When engineers ask for an Inconel 600 dye penetrant testing quality checklist, they are usually not chasing paperwork. They are trying to avoid a familiar failure mode: a clean-looking surface that still hides an open crack, lack-of-fusion at a weld toe, or a processing defect that only becomes obvious after shipment, pickling, or first thermal cycle. With Inconel 600, that concern is justified. This nickel-chromium alloy is widely selected for heat, corrosion, and chloride-containing service, but its value in service is only as good as the discipline behind inspection.
Dye penetrant testing, or PT, is often treated as a routine release step. That is a mistake. On Inconel 600 plate, pipe, peças forjadas, machined parts, and weldments, PT is highly sensitive to surface condition, cleaning quality, heat tint removal, dwell control, lighting, and the inspector’s ability to separate real linear indications from harmless geometry-related bleed-out. A passing report means little if the process was weak.
Why PT matters so much for Inconel 600
Inconel 600 is nonmagnetic, so magnetic particle testing is not an option. That makes liquid penetrant testing one of the most practical methods for detecting surface-breaking discontinuities before final delivery. In real production, the defects of concern are rarely dramatic. They are often fine, tight, and discontinuous: grinding cracks, crater cracks, weld toe cracks, machining tears, surface porosity opened by pickling, or localized linear indications beside repaired areas.
There is another complication. Ligas de níquel do not forgive sloppy surface preparation. Heat tint, smeared metal from aggressive machining, residual oil, embedded shop dirt, and even excess blasting can all distort PT sensitivity. If the surface is not properly conditioned, the inspection may satisfy a traveler while still missing the defect that matters.

Building an Inconel 600 dye penetrant testing quality checklist that actually protects quality
A useful checklist is not a generic NDT form. It should force the supplier, inspector, and buyer to verify the variables that change the reliability of the result.
Start with the surface itself. Ask whether the inspection was performed before or after pickling, grinding, weld dressing, or final machining. That sequence matters. PT done too early may miss defects later exposed by finishing. PT done after heavy polishing may mask shallow discontinuities by smearing metal across the opening. On weldments, the checklist should record whether heat tint and oxide were fully removed without over-grinding the surface.
Then look at the process chemistry. Was the penetrant system appropriate for the part geometry and surface finish? Very rough surfaces create high background. Very smooth, heavily polished surfaces may retain less visible bleed-out on tight defects. The checklist should identify the penetrant type, sensitivity level if specified, developer type, cleaner used, and batch traceability. Serious suppliers record this because consumable control is not clerical housekeeping; it is part of test validity.
Temperature is another frequently ignored variable. PT materials are qualified to work within defined temperature ranges. If Inconel 600 components were inspected in a hot shop, beside a furnace line, or immediately after thermal processing, the actual part temperature matters. So do dwell time and development time. Too short, and fine discontinuities do not produce a readable indication. Too long, and irrelevant background rises, especially around weld ripples, machining marks, and edges.
Lighting and viewing conditions belong on every serious Inconel 600 dye penetrant testing quality checklist. For visible systems, white light intensity must be adequate and verified. For fluorescent systems, UV-A intensity, ambient white light control, and operator dark adaptation are all part of the inspection environment. A report that says “PT OK” without documenting viewing conditions is weak evidence.
Practical checklist table for incoming inspection or supplier audits
| Checklist Item | What to Verify on Inconel 600 | Porque é que é importante | Typical Red Flag |
|---|---|---|---|
| Material identity | Heat number, alloy grade, product form match PO/MTC | Prevents wrong-alloy release | PT done on parts with unclear traceability |
| Inspection stage | PT after final relevant surface preparation | Defects can open or close during finishing | PT performed before final grind or pickling |
| Limpeza da superfície | No oil, paint, scale, oxide, or shop contamination | Contaminants block penetrant entry | Solvent wipe only on heavy weld tint |
| Heat tint removal | Weld oxide fully removed without gouging | Oxide masks fine cracks | Dark tint remains near HAZ |
| Surface condition | Roughness acceptable; no metal smear from machining | Smear can seal discontinuities | Bright polished area beside aggressive machining |
| Penetrant system | Type, method, sensitivity, batch recorded | Confirms process suitability and traceability | Unidentified consumables |
| Temperature control | Part and materials within qualified range | Affects penetration and bleed-out | Hot parts inspected straight from shop floor |
| Tempo de espera | Penetration and development times recorded | Directly affects sensitivity | “Standard time” written without value |
| Remoção do excesso de penetrante | Proper cleaning without over-washing | Over-washing can erase fine indications | Heavy solvent action on suspect area |
| Lighting conditions | White light or UV-A verified and documented | Determines readability of indications | No lux/UV record |
| Indication evaluation | Linear vs rounded indications assessed to acceptance criteria | Prevents false acceptance/rejection | “No defects” with no classification notes |
| Post-cleaning and preservation | Residues removed; corrosion-sensitive surfaces protected | Maintains final product condition | Developer residue left in crevices |
| Inspector qualification | Qualified operator and valid procedure | Ensures competency and compliance | No operator ID or procedure reference |
| Exaustividade do relatório | Date, part ID, area inspected, results, disposition | Makes the result auditable | Generic PT certificate with minimal detail |
What experienced buyers and engineers look for beyond a “PT passed” stamp
A credible PT result on Inconel 600 does not stop at indication visibility. You need to ask how the result was interpreted.
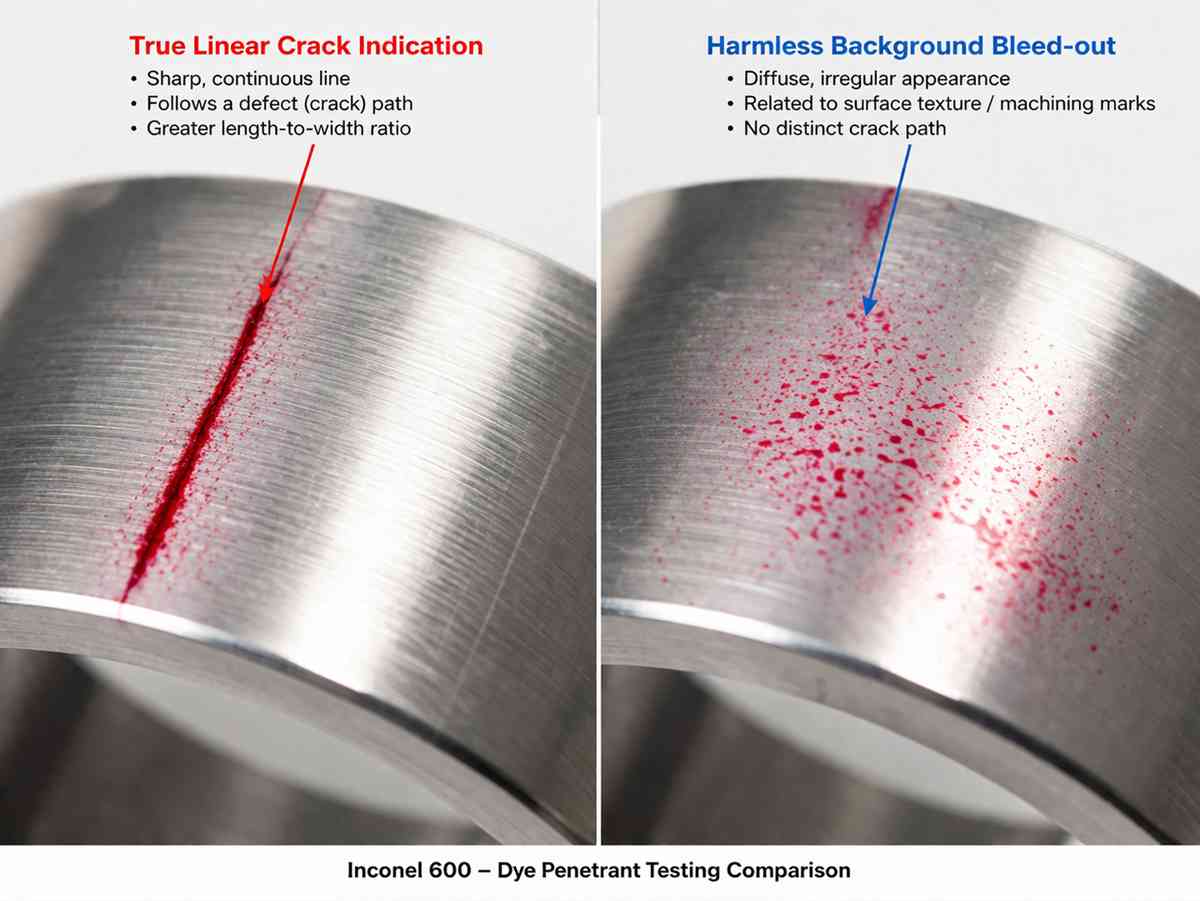
Linear indications deserve special attention. On nickel alloy weldments, a fine linear indication at the weld toe or crater edge should never be dismissed casually as a grinding mark or profile effect. Rounded indications may be acceptable in some codes depending on size and distribution, but aligned rounded indications can signal a more serious surface-connected condition. The report should reference the applicable acceptance standard, not the inspector’s personal judgment.
For machined bar, rings, and forged components, watch areas with directionally smeared metal. A part can look excellent after fine machining and still be difficult to inspect reliably. In that case, a disciplined supplier may lightly etch, pickle, or condition the surface before PT to reopen shallow discontinuities. That is good practice when controlled properly. What you do not want is decorative surface improvement that reduces detectability.
The same logic applies to repaired areas. If weld repair, blend grinding, or local rework was performed, the Inconel 600 dye penetrant testing quality checklist should require targeted reinspection of the repaired zone and adjacent heat-affected area. Broad statements such as “100% PT tested” are less useful than area-specific records tied to repair history.
Final takeaway
If you are buying Inconel 600 for pressure-retaining, high-temperature, or corrosion-critical service, do not treat PT as a box-ticking exercise. A strong Inconel 600 dye penetrant testing quality checklist gives you something far more valuable than a certificate: it shows whether the inspection had a real chance of finding the discontinuities that matter.
At 28Nickel, the most productive technical discussions usually begin when a customer sends not only the drawing, but also the acceptance basis, surface condition expectations, and NDT documentation requirements. That is where quality becomes measurable. If your current supplier’s PT records are thin, inconsistent, or overly generic, that is usually not a paperwork issue. It is a process-control issue.
Perguntas e respostas relacionadas
1. Is dye penetrant testing enough for all Inconel 600 defects?
No. PT only finds discontinuities that are open to the surface. It is excellent for surface-breaking cracks, laps, or open porosity, but it cannot reliably detect subsurface defects. For thicker sections or critical forgings, PT is often complemented by ultrasonic testing or radiography, depending on geometry and code requirements.
2. Should Inconel 600 be pickled before dye penetrant testing?
Often, yes—especially on weldments with heavy heat tint or oxide. Proper pickling or controlled surface conditioning can improve defect detectability by removing oxide films that block penetrant entry. However, the sequence must be controlled, because over-cleaning, excessive polishing, or metal smear from rework can also reduce sensitivity.
3. What is the most common quality mistake in PT of Inconel 600 parts?
The most common mistake is poor surface preparation combined with weak documentation. In practice, missed cracks are often linked to residual heat tint, smeared machining surfaces, over-washing during penetrant removal, or incomplete records of dwell time and lighting conditions.