Quando os engenheiros discutem Monel K-500 welding filler metal selection for valve bodies, the mistake I see most often is treating filler choice as a catalog exercise. It is not. For valve bodies, the filler has to survive a very specific combination of demands: chloride-bearing media, pressure-boundary integrity, local restraint, section thickness, and post-weld property expectations. Monel K-500 is not simply “Monel with more strength.” It is a precipitation-hardenable Ni-Cu alloy with aluminum and titanium additions, and that changes the welding logic completely. If you choose filler by nominal chemistry alone, you may protect corrosion resistance yet miss strength recovery, or you may chase strength and create a cracking problem that shows up during PT, RT, or service.

Monel K-500 welding filler metal selection for valve bodies starts with metallurgy
The first principle behind Monel K-500 welding filler metal selection for valve bodies is that the base alloy gets its elevated strength from age hardening, not from solid-solution chemistry alone. In the weld zone and adjacent heat-affected zone, that strengthening condition is disturbed. In practice, this means an as-welded joint may offer excellent corrosion resistance yet still fall short of the original aged base-metal strength or hardness.
That is why experienced fabricators do not ask only, “Which filler is compatible with Monel K-500?” They ask three more important questions. First, is the valve body a pressure-retaining component or a non-critical attachment? Second, is the priority corrosion matching, strength matching, or crack resistance? Third, will the valve body be re-aged after welding, or must the weld be accepted in the as-welded condition?
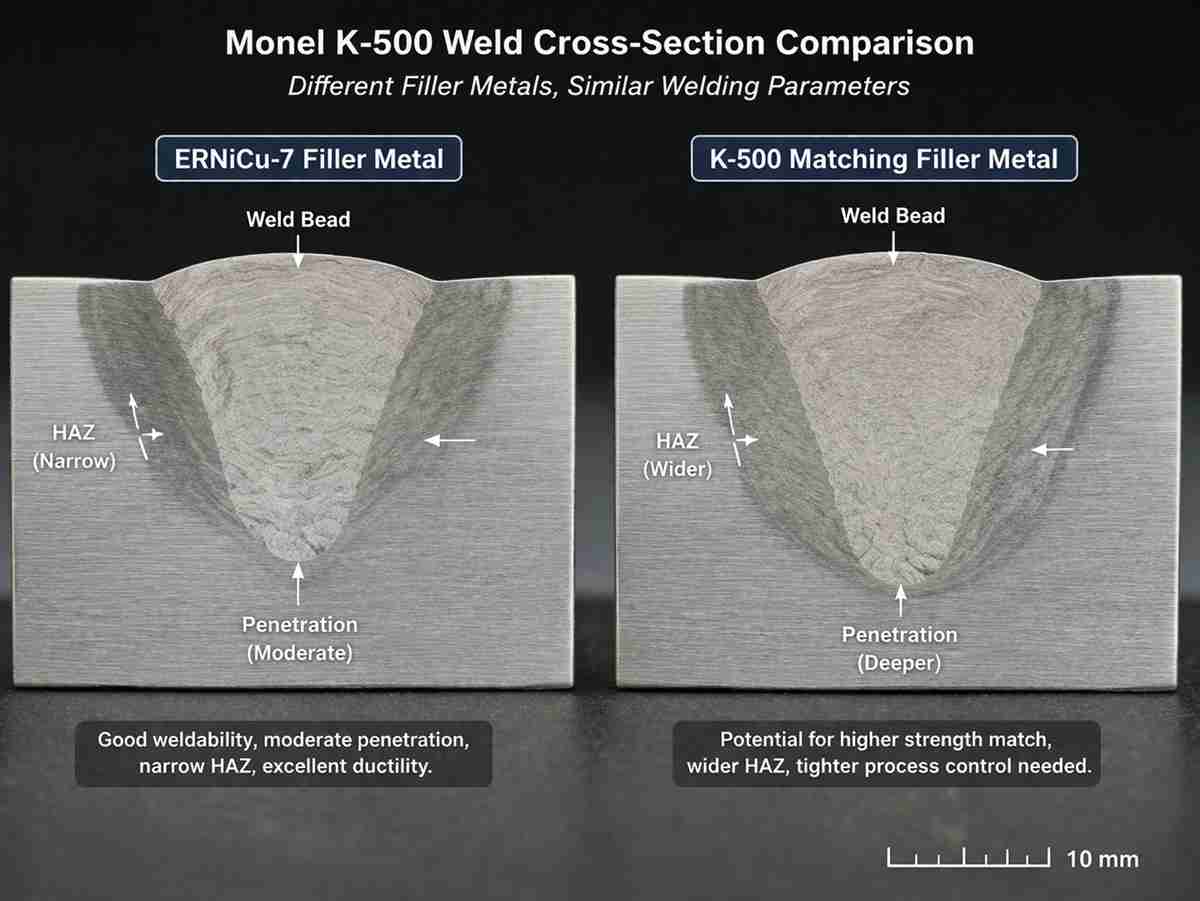
For many valve body repairs and new fabrications, Monel K-500 welding filler metal selection for valve bodies often points toward nickel-copper fillers such as ERNiCu-7 or ENiCu-7. These fillers usually give predictable weldability, good ductility, and corrosion behavior aligned with the Ni-Cu family. However, they do not fully reproduce the age-hardened strength level of Monel K-500. That tradeoff is acceptable in many corrosion-driven services, but not in every pressure-boundary case.
Where higher strength is required, some shops consider proprietary Monel K-500-type matching fillers or Monel Filler Metal 60. This route can be metallurgically sound, but it narrows the welding window. Aluminum and titanium increase sensitivity to hot cracking, cleanliness becomes more critical, and heat input control matters more. So Monel K-500 welding filler metal selection for valve bodies is never just about choosing the “strongest” consumable. It is about selecting the filler that can still be welded reproducibly under shop conditions.
| Filler option | Typical use case on valve bodies | Main advantage | Main limitation | Practical engineering comment |
|---|---|---|---|---|
| ERNiCu-7 (GTAW/GMAW) | Repair welds, seal areas, corrosion-focused fabrication, moderate restraint joints | Good weldability, good ductility, Ni-Cu corrosion compatibility | Weld metal strength usually below aged K-500 base metal | Often the safest first-choice filler when crack resistance and fabricability matter most |
| ENiCu-7 (SMAW) | Field repair or maintenance where stick welding is required | Practical for site work, good compatibility with Ni-Cu alloys | More slag handling, operator variability, lower productivity | Useful when valve body access is poor or shop GTAW is unavailable |
| Monel Filler Metal 60 / matching K-500-type filler | Strength-sensitive joints qualified by procedure testing | Better potential to approach base-metal chemistry and property targets | Higher crack sensitivity, tighter process control required | Best used only after procedure qualification, macro-exam, hardness, and NDT confirmation |
| Ni-Cr-Mo fillers for dissimilar transitions | Joining to selected higher-alloy components, not typical for wetted Monel surfaces | Good for some dissimilar-metal design situations | Chemistry mismatch, dilution concerns, possible corrosion-system mismatch | Should be justified by service environment and qualified carefully |
| Austenitic stainless fillers | Generally not preferred for Monel K-500 valve bodies | Easy availability | Galvanic/corrosion mismatch and property inconsistency | Usually a poor engineering choice except in highly specific non-wetted temporary situations |
What really controls success after filler selection
Even the best answer to Monel K-500 welding filler metal selection for valve bodies can fail if the procedure is sloppy. Monel K-500 is unforgiving of contamination. Sulfur, lead, zinc, oil, paint, and shop dirt can quickly turn a sound weld plan into porosity or cracking. I recommend aggressive mechanical cleaning followed by solvent cleaning immediately before welding. For critical valve bodies, tooling, gloves, and abrasives should be dedicated to ligas de níquel.
Heat input should stay controlled and consistent. In most cases, no preheat is required, and excessive interpass temperature is undesirable because it broadens the softened region and increases distortion risk. Stringer beads are usually preferable to wide weave beads. GTAW is commonly the best process for root quality and controlled dilution on valve cavities, bosses, and flange transitions. If section thickness is high, buttering and sequence planning may be needed to reduce restraint and distribute shrinkage stress.
Another point often missed in Monel K-500 welding filler metal selection for valve bodies is dilution. On a repair in a highly restrained valve body, the first pass chemistry can deviate enough to change cracking tendency and local corrosion behavior. That is one reason mock-up welds are worth the time. Macro-etch, hardness mapping, liquid penetrant testing, and where needed corrosion or bend testing will tell you far more than a filler data sheet ever will.
If the valve body must recover something closer to original K-500 properties, post-weld heat treatment strategy becomes part of the filler decision. Some components can be solution treated and re-aged after welding. Many finished valve bodies cannot, because of distortion risk, dimensional tolerance, seat geometry, or commercial schedule. In those cases, the welding engineer must accept that Monel K-500 welding filler metal selection for valve bodies is a compromise between weldability and final local properties. Good engineering means making that compromise explicit before production starts.
Final engineering view
My practical recommendation is straightforward. If the valve body service is corrosion-dominant and the weld must be made reliably with low cracking risk, start by qualifying ERNiCu-7 or ENiCu-7, depending on process. If the application is strength-sensitive and the owner expects closer recovery of K-500 properties, evaluate a matching K-500-type filler or Monel Filler Metal 60—but only with a disciplined procedure qualification program. In other words, the correct answer to Monel K-500 welding filler metal selection for valve bodies does not come from a brochure. It comes from metallurgy, restraint analysis, service conditions, and test evidence.
If you are reviewing a valve body repair or a new welding procedure, the fastest way to reduce risk is to compare the base material certificate, hardness target, service medium, and actual weld process side by side. That is usually where the right filler choice becomes obvious.
Perguntas e respostas relacionadas
1. Is ERNiCu-7 the default choice for Monel K-500 valve body welding?
Often yes, especially when weldability, crack resistance, and corrosion compatibility are more important than matching the full aged strength of the base metal. But it should not be treated as an automatic choice for every pressure-boundary valve body.
2. Can a matching K-500 filler always give better performance?
Not always. It may provide a better path toward higher strength, but it also increases sensitivity to cracking and process variation. Without strong procedure qualification, it can create more risk than benefit.
3. Why do some Monel K-500 welds pass NDT but still underperform in service?
Because NDT confirms soundness, not full property recovery. A weld can be free of cracks and still contain softened zones, unfavorable dilution, or lower-than-expected hardness relative to the aged base material.