riempimento possono essere diluiti dal materiale di base tanto da alterare il comportamento alla corrosione e la microstruttura. In presenza di un mezzo corrosivo, gli ingegneri spesso proteggono le prestazioni controllando il posizionamento dei cordoni, limitando l'apporto di calore e, se giustificato dalla qualificazione della procedura, utilizzando una strategia di consumo che ripristina la lega negli strati successivi. Questa è una delle ragioni ingegneristiche fondamentali che stanno alla base di un'attenta Selezione del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola.
Scelte pratiche di stucco per la fabbricazione e la riparazione del corpo valvola
Nella produzione quotidiana, ERNiCrMo-3 rimane la raccomandazione principale per le applicazioni GTAW, PAW e per molte applicazioni GMAW che coinvolgono i corpi valvola in lega 625. Offre un equilibrio consolidato di forza, resistenza alla corrosione e familiarità con i codici. Per le riparazioni ad arco metallico schermato, la via dell'elettrodo a bastoncino è ENiCrMo-3. Se le specifiche di servizio richiedono prestazioni chimiche e di corrosione vicine alle aspettative dello standard 625, questi sono di solito i primi materiali di consumo da convalidare tramite WPS/PQR.
Detto questo, non tutti i corpi valvola si comportano come una lastra di ferro ideale. Le fusioni possono presentare segregazione, discontinuità locali dovute al ritiro o variabilità microstrutturale in prossimità delle sezioni più alte o più pesanti. In questi casi, alcuni team di ingegneri valutano metalli d'apporto alternativi al Ni-Cr-Mo con una minore sensibilità al niobio o un margine di corrosione più elevato, ma solo dopo aver effettuato i test di qualificazione. Ciò è particolarmente importante quando la saldatura è una riparazione, non una fabbricazione originale, e quando le specifiche del cliente si concentrano sulle effettive prestazioni di corrosione piuttosto che sull'esatta chimica del deposito. Il punto non è che un riempitivo alternativo sia sempre migliore; il punto è che Selezione del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola deve essere convalidato rispetto al servizio reale e alle condizioni effettive di colata.
Un flusso di selezione disciplinato pone solitamente cinque domande:
- Il corpo della valvola è fuso o battuto e qual è la reale certificazione chimica?
- Si tratta di una lavorazione a piena penetrazione, di una riparazione locale, di una sovrapposizione o di una giunzione dissimile?
- Quanta diluizione ci si deve aspettare nel primo passaggio?
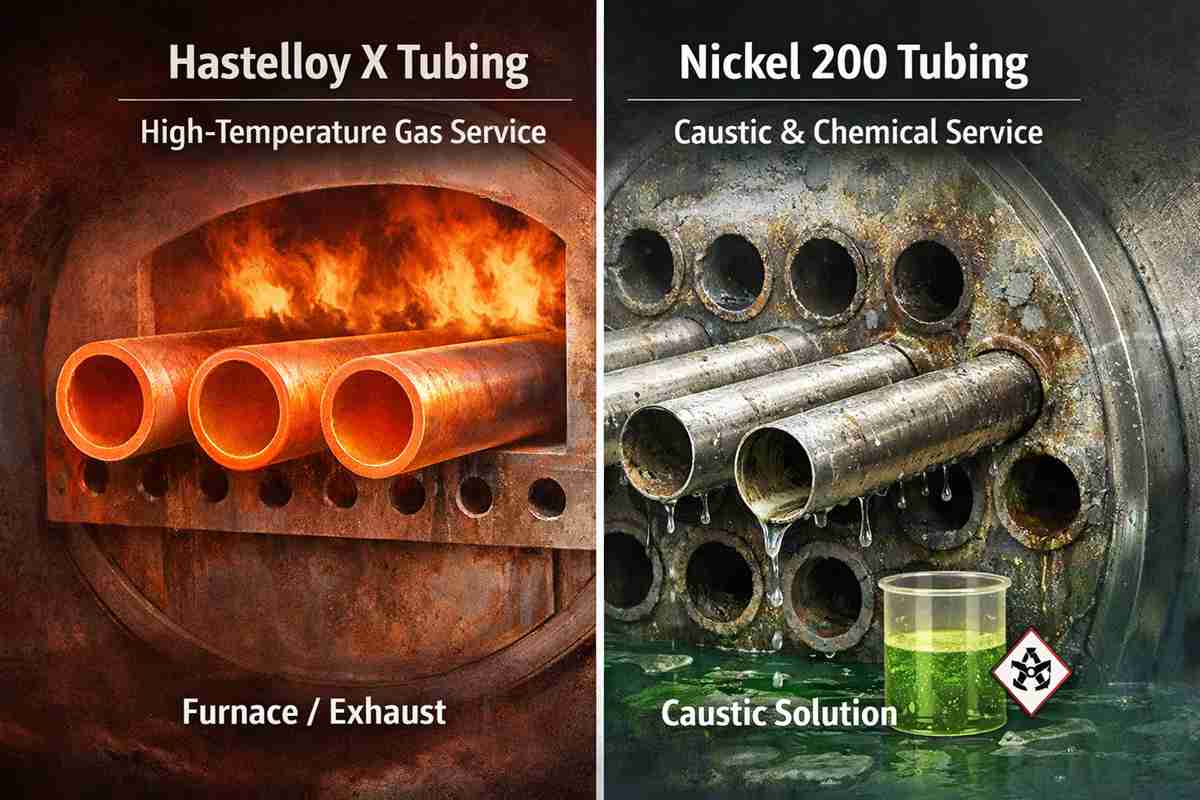
- Qual è la modalità di danneggiamento dominante in servizio: pitting, corrosione interstiziale, attacco di solfuro, fatica termica o erosione-corrosione?
- L'acquirente richiede una chimica corrispondente o prestazioni verificate dopo la qualificazione?
Queste domande sono molto più utili di affermazioni generiche. Esse trasformano Selezione del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola in una decisione ingegneristica invece che in una scorciatoia d'acquisto.
| Stato del corpo valvola / applicazione | Metallo d'apporto consigliato | Processo tipico | Perché è preferibile | Principali punti di attenzione |
|---|---|---|---|---|
| Lavorazione da 625 a 625 battuto | ERNiCrMo-3 | GTAW / GMAW / PAW | La migliore accoppiata per forza e resistenza alla corrosione 625 | Controllo dell'apporto di calore per ridurre la segregazione e la distorsione |
| Riparazione del corpo valvola in ghisa 625, moderata limitazione | ERNiCrMo-3 | GTAW / SMAW | Percorso di qualificazione familiare e ampia accettazione da parte del settore | Attenzione alla diluizione, alla profondità di scavo della porosità e al rischio di fessurazione interdendritica. |
| Riparazione del calco 625 con anamnesi incerta o grave segregazione locale | Riempimento alternativo Ni-Cr-Mo solo dopo la convalida PQR | GTAW | Può essere valutato nei casi in cui sia necessaria una ridotta sensibilità al Nb o un maggiore margine di corrosione. | Non deve essere sostituito senza la qualifica della procedura e la revisione del servizio. |
| 625 restauro di rivestimenti/sovracoperture sulle superfici dei corpi valvola | ERNiCrMo-3, spesso con strategia multistrato | GTAW / GMAW | Ripristina la chimica di superficie resistente alla corrosione dopo la diluizione | Il primo strato può essere diluito; la chimica finale dipende dallo spessore del deposito. |
| 625 a giunto inossidabile o in lega di nichel dissimile nel gruppo valvola | Spesso ERNiCrMo-3 | GTAW / GMAW | Buona tolleranza per le giunzioni dissimili e forte resistenza alla corrosione | Controllare la mancata corrispondenza dell'espansione termica e la chimica del lato servizio |
Dettagli della procedura che contano quanto la designazione del riempitivo
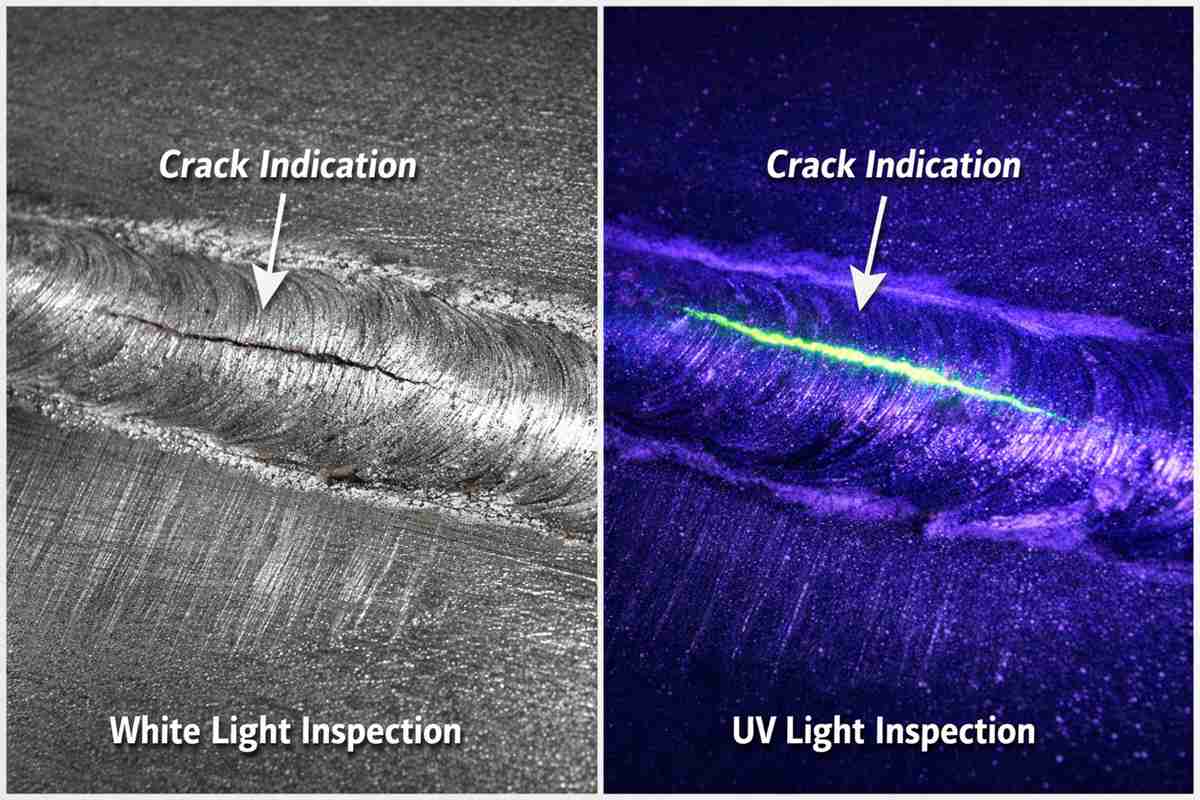
Anche il filo corretto non può salvare una procedura di saldatura scadente. La pulizia non è negoziabile. La contaminazione da zolfo, piombo, olio, vernice, polvere d'officina e ferro crea difetti che vengono poi imputati all'apporto di materiale. Sui corpi valvola, la preparazione del giunto deve rimuovere completamente il metallo danneggiato e confermare la solidità dei fianchi; in caso contrario, il saldatore si trova a sigillare il problema. In genere si preferisce un apporto di calore basso e controllato, soprattutto per le saldature di riparazione, perché un'esposizione termica eccessiva aumenta la segregazione e può allargare la vulnerabile rete interdendritica.
Per le fusioni contenenti pressione, il TIG viene spesso scelto per la radice e per le zone critiche di riparazione, perché offre un controllo preciso della pozzanghera e una minore contaminazione da spruzzi. La temperatura di interpass deve essere conservativa. I cordoni sono di solito più sicuri della tessitura larga quando la sensibilità alle cricche è un problema. Se la resistenza alla corrosione è fondamentale, i tecnici devono pensare per strati, non solo per etichette di riempimento: la chimica finale della superficie depositata dopo la diluizione è ciò che vede il mezzo.
Il riassunto migliore è quindi semplice. Selezione del metallo d'apporto per la saldatura dell'Inconel 625 per i corpi valvola normalmente inizia con ERNiCrMo-3 o ENiCrMo-3, ma la decisione finale deve essere guidata dalle condizioni della colata, dalla geometria della riparazione, dalla diluizione e dalla severità del servizio. È questa la differenza tra una saldatura che supera semplicemente l'ispezione e una che sopravvive alle reali condizioni operative.

Conclusione
Per gli ingegneri e gli acquirenti, la regola più sicura è la seguente: non specificare il metallo d'apporto per un corpo valvola in lega 625 solo in base al nome del metallo di base. Esaminate la forma del corpo valvola, il mezzo di servizio, la storia delle riparazioni e la diluizione prevista, quindi qualificate il materiale di consumo con la procedura. In molti casi, ERNiCrMo-3 è assolutamente la risposta giusta. Nelle riparazioni difficili, può essere solo il punto di partenza. I buoni risultati derivano dalla metallurgia, non dall'abitudine.
Domande e risposte correlate
1. L'ERNiCrMo-3 è sempre la scelta migliore per i corpi valvola in Inconel 625?
Non sempre. È la prima scelta standard per la maggior parte dei lavori di fabbricazione e riparazione, ma una forte diluizione, la segregazione della colata o mezzi di servizio insoliti possono richiedere un'ulteriore qualificazione o una strategia alternativa per il consumo di Ni-Cr-Mo.
2. Perché i corpi valvola fusi necessitano di maggiore cautela rispetto alle parti in ferro battuto 625?
Le strutture fuse possono presentare una maggiore segregazione, discontinuità locali e una risposta variabile all'apporto di calore. Ciò aumenta il rischio di cricche e rende meno prevedibile la metallurgia delle saldature di riparazione.
3. La scelta del riempimento garantisce da sola la resistenza alla corrosione in un corpo valvola riparato?
No. La resistenza alla corrosione dipende dalla chimica depositata dopo la diluizione, dalla sequenza dei cordoni, dall'apporto di calore, dagli strati superficiali finali e dalla qualità dell'ispezione post-saldatura, non solo dalla classificazione del filo.