When engineers discuss Inconel 625 welding filler metal selection for valve bodies, the mistake is rarely choosing a wire by habit; the real mistake is ignoring metallurgy, casting condition, dilution, and service medium as a combined system. A valve body is not a coupon. It may be a cast pressure-retaining component with section changes, local restraint, previous repair history, and corrosion exposure that punishes every shortcut. In that context, filler selection is not a catalog exercise. It is a risk-control decision.
For most valve body fabrication and repair work on Alloy 625, the default answer is indeed ERNiCrMo-3 for GTAW/GMAW and ENiCrMo-3 for SMAW. That is the standard starting point because it broadly matches the corrosion resistance and elevated-temperature capability expected from 625. But experienced welding engineers know that the right answer can shift when the body is a casting, when the first pass will be heavily diluted, when sulfur-bearing media are involved, or when the repair area already contains segregated niobium-rich constituents. In other words, Inconel 625 welding filler metal selection for valve bodies must be based on service conditions and weld metallurgy, not only on nominal base-metal grade.
Why Inconel 625 welding filler metal selection for valve bodies is not “match the base metal and move on”
Alloy 625 derives its performance from a nickel-chromium-molybdenum-niobium chemistry. In service, this gives strong resistance to chloride attack, many sour environments, and a useful combination of strength and toughness. In welding, however, the same chemistry demands attention. Niobium segregation in cast or weld solidification structures can promote the formation of interdendritic phases, including Laves-type constituents, especially when heat input is excessive or when the local chemistry is pushed by dilution. That matters in thick valve bodies where restraint is high and repair welds are often local rather than uniform.
This is why Inconel 625 welding filler metal selection for valve bodies cannot be reduced to a one-line recommendation. If you are welding wrought 625 to wrought 625 in controlled shop conditions, ERNiCrMo-3 is usually the cleanest answer. If you are repairing a cast valve body with uncertain prior thermal history, local porosity excavation, or multiple stop-starts, you should think beyond chemistry matching alone. Weldability, crack sensitivity, required corrosion margin after dilution, and the probability of rework all become part of consumable selection.
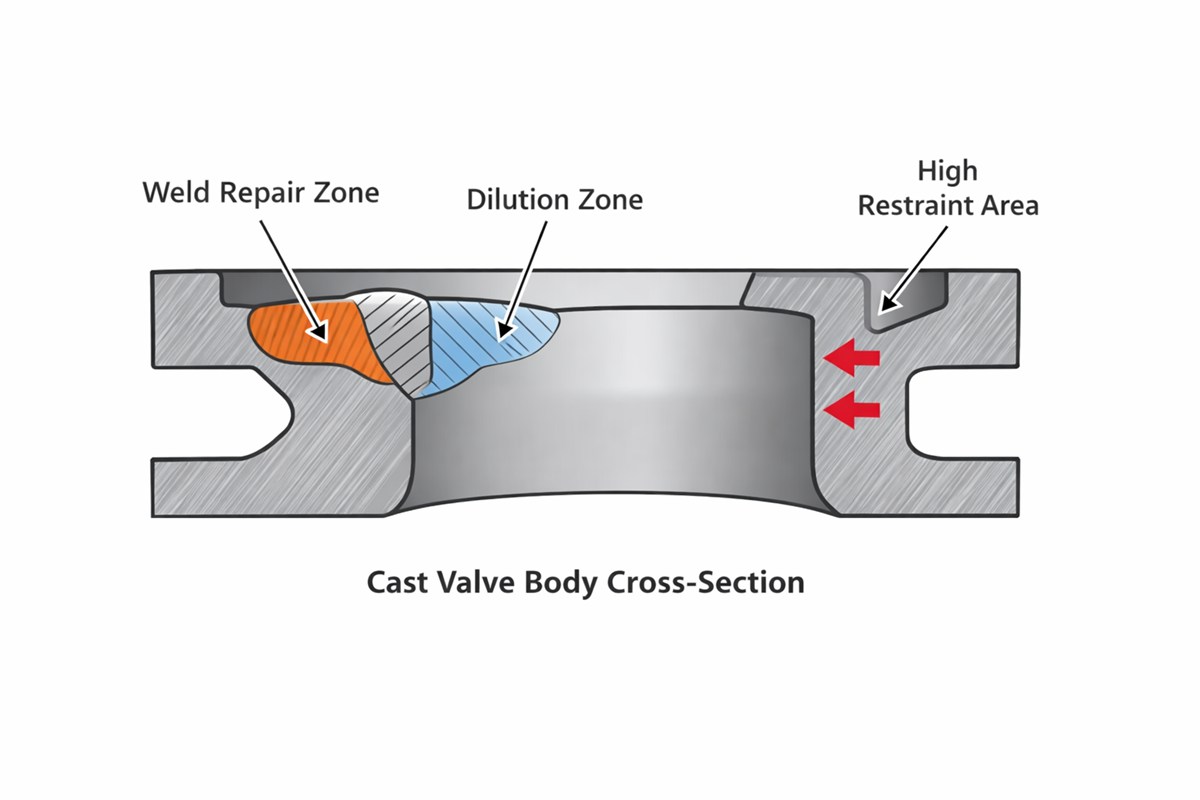
Another practical issue is first-pass chemistry. In a repair groove on a cast valve body, the root and first fill passes can be diluted by the base material enough to alter corrosion behavior and microstructure. Where a corrosive medium is severe, engineers often protect performance by controlling bead placement, limiting heat input, and, where justified by procedure qualification, using a consumable strategy that restores alloying in subsequent layers. This is one of the central engineering reasons behind careful Inconel 625 welding filler metal selection for valve bodies.
Practical filler choices for valve body fabrication and repair
In day-to-day manufacturing, ERNiCrMo-3 remains the primary recommendation for GTAW, PAW, and many GMAW applications involving Alloy 625 valve bodies. It offers a well-established balance of strength, corrosion resistance, and code familiarity. For shielded metal arc repair, the matching stick-electrode route is ENiCrMo-3. If the service specification requires chemistry and corrosion performance close to standard 625 expectations, these are usually the first consumables to validate through WPS/PQR.
That said, not every valve body behaves like ideal wrought plate. Castings may contain segregation, local shrinkage-related discontinuities, or microstructural variability near riser or heavier sections. In these cases, some engineering teams assess alternative Ni-Cr-Mo filler metals with lower niobium sensitivity or higher corrosion margin, but only after qualification testing. This is especially relevant when the weld is a repair, not original fabrication, and when the client specification is focused on actual corrosion performance rather than exact deposit chemistry. The point is not that one alternative filler is always better; the point is that Inconel 625 welding filler metal selection for valve bodies should be validated against the real service and actual casting condition.
A disciplined selection workflow usually asks five questions:
- Is the valve body cast or wrought, and what is the real chemical certification?
- Is this full-penetration fabrication, local repair, overlay, or dissimilar joining?
- How much dilution should be expected in the first pass?
- What is the dominant damage mode in service: pitting, crevice corrosion, sulfide attack, thermal fatigue, or erosion-corrosion?
- Does the purchaser require matching chemistry, or verified performance after qualification?
Those questions are far more useful than generic statements. They turn Inconel 625 welding filler metal selection for valve bodies into an engineering decision instead of a purchasing shortcut.
| Valve body condition / application | Recommended filler metal | Typical process | Why it is preferred | Main caution points |
|---|---|---|---|---|
| Wrought 625 to wrought 625 fabrication | ERNiCrMo-3 | GTAW / GMAW / PAW | Best-established match for 625 strength and corrosion resistance | Control heat input to reduce segregation and distortion |
| Cast 625 valve body repair, moderate restraint | ERNiCrMo-3 | GTAW / SMAW | Familiar qualification path and broad industry acceptance | Watch for dilution, porosity excavation depth, and interdendritic cracking risk |
| Cast 625 repair with uncertain history or severe local segregation | Alternative Ni-Cr-Mo filler only after PQR validation | GTAW | Can be evaluated where reduced Nb sensitivity or added corrosion margin is needed | Must not substitute without procedure qualification and service review |
| 625 cladding/overlay restoration on valve body surfaces | ERNiCrMo-3, often with multi-layer strategy | GTAW / GMAW | Restores corrosion-resistant surface chemistry after dilution | First layer may be diluted; final chemistry depends on deposit thickness |
| 625 to stainless or dissimilar nickel alloy joint in valve assembly | Often ERNiCrMo-3 | GTAW / GMAW | Good tolerance for dissimilar joining and strong corrosion performance | Check thermal expansion mismatch and service-side chemistry |
Procedure details that matter as much as the filler designation
Even the correct wire will not rescue a poor welding procedure. Cleanliness is non-negotiable. Sulfur, lead, oil, paint, shop dust, and iron contamination will create defects that are later blamed on the filler. On valve bodies, joint preparation should fully remove the damaged metal and confirm sound sidewalls; otherwise the welder is sealing in the problem. Low and controlled heat input is generally preferred, especially for repair welding, because excessive thermal exposure increases segregation and can enlarge the vulnerable interdendritic network.
For pressure-containing castings, GTAW is often selected for the root and for critical repair zones because it offers precise puddle control and lower spatter contamination. Interpass temperature should be conservative. Stringer beads are usually safer than wide weaving when crack sensitivity is a concern. If corrosion resistance is critical, engineers should think in layers, not only in filler labels: the final deposited surface chemistry after dilution is what the medium sees.
So the best summary is straightforward. Inconel 625 welding filler metal selection for valve bodies normally starts with ERNiCrMo-3 or ENiCrMo-3, but the final decision should be driven by casting condition, repair geometry, dilution, and service severity. That is the difference between a weld that simply passes inspection and one that survives real operating conditions.

Conclusion
For engineers and buyers, the safest rule is this: do not specify filler metal for an Alloy 625 valve body by base-metal name alone. Review the valve body form, service medium, repair history, and expected dilution, then qualify the consumable with the procedure. In many cases, ERNiCrMo-3 is absolutely the right answer. In difficult repairs, it may only be the starting point. Good results come from metallurgy, not habit.
Related Q&A
1. Is ERNiCrMo-3 always the best choice for Inconel 625 valve bodies?
Not always. It is the standard first choice for most fabrication and repair work, but severe dilution, cast segregation, or unusual service media may require additional qualification or an alternative Ni-Cr-Mo consumable strategy.
2. Why do cast valve bodies need more caution than wrought 625 parts?
Cast structures can show more segregation, local discontinuities, and variable response to heat input. That raises the risk of cracking and makes repair-weld metallurgy less predictable.
3. Does filler selection alone guarantee corrosion resistance in a repaired valve body?
No. Corrosion resistance depends on deposited chemistry after dilution, bead sequence, heat input, final surface layers, and post-weld inspection quality—not just the wire classification.